
Fターム[4E068CB03]の内容
Fターム[4E068CB03]に分類される特許
21 - 40 / 88
レーザ発振装置およびレーザ加工機
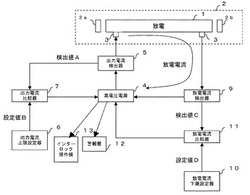
【課題】放電時のノイズで過電流と誤判断し、高電圧電源4を構成するスイッチング素子のゲート信号などを誤って停止させ、レーザ発振装置およびレーザ加工機の継続使用を阻害するという課題を有していた。
【解決手段】放電電流比較器11の比較結果において放電電流検出器9の検出値Cが放電電流下限設定器10の設定値D以下の場合で、かつ出力電流比較器7の比較結果において出力電流検出器5の検出値Aが出力電流上限値設定器6の設定値B以上の場合に、高電圧電源の出力を停止する。
(もっと読む)
レーザ発振装置およびレーザ加工機

【課題】ビームモードに対応したレーザ出力の設定値を変更することなく安定なレーザ出力が可能なレーザ発振装置を提供する。
【解決手段】出力ビームモードを切り替えるビームモード切替手段21を備え、ビームモード切替手段21へのビームモード切替信号を出力する制御装置30を設け、レーザ出力設定部22からの信号と制御装置30からの信号を入力し、ビームモード切替に同期してレーザ出力設定部22からの出力信号を各ビームモードに対応した電圧値以上にならないように保持する出力指令演算手段23をレーザ出力設定部22と比較器24の間に設け、制御装置30からの信号を入力し、ビームモード切替に同期して比較器24の出力信号を各ビームモードに対応した電圧値以上にならないように保持する電源指令演算手段26を比較器24と高電圧電源8の間に設けた。
(もっと読む)
レーザ発振装置およびレーザ加工機
【課題】本発明は、加工性能を向上でき、かつ安価で信頼性の高いレーザ発振装置およびレーザ加工機装置を提供することを目的とする。
【解決手段】高電圧電源4を構成するスイッチング素子5を放熱用構造物7に固定し、放熱用構造物7は高電圧電源4の雰囲気温度よりも低温の冷却媒質8を内部に循環させる冷却部を有し、かつスイッチング素子5は電気回路9と接続するリード端子6が同一面に設けられ、スイッチング素子5のリード端子6の引き出し方向が鉛直、あるいは、水平に対して角度45度から90度未満となるように放熱用構造物7に取付けたものである。
(もっと読む)
レーザ発振装置およびレーザ加工機
【課題】拡散吸収体の内部状態、およびレーザ光のエネルギー強度分布変化により部分的に不均一な状態が発生した場合でも、長期に渡って安定したレーザ出力の制御を行う。
【解決手段】レーザ光を減光される拡散吸収体22と、減光されたレーザ光を検出するレーザ出力検出器23と、レーザ出力検出器23に入射するレーザ光の受光量を制限するチャンバー型の入射光量制限手段31設けることにより、レーザ出力検出器23の測定精度を向上し、安定したレーザ出力の制御を行うことが出来る。
(もっと読む)
パイプのレーザ加工方法
【課題】パイプを斜め方向の平面にそって溶断する過程において、簡単な手段によって、斜め方向の輪切り状の溶断面の段差やずれの発生を防止し、目標の溶断面を得る。
【解決手段】レーザ加工ヘッド4のレーザを加工対象のパイプ1に斜め方向からあて、パイプ1の半分を輪切り状に溶断してから、パイプ1の長手方向の中心線6を回転軸としてパイプ1を180度反転させた後に、レーザをパイプ1の残り半分に斜め方向からあて、パイプ1の残り半分を輪切り状に溶断して、パイプ1を斜め方向の平面にそって溶断する加工において、溶断前に、パイプ1の溶断位置の近くで、パイプ1の上面、およびパイプ1の両側面のうち少なくとも何れかの面をセンサ7により測定し、測定した実際のパイプ位置と理想のパイプ位置とを比較し、補正の必要なときに、実際のパイプ位置と理想のパイプ位置とのずれ量に応じて、加工時の座標を補正する。
(もっと読む)
加工機及びその加工機の未加工製品特定方法
【課題】ワークの加工中の未加工製品をスキップし加工後に確認する。
