
Fターム[4E068CH03]の内容
Fターム[4E068CH03]に分類される特許
81 - 96 / 96
レーザ加工ヘッド

【課題】 アシストガスの使用を抑えつつ、レーザ加工ヘッドのノズル本体内部にスパッタやヒュームが侵入することを防止する。
【解決手段】 ノズル本体1の内部に、テーパ状の隙間として形成されたエア供給部31から、ノズル本体1の内部へカーテン状のエアA1を噴出させ、ノズル本体1の内部のテーパ面35をカーテン状に流下させつつ集束させて、ノズル本体1の外部で、焦点F2を結ばせるようにしたもので、カーテン状に流れつつ集束するエアA1によりノズル本体1の内部と外部とを遮断することができるため、スパッタSやヒュームHがノズル本体1の内部に侵入することを防止することができる。
(もっと読む)
ピアス加工方法及びレーザ加工装置

【課題】 過剰燃焼等を生じることなくピアス加工を行うことのできるピアス加工方法及びレーザ加工装置を提供する。
【解決手段】 レーザ光LBをワーク表面に照射してピアス加工を行うとき、アシストガスとして窒素ガス13を噴射して初期加工を行い、次にアシストガスを酸素ガス15に切替えてピアス加工を行うものであり、窒素ガス13をアシストガスとして噴射するときのレーザ光LBの出力を、酸素ガス15をアシストガスとして噴射するときのレーザ出力よりも大出力にしてある。そして、レーザ加工装置は、ワークWのピアス加工時の初期加工時にはアシストガスとして窒素ガス13を使用しかつレーザ出力を大出力に制御し、所定時間経過後にアシストガスを酸素ガス15に切換えかつレーザ出力を前記出力よりも小出力に制御する構成である。
(もっと読む)
レーザピアシング方法及び加工装置
【課題】 鋼鈑等の被加工材にピアシングを行なう場合に、ピアシング孔径が大きくなるのを防止しつつ、高い加工効率で所望の径のピアシング孔を形成し、製造コストを削減することができるレーザピアシング方法及び加工装置を提供すること。
【解決手段】 ノズル47から噴射したアシストガスGによって金属板加工部Wを覆い、該加工部にレーザ光Lを照射することにより金属板にレーザピアシングを行う加工装置であって、板厚入力部30と、前記アシストガスGの酸素濃度を調整する調整手段10とを備え、前記板厚入力部30から入力された板厚に対応して前記アシストガスGの酸素濃度を自動調整することを特徴とする。
(もっと読む)
ライニング鋼板の切断装置及び切断方法
【課題】 コンクリートやモルタル等の下地材表面に接して施工されたステンレス鋼板等のライニング鋼板の切断時に発生する切断生成物の飛散や付着を防止し、効率よくライニング鋼板を切断することができるライニング鋼板の切断装置及び切断方法を提供する。
【解決手段】 コンクリート下地材表面に接して施工されたライニング鋼板21を切断するため、レーザ加工ヘッド13のノズル15から所定エネルギー密度でレーザ光を照射するとともに、所定流量で注入された切断用アシストガスを吹き付ける。そして、ライニング鋼板21から発生して飛散した切断生成物をレーザ加工ヘッド13に固定された回収フード31で形成された略閉空間内に保持し、排気用ブロワ35で当該切断生成物を排出して回収する。
(もっと読む)
ハイブリッドレーザ加工装置
【解決手段】 ハイブリッドレーザ加工装置1は、レーザ光Lを発振するレーザ発振器4と、液体を供給する高圧ポンプ5とを備えており、高圧ポンプ5より供給された液体は、加工ヘッド6の先端に設けられた噴射ノズル13より噴射され、液柱Wとなって被加工物2へと到達する。
上記噴射ノズル13には被加工物2に向けて縮径する第1傾斜面13bが形成されており、レーザ光Lを集光する集光レンズ12は、レーザ光Lの焦点を上記噴射ノズル13を越えた被加工物2側に位置させ、また最小径部13dよりも外側のレーザ光Lが上記第1傾斜面13bに反射してから上記液柱Wに導光されるようにしている。
