
Fターム[4E068CJ06]の内容
Fターム[4E068CJ06]に分類される特許
1 - 18 / 18
溶接金属部の靭性に優れたレーザビーム溶接継手
【課題】引張強度が780MPa以上の鋼材で溶接金属部の引張強度が780MPa以上、且つ靭性に優れたレーザビーム溶接継手を提供する。
【解決手段】溶接金属が、mass%で、C:0.02〜0.14%、Ti:0.006〜0.05%、Al:0.02%以下、B:0.001%以下、O:0.02〜0.05%、C:0.14%以下、Ti:0.05%以下、Al:0.02%以下、B:0.001%以下、O:0.02%以上、Ceq(=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%))が0.33〜0.53%の組成と、面積率で40%以上のアシキュラーフェライト相を含むミクロ組織を有し、レーザビーム溶接のシールドガスとして酸素供給ガスを含有するガスを用いたレーザビーム溶接継手。
(もっと読む)
溶接金属部の靭性に優れた鋼材のレーザ溶接継手およびレーザ溶接方法。
【課題】ラインパイプ等の溶接構造物に用いて好適な、引張強度が780MPa以上の鋼材で、溶接金属部靭性に優れるレーザ溶接継手およびレーザ溶接方法を提供する。
【解決手段】溶接金属は、mass%で、C:0.14%以下、O:0.02%以下を含み、かつCeqが0.35〜0.65%を満足する成分組成と、アスペクト比で4以上の針状のM−A組織(島状マルテンサイト)が面積率で5%以下である、ベイナイトあるいはベイナイトとマルテンサイトの混合組織からなるミクロ組織を有するレーザ溶接継手。Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14、ここで、Ceq:炭素当量(mass%)、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%)。シールドガスとして酸素供給ガスが体積比率で10%以下の不活性ガスを用いる。
(もっと読む)
レーザ加工装置およびレーザ加工方法

【課題】発電層内のダングリングボンドの生成を抑制させ、微結晶領域を充分に酸化、絶縁物化することで、被加工物である半導体装置におけるリーク電流の抑制、発電効率の向上を実現するためのレーザ加工装置およびレーザ加工方法を得ること。
【解決手段】被処理基板5に塗布された半導体材料の一部をレーザ加工により除去するレーザ加工装置であって、被処理基板5のうちレーザ加工を施す部分を含む領域に赤橙色光を照射する赤橙色光源22を有する。
(もっと読む)
レーザ・アークハイブリッド溶接方法

【課題】ステンレス鋼の溶接継手において、従来よりも高強度、高靱性を備えた継手を得ることができるレーザ・アークハイブリッド溶接方法の提供。
【解決手段】ステンレス鋼の溶接部位において、レーザヘッド2から照射されるレーザLとアーク溶接トーチ3から放電されるアークAとを重畳してレーザLによるプルームとアークAとを相互作用させると共に、上記溶接部位を含む溶接ガス雰囲気を、上記プルーム以外のガス体積比でN2を30体積%より多く含有する雰囲気に調節する。
(もっと読む)
複合溶接装置
【課題】良好な溶込みとビードを形成することができる複合溶接装置を提供することにある。
【解決手段】被溶接物の表面におけるレーザビームのビーム直径を設定するビーム直径設定手段と、レーザビームのレーザ出力を設定する出力設定手段と、ビーム直径設定手段からのビーム直径設定値と前記出力設定手段からのレーザ出力設定値を入力して前記ビーム直径設定値に対するレーザ出力設定値の適否を判定してその判定結果を前記制御手段に出力する出力判定手段と、出力判定手段からの出力を入力する警告手段を設け、レーザビームで被溶接物にキーホールを形成しながら溶接すると共に、アークを溶接線に沿って先行させ、レーザビームを前記アークよりも後行させる。
(もっと読む)
鋼製ピストンのリング状溝の溝側面をレーザービームにより硬化させる方法
鋼製ピストン(5)のリング状溝(11)の溝側面をレーザービーム(3)により硬化させる方法が提案されており、この場合には、最初に酸素含有プロセスガスを鋼製ピストン(5)の溝側面(10)上に導き、鋼製ピストン(5)を回転移動させる。この場合、溝側面(1)は、溝側面上に酸化物層が形成されるまでレーザービーム(3)で照射される。引続き、プロセスガスの供給は、遮断され、溝側面(10)は、シュプールに沿って領域的に加熱され、硬化される。溝側面上の酸化物層によって、一面で溝側面の熱結合度が改善され、このことは、溝側面の迅速な加熱および硬化をもたらす。他面、それによって、溝側面の反射率は、減少され、したがってなお僅かな光だけが溝側面から溝の別の領域上に反射され、したがってこの領域は、意外なことに加熱されず、硬化されない。 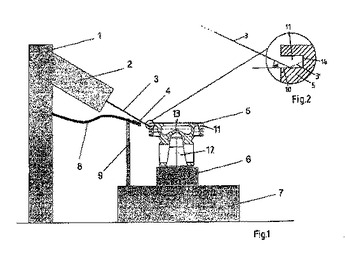 (もっと読む)