【解決手段】ワークWを加工するレーザ加工機1である。そして該レーザ加工機1は、ワークWの加工中に加工不良が生じたことを検知する検知手段59と、検知手段59の検知に基づき未加工製品を特定する未加工製品特定手段63と、未加工製品特定手段63により未加工製品が特定された場合に該未加工製品に対する加工をスキップするスキップ処理手段61と、未加工製品特定手段63により特定された未加工製品を登録する未加工製品情報登録手段65とを備える。
(もっと読む)
欠損部の補修方法及び欠損部の補修システム
【課題】複雑な形状の部品であっても適切に補修することができるとともに、補修作業の低コスト化を図ることが可能な欠損部の補修方法及び、この欠損部の補修方法に適した欠損部の補修システムを提供する。
【解決手段】部品に生じた欠損部を肉盛加工によって補修する欠損部の補修方法であって、前記部品の基準3次元モデルを作成する基準3次元モデル作成工程S1、S2と、前記欠損部を有する前記部品の形状を測定して補修対象となる部品の3次元モデルを作成する対象3次元モデル作成工程S4、S5と、前記基準3次元モデルと前記対象3次元モデルとの差分をとって、差分モデルを作成する差分モデル作成工程S6、S7と、この差分モデルに基づいて肉盛加工を行って欠損部の形状を復元する肉盛加工工程S8と、を備えていることを特徴とする。
(もっと読む)
プログラマブルの焦点位置決め機能を備えたレーザ加工機
【課題】交換自在なトーチを備えるレーザ加工機において、集光位置をプログラムで自動調整する装置を提供する。
【解決手段】レーザ加工部100は、加工ヘッド110に交換自在に装着されるトーチ130を備える。トーチ130はアシストガス室140とバランス室142を有し、アシストガスAGが供給される。両室には常に同等の圧力が作用し、また受圧面積が等しい為、レンズホルダ150に作用する上向きの第1の力F1と下向きの第2の力F2が相殺される。ガススプリング室144にガスASを供給し、レンズホルダ150に上向きの一定の力を与える。駆動装置200はサーボモータ220で駆動されるアーム260を有し、アーム260はピン180に当接し、レンズホルダ150を所定の位置に移動させて、集光レンズ160の焦点位置FCを自動で調整する。
(もっと読む)
レーザ加工機を制御する数値制御装置
【課題】過去に加工した部分からの距離と時間とから熱の残留を予測し最適な加工条件を選択可能なレーザ加工機を制御する数値制御装置を提供する。
【解決手段】放熱基準時間記憶部a4と、レーザ加工中に予め決められた一定移動距離毎に過去加工位置とその過去加工時刻として記憶する加工履歴記憶部a3と、レーザ加工中に現在加工している位置に一番近い過去加工位置とその過去加工時刻を前記加工履歴記憶部a3から取得する加工履歴取得部a5と、加工履歴取得部a5により取得した過去加工時刻と現在加工している現在加工時刻との差の時間を算出し、該算出された差の時間と放熱基準時間記憶部に記憶された放熱にかかる基準時間との比率を算出する比率算出部a6と、前記比率に対応づけてレーザ加工条件を記憶する加工条件記憶部a7と、前記比率算出部により算出された比率により加工条件記憶部a7に記憶されているレーザ加工条件を選択するレーザ加工条件選択部a8とを備えたレーザ加工機を制御する数値制御装置。
(もっと読む)
トーチの下降速度制御方法、制御プログラム、制御システム及び加工装置
【課題】トーチが原点から基準点までトーチがZ軸方向に下降する動作時間を短縮することができるトーチの下降速度制御方法、制御プログラム、制御システム及び加工装置を提供すること。
【解決手段】定盤と相対移動可能とされるトーチを、前記トーチが待機する原点から加工点を形成する基準点までZ軸方向に高速と低速とを切り替えて移動させるトーチの下降速度制御方法であって、今回の加工点のXY座標が、前回の加工点のXY座標の所定領域内にある場合には、前記トーチを、前記定盤の前記Z軸方向位置が最も高い座標位置よりも長く高速移動させることを特徴とする。
(もっと読む)
金型の加工方法