【効果】 集光レンズと噴射ノズルとの位置合せが容易で、導光されたレーザ光が液柱より外部に飛び出すことがなく、しかも製造コスト及びランニングコストを低廉にすることができる。
(もっと読む)
ハイブリッド加工装置およびハイブリッド加工方法
【解決手段】 レーザ発振器7からレーザ光線Lが発振されると集光レンズ12によって集光されて、ノズル5の開口部5Aを介して被加工物2の加工位置2Aに照射される。これと同時にノズル5内のチャンバー19に給送された圧力液体としての水が開口部5Aを介して上記加工位置2Aに噴射される。
上記ノズル5の内面は、上方側の円錐面16Aとその下方側に位置する小径の円筒面16Bによって構成している。上記集光レンズ12で集光されるレーザ光線Lを円錐面16Aで反射させて更に収束させることができるとともに、上記圧力液体を円筒面16Bにより拡散されないように噴射させることができる。
【効果】 加工中におけるノズルと被加工物との距離を長くすることができるとともに、平行な加工面を得ることができる。
(もっと読む)
レーザ加工装置、レーザ加工方法、及び燃料噴射弁
【課題】レーザ加工において、孔の加工中に溶融池の発生を抑制して、より短い加工時間で、所望の孔を加工することである。
【解決手段】レーザ加工装置10は、レーザ光14により孔を加工するレーザ加工装置であって、加工部材であるノズル12にレーザ光14を照射する照射部11と、レーザ光14の照射領域にアシストガスを噴射する噴射部13と、アシストガスの圧力を制御する圧力制御部15と、を備え、圧力制御部15は、ノズル12に下孔が貫通するまでは、アシストガスの圧力を低圧とし、下孔の貫通後は、アシストガスの圧力を高圧とする、制御を行う。なお、加工部材に下孔が貫通したことを検出する貫通検出部を備えて、圧力制御部15は、加工部材に下孔の貫通が検出されるまでは、アシストガス圧力を低圧とし、下孔の貫通を検出した後は、アシストガスの圧力を高圧にする制御を行う、構成としても良い。
(もっと読む)
スルーホールを有する医薬用金属部品を提供する方法
金属部品、特に薬剤エアゾール送出装置等の医薬用装置の金属部品であって、その部品の第1面(10)から第2面(20)まで軸線に沿って延在しかつ側壁を有するスルーホールを有する金属部品であり、側壁(30)が第1面および第2面(10)を通る上記軸線に沿った平面断面において、円、卵形または楕円の切片(16)の弧に略対応する幾何学形状を有し、上記切片(16)の弦(17)の端点(11、12)が、側壁(30)(「湾曲側壁」)の第1面(10)および第2面(20)との交差点に位置する、金属部品。金属部品に湾曲側壁を有するスルーホールを提供する方法であって、第1面のホールの入口に、ホールに近接する材料を溶融させるために十分なエネルギーを有するレーザ光のパルスを向けるステップであって、そのレーザ光が集束され、その集束レーザ光の焦点面が、そのレーザ光の光源と第1面との間でスルーホールの上記軸線に対して実質的に垂直に配置され、一方で、スルーホールを通るガスの流れを提供する、ステップ、を含む方法。 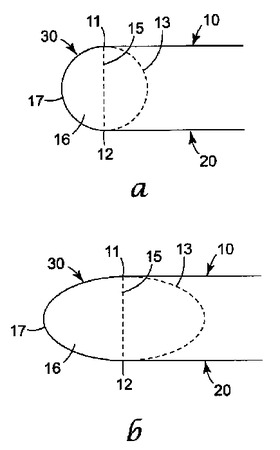 (もっと読む)
(もっと読む)
レーザ溶接装置
【課題】レーザ溶接装置を改善し、溶接継ぎ目変動が阻止されるように構成することである。
【解決手段】レーザビーム(2)と、該レーザビーム(2)を加工品(3)の処理ゾーン(3a)にフォーカシングする光学系(4;4')とを有するレーザ溶接装置(1)であって、前記光学系の焦点距離(f)は少なくとも200mmである形式のレーザ溶接装置において、制限装置(6;6')が設けられており、該制限装置は、レーザ溶接の際に発生する、溶接ガスと加熱周囲空気からなる混合気(5)を、フォーカシングされたレーザビーム(2)内で加工品近傍領域(7)に制限する、ことを特徴とするレーザ溶接装置。