(もっと読む)
鋼板の重ね部のレーザー溶接方法
【課題】高強度薄鋼板のレーザー溶接に関し、重ね部の溶接部の割れを低減できる溶接方法を提供する。
【解決手段】複数の鋼板を重ね合わせ、重ね部の最上段の上面にレーザービームを照射し、最下段の鋼板下面まで溶融させつつ溶接する方法において、重ね部の溶融部近傍の上面および下面に露点が15℃以下のシールドガスを供給して溶接する。
(もっと読む)
レーザー加工装置用アシストガス供給方法およびレーザー加工機用アシストガス混合装置。
【課題】レーザー加工装置のアシストガス供給方法において、アシストガスに含まれる酸素ガスの濃度を任意に管理できるレーザー加工装置用アシストガスの供給方法を提供する。
【解決手段】アシストガス供給源2から供給されるアシストガスにレーザー加工機駆動用圧縮空気供給源3−1から供給される圧縮空気を混合した混合ガスをレーザー加工機に供給するレーザー加工機用アシストガス混合装置4において、アシストガス供給源2からアシストガスを供給するアシストガス供給配管51と駆動用圧縮空気供給源3−1から圧縮空気を供給する圧縮空気供給配管52とが接続され、圧縮空気供給配管52に圧縮空気供給源3から供給される圧縮空気の微小な流量を制御可能な流量制御弁を設け、アシストガス供給配管51の下流と圧縮空気供給配管52の下流を接続し、アシストガスに圧縮空気を管理して混合する。
(もっと読む)
レーザピアシング方法及び加工装置
【課題】鋼鈑等の金属製の被加工材にピアシングを行なう場合に、ピアシング孔径が大きくなるのを防止しつつ、高い加工効率で所望の径のピアシング孔を形成し、製造コストを削減することができるレーザピアシング方法及び加工装置を提供すること。
【解決手段】レーザ光L2と同軸とされたノズル3から噴射したアシストガスGによって金属製の被加工材Wの加工部を覆い、該加工部にレーザ光L2を照射することにより前記被加工材Wにピアシング孔を加工する加工装置1であって、前記ピアシング孔を加工し始めた加工起点から前記ノズル3をオフセットさせて、前記加工起点の廻りに前記加工起点から5mmの範囲内で前記ノズル3を周回移動させながらピアシング孔を加工する制御手段10を備えることを特徴とする。
(もっと読む)
金属上に機能的に高品位とされたコンポジット表面層を生成するため熱プラズマを使用する方法
高温の化学的に活性な熱プラズマ流を利用して金属及びその窒化物又は炭化物からなるコンポジット構造物に変化せしめられるといった材料物質を処理する方法及びその方法で得られる製品。該複合している熱プラズマは活性なガス状、液状又は固体状の物質を制御可能に添加することを行う。得られた該表面層は基材を機能的に高品位化し、非常に優れたボンド(接着層)となり、それは剥離したり、砕けることに抵抗性を与え、硬さ、磨耗抵抗性や摩滅抵抗性、及び腐食抵抗性を顕著に高いものとし、摩擦係数が低いものとなる。 (もっと読む)
Ar/Heガス混合物を用いたチタンレーザー切断
【課題】切断欠陥が発生せず、経済的に優れた切断速度で切断できる、チタンまたはチタン合金のレーザ切断方法を提供する。
【解決手段】高出力レーザービームによるチタンまたはチタン合金の切断に用いる補助ガスがアルゴン/ヘリウム混合ガスであることを特徴とする。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して亜鉛めっき鋼板を重ね溶接する際に使用するシールドガスにおいて、溶接部にピットの発生が無く、溶接金属の溶け落ち、穴開きなどが防止できるハイブリッド溶接用のシールドガスを得る。
【解決手段】シールドガスとしてアルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、鋼板間のギャップがゼロである場合、
15≦A≦50、かつ5≦B≦9、かつ B≧21―0.8A
の範囲に調整し、残部をアルゴンガスとしたものを使用する。
(もっと読む)
ハイブリッド溶接用シールドガスおよび該ガスを用いたハイブリッド溶接方法