【課題】隣接して照射するレーザ光による熱の影響がなく、研削または切削された成形部を高精度に仕上げ加工を行うことができる金型の加工方法を提供する。
【解決手段】金型4に設けた成形部5上の一点にレーザ光9を照射しながら前記金型4を一定回転数回転させた後、前記レーザ光9を一定量移動させ再び一定回転数回転させることを繰り返すことで前記成形部5の仕上げ加工を行う加工方法であって、前記レーザ光9の移動は、成形部5断面の稜線に沿って一定の間隔で順次移動させた。
(もっと読む)
レーザ溶接方法及びレーザ溶接装置
【課題】板材の突合せ溶接を行う際、切削加工装置や切削加工工程を必要とせず、コストが安く、溶接時間の短縮が可能なレーザ溶接方法及びレーザ溶接装置を得る。
【解決手段】対向する一対の板材6の少なくとも一方の被溶接部にレーザ12を照射し、被溶接部を一時的に溶解させる。次に、一対の板材6の被溶接部の間隔が溶接許容ギャップ内となるようにギャップを調整する。その後、被溶接部にレーザ12を照射して板材6の溶接を行う。
(もっと読む)
レーザ加工方法及びレーザ加工機
【課題】切断加工時間の増大やアシストガス消費量の増大等を抑制しつつ、レーザ加工機の損耗を防止し、ランニングコストを削減する、ステンレス鋼のレーザ加工方法(ピアシング加工方法)を得ること。
【解決手段】ステンレス鋼板Wの所定の位置に、加工ヘッドのノズル15から酸素ガスを吹付けながらレーザビームを照射し、所定の深さの未貫通のピアシング穴を開け、該ピアシング穴から溶融酸化金属を溢れ出させ、該ピアシング穴の周囲に所定の広さの酸化金属被膜Mを堆積させる第1の工程と、前記所定の位置に、前記加工ヘッドのノズル15から窒素ガスを吹付けながら前記ピアシング穴にレーザビームを照射し、該ピアシング穴から溶融金属を溢れ出させ、前記酸化金属被膜M上にピアス痕Kとして堆積させながら前記ピアシング穴を貫通させる第2の工程と、前記ピアス痕Kを剥離して除去又は縮小する第3の工程と、を含む。
(もっと読む)
レーザ加工機を制御する数値制御装置
【課題】トーチの傾斜角度に対応づけてレーザ加工条件を変更し最適なレーザ加工条件を設定することが可能なレーザ加工機を制御する数値制御装置を提供すること。
【解決手段】レーザ加工機30を制御する数値制御装置10において、被加工物に対するトーチ41の傾斜角度と対応づけてレーザ加工条件を記憶する加工条件記憶手段(不揮発性メモリ13)と、前記レーザ加工機30で被加工物44を加工する時のトーチ41の傾斜角度に対応するレーザ加工条件を前記加工条件記憶手段から選択する加工条件選択手段とを備え、該加工条件選択手段により選択されたレーザ加工条件に基づきレーザ加工機30を制御することを特徴とするレーザ加工機を制御する数値制御装置10である。
(もっと読む)
穴明け加工方法
【課題】予め複数のパッドの中心を特定できないワークであっても、予め加工プログラムを作成する必要がなく、かつ作業能率および製品の信頼性を向上させることができる穴明け加工方法を提供する。
【解決手段】加工に先立ち、ラインカメラ51によりYテーブル16上に載置されたワーク1の表面を撮像する。得られた撮像データから各パッドの中心位置を特定し、特定された中心位置に基づいて加工プログラムを生成する。そして、生成された加工プログラムにしたがって各パッドの中心に穴を加工をする。
(もっと読む)
レーザ加工装置、加工データ生成方法及びコンピュータプログラム
【課題】
レーザ光を走査制御するための加工データを迅速かつ容易に作成可能にすることを目的とする。また、レーザ加工装置のための加工データを高い精度で作成可能にすることを目的とする。
【解決手段】
加工データ生成装置1には、レーザマーカ2の走査領域に対応する設定平面が表示されている。ユーザは、加工データ生成装置1を操作して、この設定平面上に加工パターンを配置させる。このとき、マーカヘッド21は、レーザ光Lの光軸を上記加工パターンの参照点に対応する位置に一致させるとともに、受光軸が上記レーザ光Lの光軸と同軸となるカメラでワークWを撮影している。撮影画像モニタ3は、この撮影画像を上記カメラの受光軸の位置を示すシンボルとともに表示している。このため、ユーザは、ワークW上における位置を撮影画像モニタ3によって確認しながら、加工パターンの配置を指定することができる。