(もっと読む)
レーザビームによる穿孔または加工ヘッド用ノズル
【課題】アクセスしにくい領域へのアクセスを可能にするノズルを実現する。
【解決手段】本発明は、パルスレーザビームを照射する穿孔装置用のレーザビーム穿孔ヘッドのノズル14であって、穿孔ヘッドが、ノズルの組立に適した手段を含み、ノズルは、レーザビームが入る第1の開口部と、パルスレーザビームが出る第2の開口部とを含み、ビームの集束手段が、第2の開口部の上流側に設けられ、ミラー145が、レーザビームの光学経路でコリメート手段の下流側に配置されて、出力ビームが、入射ビームとなす角度が180°未満になるように構成され、ノズルが、レーザビームの補助流体の供給手段を含み、この供給手段は、前記補助流体が、レーザビームの方向に第2の開口部から放出されるように構成されていることを特徴とする。
(もっと読む)
医療用植設物のためのパルス化されたファイバレーザ切断システム
本発明は、動脈のような体内管腔における組織移植のための改良された拡張可能なステント、および単一長さの管材料からそれを製造するための改良された方法に関する。ステント(10)は、複数の共通する軸線に略位置合わせされ、かつ1つ若しくは複数の相互接続要素によって相互に接続された、複数の半径方向に拡張可能なカットされた円筒状要素を備え、かつこれらの要素はカットからカットへと長方形の断面を有している。半径方向に拡張可能な円筒状要素は、それぞれ波打ちパターンに配置されている。このステントは、外部パルス発生器(44)を有したダイオードポンプ型ファイバレーザ(40)から生じるとともに同軸なガスジェット構造を通過してチューブの加工表面に衝突する微細に集中するレーザ光線を用いた直接的なレーザカットによって単一の金属チューブから製造され、このチューブは直線的および回転方向の速度が正確に制御される。カットを最適化するために、レーザーパラメータを調整し、あるいはまたレーザパルスをシェーピングすることができる。 (もっと読む)
高いワイヤスピードでのレーザー/MIGハイブリッド溶接方法。
【課題】高いワイヤスピードを使用するレーザー/MIGハイブリッド溶接方法を提供する。
【解決手段】溶接し合わせようとするエッジ間に設けられる開先の少なくとも一部を、少なくとも1つのフィラーワイヤ2の形態で供給される溶融金属をそこに堆積することにより充填し、互いに併用される電気アーク6およびレーザービーム1を用いてフィラーワイヤを溶融するレーザー/MIGハイブリッド溶接方法であって、溶接を少なくとも2m/minの溶接速度で行い;フィラーワイヤ供給速度は少なくとも20m/minであり;かつフィラーワイヤ直径は1.2mm未満である方法。
(もっと読む)
レーザ加工装置でのレーザ加工ビーム軸と加工ガス流軸の相互位置を求める方法、およびレーザ加工装置でのレーザ加工ビーム軸と加工ガス流軸の相互位置を調整する方法、ならびに当該方法に代わる装置を有するレーザ加工装置
レーザ加工ビームのレーザビーム軸(8)と加工ガス流(16)のガス流軸(17)の相互位置を求めるための方法の実行中、並びにレーザ加工ビームのレーザビーム軸(8)と加工ガス流(16)のガス流軸(17)の相互位置を調整するための方法の実行中において、未加工品(6)を加工するレーザ加工装置(1)では、一方での前記レーザビーム軸(8)に対して所定配置された第1の放射軸を有する第1の軸位置検出放射と、前記ガス流軸(17)に対して所定配置された第2の放射軸を有する第2の軸位置検出放射と、他方での軸位置検出エレメント(18、19)が相対的に相互に放射軸横方向への軸位置検出運動によって動かされる。
