
Fターム[4E068BG02]の内容
Fターム[4E068BG02]に分類される特許
41 - 51 / 51
被覆鋼管の自動溶接装置及びその接続方法
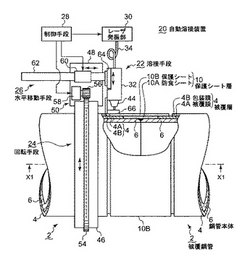
【課題】 同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行うことができる被覆鋼管の自動溶接装置を提供する。
【解決手段】 鋼管本体2の外周面が樹脂を主体とされた被覆層4により覆われた被覆鋼管の端部同士を溶接し、その後、保護シート層10で覆って防食保護する被覆鋼管の自動溶接装置において、前記鋼管本体の端部同士の溶接と前記被覆層と前記保護シート層との溶着とを行う溶接手段22と、前記溶接手段を前記被覆鋼管の軸心廻りに回転させる回転手段24と、前記溶接手段を前記被覆鋼管の軸心方向に沿って移動させる水平移動手段26と、装置全体の動作を制御する制御手段28とを備える。これにより、同一の装置で鋼管本体の溶接処理と保護シート層の溶着処理とを行う。
(もっと読む)
電子ビーム又はレーザ溶接のための溶接プレップジョイント

【課題】一対の軸方向に位置合わせした第1及び第2の機械ロータ鍛造品(14、16)を溶接するための溶接プレップジョイント(22)を提供する。
【解決手段】本溶接プレップジョイントは、第1の半径方向溶接面(26)と第1の軸方向ラベット面(28)とを備えた、第1のロータ鍛造品(14)の端部における第1の溶接ジョイント構成部と、第1の半径方向溶接面(26)に係合するようになった第2の半径方向溶接面(30)と第1の軸方向ラベット面(28)に係合するようになった第2の軸方向ラベット面(34)と第2のラベット面(34)の半径方向内側で延びかつ第2の半径方向溶接面(30)から軸方向にオフセットした第3の半径方向非溶接面(33)とを備えた、第2のロータ鍛造品(16)の端部における第2の溶接ジョイント構成部とを含む。
(もっと読む)
鍔付軸部材及びその製造方法
【課題】 簡単な構造で耐摩耗性、耐靱性のある鍔付軸部材を得る。
【解決手段】 軸部材に鍔部材が嵌着してなる鍔付軸部材において、鍔部材の両面側の嵌着部位もしくはいずれか一方の片面側の嵌着部位を斜め方向30°〜70°の範囲からレーザ照射して一周に渡って溶着する。レーザ照射の時間は1〜5secの連続照射で行う。溶着後は、溶着部の内部歪みを開放するために180°〜220°Cでの1〜2時間の焼き戻しを行う。
(もっと読む)
鉄系材料とアルミ系部材との接合方法、電磁弁におけるスリーブとソレノイド機構との接合方法及び電磁弁
【課題】スリーブ等のアルミ系部材と、ソレノイドケースなどの鉄系溶融金属性の部材の接続に際し、より安価に製造できるようにする。
【解決手段】鉄系材料で形成され筒状部分を有する鉄系部材(第1ヨーク15)と、鉄系部材の筒状部分の内側に重合可能に形成された筒状もしくは柱状部分を有するアルミ系部材(スリーブ11)との間の接合方法において、アルミ系部材は筒状もしくは柱状部分に溝11dを設け、アルミ系部材の筒状もしくは柱状部分を鉄系部材の円筒状部分の内側に差し込んで重合させ、溝が鉄系部材の重合部分の下に位置する状況において、鉄系部材の重合部分を溶融させる。溶融した鉄系部材の重合部分はアルミ系部材の溝の中に流れ込み、固まる。固まった状態では、溝との干渉するので、アルミ系部材が鉄系部材から外れなくなる。よって、アルミ系部材と鉄系部材の接続がなされる。
(もっと読む)
電磁式燃料噴射弁の製造方法
【課題】電磁式燃料噴射弁の製造過程で,比較的少ないレーザ照射エネルギにより,磁性円筒体の軸方向寸法の補正及び磁性円筒体に対する弁座部材の偏心の補正を可能にする。【解決手段】弁組立体Vを収容した弁ハウジング2を閉じるように,互いに嵌合した弁座部材3及び磁性円筒体4間に環状溶接部Wを形成した後,その磁性円筒体4の外周面に全周に亙りレーザを照射して,それによる溶け込みが磁性円筒体4の内周面に到達しない環状疑似溶接部w1,w2を形成することにより,磁性円筒体4の軸方向寸法の補正及び磁性円筒体4に対する弁座部材3の偏心の補正を行う。 (もっと読む)
軸受用ボス
【課題】内周側に軸受けが取り付けられる円筒体と外形の異なるパイプ材とを滑らかなビード形状をもった溶接部によって接合して、応力集中を緩和できる軸受け用ボスを提供する。