【課題】レーザ溶接とアーク溶接とを併用して2枚の亜鉛めっき鋼板の重ね隅肉溶接の際のシールドガスとして適正な混合比のアルゴンガスと炭酸ガス、酸素ガスガスの混合ガスを使用することにより、安価かつ簡便な方法によりビード表面のピット発生及びビード不整やアンダカット等の発生を防止する。
【解決手段】シールドガスとして、アルゴンガス、炭酸ガス、酸素ガスからなる混合ガスを用い、シールドガス中の炭酸ガスの体積%をA、酸素ガスの体積%をBとしたとき、炭酸ガスと酸素ガスの混合割合を、
3≦A≦25、5≦B<13 かつ B≧10―0.33A
の範囲に調整したものを使用する。
(もっと読む)
レーザ加工装置およびレーザ加工方法
【課題】ドロスの付着がなく、ドロスの除去のための後工程が不要である、生産性に優れたレーザ加工装置およびレーザ加工方法を得ること。
【解決手段】アルミニウム製被加工物にレーザビームを照射するとともにアシストガスを前記アルミニウム製被加工物に供給することにより前記アルミニウム製被加工物の切断加工を行うレーザ加工装置であって、前記レーザビームを出力するレーザビーム出力手段と、前記レーザビームを前記アルミニウム製被加工物に導いて照射する照射手段と、前記アシストガスとして酸素の混合比率が0.1体積%〜0.5体積%である窒素と酸素との混合ガスを前記アルミニウム製被加工物に供給するアシストガス供給手段と、自装置における切断加工の制御を行う制御手段と、を備える。
(もっと読む)
レーザピアシング方法及び加工装置
【課題】 鋼鈑等の被加工材にピアシングを行なう場合に、ピアシング孔径が大きくなるのを防止しつつ、高い加工効率で所望の径のピアシング孔を形成し、製造コストを削減することができるレーザピアシング方法及び加工装置を提供すること。
【解決手段】 ノズル47から噴射したアシストガスGによって金属板加工部Wを覆い、該加工部にレーザ光Lを照射することにより金属板にレーザピアシングを行う加工装置であって、板厚入力部30と、前記アシストガスGの酸素濃度を調整する調整手段10とを備え、前記板厚入力部30から入力された板厚に対応して前記アシストガスGの酸素濃度を自動調整することを特徴とする。
(もっと読む)
レーザ加工方法
【課題】 被加工物をレーザ切削加工しながら,被加工物の表面に酸化膜を形成し,形成された酸化膜上にデブリを付着させて,酸化膜を剥がすことによって容易にデブリを除去できるレーザ加工方法を提供する。
【解決手段】 被加工物10にレーザ光を照射して,加工点でアブレーション反応を起こして被加工物10を切削し,加工点を移動させて被加工物10に切削溝90を形成する。このとき,被加工物10の加工点付近に,不活性ガスおよび酸素ガスを供給する,または被加工物10が大気中に置かれた状態で加工点付近に不活性ガスを供給することによって,被加工物10の表面に切削溝90を形成しながら,被加工物10のレーザ入射面側の表面上において切削溝90の両側に酸化膜91を形成する。そして,酸化膜91上にデブリ923を付着させ,酸化膜91を剥がすと同時にデブリ923を除去する。
(もっと読む)
鋼板のレーザ溶接方法および複合板材
【課題】突き合わせ部における鋼板の隙間が大きい場合でも溶接不良を防ぐことができ、かつ溶接部の成形性を高めることができるレーザ溶接方法および複合板材を得る。
【解決手段】鋼板をプレス成形に先立ってレーザ溶接により突き合わせ溶接する際、アルゴン、ヘリウムおよび窒素の1種以上と20〜50vol%の炭酸ガスを含む混合ガスをシールドガスとして用い、鋼板間の隙間を0.25mm以下とする。アルゴン、ヘリウムおよび窒素の1種以上と10〜40vol%の炭酸ガスと酸素1〜5vol%を含む混合ガスをシールドガスとして用いてもよい。
(もっと読む)
レーザとアークのハイブリッド溶接方法
【課題】 ガスシールドメタルアーク溶接とレーザのハイブリッド溶接において、スパッタの発生を抑制し、高速溶接を行っても安定したビード幅を得ることが可能なレーザとアークのハイブリッド溶接方法を提供する。
【解決手段】 レーザ溶接と消耗電極式アーク溶接とを同一箇所で同時に実施するレーザとアークのハイブリッド溶接法において、シールドガスとして、酸素ガス(O2)を少なくとも2体積%含み、かつ、酸素ガスと二酸化炭素ガス(CO2)との合計が6体積%以上であり、かつ、二酸化炭素ガスが10体積%以下であり、残部は実質的に不活性ガス、または不活性ガスと水素ガス(H2)との混合ガス、または不活性ガスと窒素ガス(N2)との混合ガス、または不活性ガスと水素ガスと窒素ガスとの混合ガス、からなるガスを用いる。
(もっと読む)
1 - 18 / 18
[ Back to top ]