前記レーザビーム軸(8)用の基準エレメント(5)および前記ガス流軸(17)用の基準エレメント(5)および/または前記軸位置検出エレメント(18、19)用の基準エレメントは前記軸位置検出運動と連動して動かされる。
第1の放射軸と軸位置検出エレメント(18、19)の同一の相互位置並びに第2の放射軸と軸位置検出エレメント(18、19)の同一の相互位置に割り当てられている、前記1つまたは複数の基準エレメント(5)の実際位置が、レーザビーム軸(8)とガス流軸(17)の相互目標位置での、前記1つまたは複数の基準エレメント(5)の目標位置と比較される。 レーザビーム軸(8)とガス流軸(17)の相互実際位置と相互目標位置とに偏差がある場合には調整量が形成され、当該調整量に基づいて位置偏差が修正される。
レーザ加工装置(1)にはこの方法を置き換えるために、レーザビーム軸(8)とガス流軸(17)の相互位置を求めるための装置が設けられている。  (もっと読む)
(もっと読む)
レーザ光とアーク放電を用いた溶融加工装置
【課題】レーザ光とアーク放電を用いた最適な溶融を可能とするレーザ光とアーク放電を用いた溶融加工装置を提供する。
【解決手段】筒状のケース100内部に、レーザ光を光学系を介して絞り込んでワークW上に焦光、照射し、このレーザ光系の光軸と略同軸位置関係で、ワークWに対向する位置に配設され、アーク放電のための高電圧が供給される電極500が備え、レーザ光の照射によりワークを溶融させた状態でアーク放電による溶融、加工を行う。ケース100の下方に、レーザ光の光路方向と略同一方向の斜面を備え、この斜面に電極500が取り外し配設固定される電極ガイド300がケース100に取り外し可能に取り付けられている。
(もっと読む)
レーザー溶接、レーザー加工、あるいはレーザー肉盛りでの、流体の細い噴射の仮付溶接の方法および装置
とりわけレーザー溶接、レーザー加工、あるいはレーザー肉盛りでの領域あるいは物体への流体の細い噴射の仮付溶接の方法であって、該噴射は吹きだしノズル(5)から発され、該ノズルは排出パイプ(10)を具備し、該排出パイプが含むのは、直径が5mm以下のほぼ円形の切断面の末端部分(11)と、流体のフラックスの流れの方向においてノズル(5)の上流の、排出パイプ(10)の延長線上に配置される光源(3)とであり、該光源は、単色性または多色性の分散しない光ビームを作り、該光ビームは、少なくともその一つの波長が400と760ナノメートルの間に含まれ、排出パイプ(10)に対して同軸であり、そして流体の流れの方向においてパイプの内部で伝播するものであって、該パイプに沿って、物体あるいは領域あるいは光ビームを相対的に移動させるときに流体の流れが一時的に中断されて、光ビームは物体あるいは領域に照準され、そして流体の細い噴射が領域または物体に放たれる。  (もっと読む)
(もっと読む)
レーザ加工機の加工ヘッド
【課題】ノズルユニットがワークに衝突した際にノズルユニットの揺動を可能にして、ノズルユニットの破損を未然に防止するレーザ加工機における加工ヘッドを提供する。
【解決手段】集光レンズ20を収容したレンズホルダHの下端部にノズルユニット17を揺動可能に装着する。取付部材15の下端面と、ノズルユニット17の連結部材24の上面との間にコイルばね30を介在して、ノズルユニット17を常には正規位置に付勢保持する。前記ノズルユニット17の内部空間34にアシストガス発生装置37から供給パイプ38及びガス導入口39を介してアシストガスを供給する。前記供給パイプ38の途中に電磁開閉弁41を設け、距離センサ43によって前記ノズル23がワークWに異常に接近された場合に、前記電磁開閉弁41をドレンポートに切り換え、ノズルユニット17の内部空間34のアシストガスを排出しノズルユニット17の揺動を許容する。
(もっと読む)
81 - 96 / 96
[ Back to top ]