(もっと読む)
レーザ加工装置及び加工方法
【課題】 加工される穴の加工品質のばらつきを抑制することができるレーザ加工装置を提供する。
【解決手段】 エネルギ調整器が、入射するパルスレーザビームのパルスエネルギを低下させて、加工用経路に出射させる。加工用経路に出射されたパルスレーザビームが入射する位置に加工対象物が保持される。加工用経路に沿って伝搬するパルスレーザビームの入射位置が加工対象物の表面上で移動するように、ビーム走査器がパルスレーザビームを走査する。制御装置が、加工対象物の表面上の複数の被加工点の位置情報及び加工の順番を記憶する。さらに、被加工点間の距離と、エネルギ調整器によるパルスエネルギの低下量を規定する物理量との対応関係を記憶する。ある被加工点から、次に加工する被加工点までの距離を算出し、パルスエネルギの低下量を規定する物理量を算出する。算出された低下量になるようにエネルギ調整器を制御する。
(もっと読む)
三次元レーザ加工機におけるティーチング装置
【課題】ティーチング作業を容易に行うことができる三次元レーザ加工機におけるティーチング装置を提供する。
【解決手段】ジョイスティックボックス41に対し、レーザ加工機のティーチング用ヘッドをX,Y,Z軸の3軸方向に移動制御する第1ジョイスティックレバー45及びティーチング用ヘッドを垂直軸を中心とした回転C軸及び傾斜軸を中心とした回転A軸で姿勢制御する第2ジョイスティックレバー46を設ける。さらに、ジョイスティックボックス41に対し、各教示点間での加工移動経路を直線補間に設定登録する直線補間キー47と、円弧補間に設定登録する円弧補間キー48と、早送りに設定登録する早送りキー49と、データを削除するデータ削除キー50とを設ける。ジョイスティックボックス41はヘッド支持フレームに取り付けられ、前記各キー47〜50をブラインドタッチにより操作可能に構成する。
(もっと読む)
レーザクラッド加工方法及びレーザクラッド装置
【課題】空孔や割れの無いクラッド層を形成することのできるレーザクラッド加工方法を提供する。
【解決手段】バルブシート部2を有したシリンダーヘッド1を形成する鋳造工程と、バルブシート部2に凹形状の溝を形成する溝加工工程と、前記溝部にレーザhvを照射し母材を溶かして溶融層21を形成する溶融層形成工程と、溶融層21上に金属粉末を供給しながら母材及びレーザを相対的に移動させつつレーザを照射し肉盛りしてクラッド層20を形成するレーザクラッド加工工程と、を備える。そして、溶融層形成工程時におけるレーザの照射エネルギーを、レーザクラッド加工工程時におけるレーザの照射エネルギーより大とする。これより、空孔及び割れの無いクラッド層20を形成することができる。
(もっと読む)
ワークを加工するための機械及びワークを機械的に加工するための方法
【課題】加工装置6と主駆動装置17と、これとは別の補助駆動装置とを有し、主駆動装置と補助駆動装置とが、加工装置とワークとのワーク加工相対運動を生ぜしめ、主駆動装置17によって、加工装置6がワーク7に対して、かつ/またはワーク7が加工装置6に対して相対的に主運動で移動せしめられ、補助駆動装置によって加工装置6がワーク7に対して相対的に補助運動で移動せしめられる、ワークを加工するための機械を改良して、加工に関する様々な課題を満たすものを提供する。
【解決手段】加工装置6のために、主駆動装置17とは別の調節駆動装置24,25が設けられ、前記調節駆動装置によって、前記加工装置6が調節範囲26内で種々異なる基本位置30,31,32,33,37,38に送られるようになっており、これらの基本位置を基点として前記加工装置6が、必要に応じて補助駆動装置によって補助運動で移動せしめられる。
(もっと読む)
21 - 40 / 88
[ Back to top ]