【解決手段】外径寸法および内径寸法が異なる円筒体12とパイプ材13とを突合せた状態で、両者間に生じる外周側段差部14のうち大径な円筒体のエッジ部12Cにレーザビーム26を照射する。この場合、レーザビームは、円筒体とパイプ材との突合せ部を溶融させるだけでなく、円筒体のエッジ部をも溶融させるので、溶融金属全体の容積を増大させることができる。これにより、各円筒部とパイプ材との間に、アンダフィルがない滑らかな外周側ビード部と、凸状部がない滑らかな内周側ビード部とを備えた溶接部を形成することができ、この溶接部によって円筒体とパイプ材との間を強固に接合することができる。
(もっと読む)
溶接方法
【課題】金属層を金属製の対象物に溶接する方法であって、金属製の対象物と金属層との間に耐久性のある結合が得られ、金属製の対象物とは反対側で金属層の表面の変態がほぼ回避できる方法を提供すること。
【解決手段】金属層を金属製の対象物に溶接する方法であって、結合領域への熱導入が金属製の対象物の、金属層とは反対側から少なくとも部分的に対象物を通して金属層に向かって行なわれる方法において、金属製の対象物の金属層を有する側にて、溶接過程をコントロールするためにピロメータを用いて金属層の温度変化を検出すること。
(もっと読む)
高いワイヤスピードでのレーザー/MIGハイブリッド溶接方法。
【課題】高いワイヤスピードを使用するレーザー/MIGハイブリッド溶接方法を提供する。
【解決手段】溶接し合わせようとするエッジ間に設けられる開先の少なくとも一部を、少なくとも1つのフィラーワイヤ2の形態で供給される溶融金属をそこに堆積することにより充填し、互いに併用される電気アーク6およびレーザービーム1を用いてフィラーワイヤを溶融するレーザー/MIGハイブリッド溶接方法であって、溶接を少なくとも2m/minの溶接速度で行い;フィラーワイヤ供給速度は少なくとも20m/minであり;かつフィラーワイヤ直径は1.2mm未満である方法。
(もっと読む)
動圧流体軸受けユニット、その製造方法、レーザ溶接装置、動圧流体軸受けユニットを有するモータ及び電子機器
【課題】潤滑油漏れが無く、小径化及び或いは薄型化できる動圧流体軸受けユニット、その製造方法、レーザ溶接装置、動圧流体軸受けユニットを備えたモータ及びそのモータを備えた電子機器を得ること。
【解決手段】本発明の動圧流体軸受けユニット10Aは、内部に潤滑油Lが封入され、回転軸11がラジアル軸受け12に回転自在に支持され、そのラジアル軸受け12の外郭が円筒状の金属ケース13で、上方が円盤状の蓋14で覆われた動圧流体軸受けユニットであって、金属ケース13の内周面と蓋14の外周面との接合部17がレーザで溶接されて封止部16Aが形成されていることを特徴とする。
(もっと読む)
鉄系合金部材とアルミニウム系合金部材の異種金属溶接接合体
【課題】 同質部材同志の溶接と実質的に変わらない優れた接合強度と高い生産性などの利点を享受し得る鉄系合金部材とアルミニウム系合金部材の異種金属接合体ならびにその接合技術を提供すること。
【解決手段】 鉄系合金部材とアルミニウム系合金部材を溶接により接合した異種金属溶接接合体であって、前記鉄系合金部材と前記アルミニウム系合金部材の溶接接合部が、鉄にアルミニウムが過飽和に固溶した過飽和固溶体相を含む組織からなることを特徴とする鉄系合金部材とアルミニウム系合金部材の異種金属溶接接合体。
(もっと読む)
容器本体を製造する方法及び容器本体
接合シェル及び弁(62)を有する弁部材を容器ジャケット部材(24)に固定するため、溶接ステップを実施し、この溶接ステップの場合、弁部材の接合シェルが、弁(62)を有する上の閉鎖要素(31a)としてレーザー溶接によって容器ジャケット部材(24)に固定され、この場合、肩状の横断面湾曲部が、端面(24a)に向かって容器ジャケット部材(24)に沿って形成されていて、この肩部(60a)に沿って隣接している閉鎖要素(31a)の縁領域が気密に押圧され、レーザーの接合継目(42)によって気密に接合され、この容器ジャケット部材(24)の端面(24a)が、容器の内側に存在する。容器本体の場合、弁座の形成及び固定が省略でき、経費のかかるひだ付けが省略できる。これに応じて、充填部の近くの接合シェルを固定する装置が省略できる。したがって、標準的な弁座の直径より小さい直径であるエアゾール容器も製造され得る。  (もっと読む)
(もっと読む)
41 - 51 / 51
[ Back to top ]