
Fターム[4E070CA04]の内容
Fターム[4E070CA04]に分類される特許
1 - 20 / 28
電線分配装置、電線供給装置及び電線供給方法
線材成形機
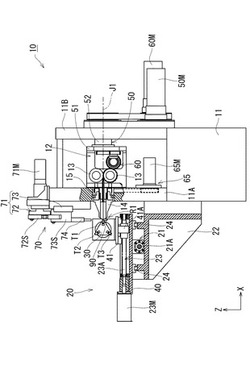
【課題】従来よりも線材を成形するためのスペースを広くすることが可能な線材成形機の提供を目的とする。
【解決手段】本実施形態に係る線材成形機10では、ツール直動駆動機構20が第2可動ベース41を直動させて成形ツールT1の直動位置を制御する。また、ツール回転駆動機構31が成形ツールT1をツール旋回軸J2回りに回転させて、成形ツールT1の線材90に対するツール旋回軸J2回りの相対的な回転位置を制御し、線材回転駆動機構50が線材90を線材送給軸J1回りに回転させて、成形ツールT1の線材90に対する線材送給軸J1回りの相対的な回転位置を制御する。ここで、第2可動ベース41には、ツール回転駆動機構31のみが搭載されているので、従来の線材成形機に比べて、第2可動ベース41周辺をコンパクトにすることができ、線材90を成形するためのスペースを広くすることができる。
(もっと読む)
電線交換機構付き電線調尺装置

【課題】調尺対象となる電線の交換をより簡易にすること。
【解決手段】電線交換機構付き電線調尺装置10は、調尺対象である電線2を交換可能に構成されている。本装置10は、電線2を送給経路R上で設計寸法ずつ調尺して送給可能な調尺機構部20と、電線2の一端側部分を送給経路Rに沿った形状に支持し、調尺機構部20によって送給される電線2を下流側の電線経路に案内する下流案内部34を有する複数の電線支持部材30と、複数の電線支持部材30を、支持した電線2を送給経路R上に配設するセット位置と、セット位置とは異なる待機位置との間で移動可能な移動機構部50とを備え、下流案内部34は、電線支持部材30がセット位置に配設された状態で、調尺機構部20より下流側の位置に配設される。
(もっと読む)
ワイヤ曲げ装置
【課題】簡易な構造で、ワイヤ送りユニットと成形ツール等との相対位置を自由に変更することができ、高い精度で曲げ加工を実施することが可能なワイヤ曲げ装置を提供する。
【解決手段】成形ツール24を用いてワイヤ50を加工するワイヤ加工空間52へ、ワイヤ50を送り出すワイヤ送りユニット51と、複数の成形ツール24を支持し、回転することが可能な複数のツール選択機構2と、複数のツール選択機構2を支持し、互いに直交する二軸方向に移動することが可能な一又は複数の可動機構とを備える。ツール選択機構2は、第一の可動部4a、4b及び第二の可動部3a、3bと連結してある支持部9a、9b上に設けてあり、ツール選択機構2が、送り出されるワイヤ50の軸芯を中心軸として円弧を描いて移動するよう制御する。
(もっと読む)
線材の表面処理装置
【課題】高速な表面処理を行う場合であっても、大型化することなく、十分な処理時間を確保することができる、経済的な表面処理装置を提供する。
【解決手段】本発明の表面処理装置は、処理槽5の両側に配置され、線材2の許容曲率半径以上の半径を有し、かつ、軸方向に1列以上の案内軌道30a〜36a、30b〜36bを外周面に備え、導電性の回転体と、該回転体の中心で軸方向に伸長する導電性の給電軸と、前記回転体を該給電軸に対してこの給電軸と共に回転可能に支持する樹脂製の支持体と、前記回転体と前記給電軸とを電気的に接続する手段と、前記回転体を回転させる駆動機構とを備える、第1および第2の回転給電装置と、該第1および第2の回転給電装置のそれぞれと前記処理槽との間に配置され、相互に軸方向および高さ方向に位置がずれている2個以上のプーリが、1列以上配されている第1および第2のライン変更プーリ装置とを備える。
(もっと読む)
線材送給装置
【課題】線材太さの変更に対して従来よりも容易に対処することが可能な線材送給装置の提供を目的とする。
【解決手段】本発明の線材送給装置10は、複数の送給ローラ31,31を、少なくとも3つ以上の複数方向から線材送給軸J1を囲む位置に配置し、各送給ローラ31,31を回転可能に支持する複数の回転支持ベース34,34と、複数の回転支持ベース34,34に対して共通して設けられ、各回転支持ベース34,34を線材送給軸J1に対して接近及び離間する方向に直動可能に支持する固定ベース21とを備えている。複数の回転支持ベース34,34のうちの一部を任意の直動位置より線材送給軸J1から離れないように位置調整ボルト25によって位置決め可能とし、残りの回転支持ベース34を付勢力調整ボルト26とバネ35とにより、任意の直動位置より線材送給軸J1から離れないように直動を規制すると共に線材送給軸J1に向けて付勢した。
(もっと読む)
フォーマーにおける線材端末処理装置
【課題】線材の端末の切断時、カッターとクイルの間に噛み込みが発生するのを防止する線材端末処理装置の提供。
【解決手段】フォーマーの線材端末処理装置であって、素材供給機構8の線材供給方向後方側に、供給される線材Aの端末を検出する端末探知センサー21と、線材供給方向に移動可能で任意の位置にて線材端末を切断排除するノコ切断機22を設けると共に、端末探知センサー21からの端末検出信号に基づいて残余の線材長さXを検知すると同時にこの線材長さXを切断する長さLにて割り、割った残りの数値aが線径Dの二分の一以下の場合は、フォーマー1と素材供給機構8を停止させると共に、ノコ切断機22を割り切れた最終の端末部分から切断する長さLの約二分の一の位置まで移動させて余った端末を切断排除するように制御するコンピューター23を設けた。
(もっと読む)
金属ワイヤを供給する装置を備えた変形プレス機
【課題】変形プレス機用の簡単な構成のワイヤ供給装置を提供する。
【解決手段】外周溝がそれぞれ設けられた下側ガイドディスク3、4及び上側ガイドディスク7、8で構成され、金属ワイヤ供給装置には、ワイヤ供給筒型ガイド2が設けられ、前記上側ディスク7、8及び下側ディスク3、4が、ギアを駆動し該ギアに支持される上側シャフト及び下側シャフトで支持され、前記下側シャフトが駆動制御モータ15、16に動作可能に連結され、前記上側ディスク7、8がそれぞれ前記金属ワイヤ供給装置本体に対してスライド可能なスライド11、12で支持され、かつ、前記スライドが駆動シリンダピストンユニット13、14によって上方及び下方に駆動される、金属ワイヤを保持して供給する金属ワイヤ供給装置1。
(もっと読む)
コイルばね製造装置及びコイルばね製造方法
【課題】第1と第2の成形ツールを簡素な演算処理で位置制御することが可能であると共に、マニュアル操作にて第1と第2の成形ツールの位置の調整を容易に行うことが可能なコイルばね製造装置及びコイルばね製造方法を提供する。
【解決手段】本発明に係るコイルばね製造装置は、第1と第2の成形ツール21,22を駆動する第1と第2のスライド駆動軸を第3スライド駆動軸によって上下動可能としている。そして、第1と第2の衝合点21P,22Pから延びた第1と第2の衝合基準線V1,V2の交点を原点10Pとし、その原点10Pから第1衝合点21Pまでの第1衝合距離L1と、第2衝合点22Pまでの第2衝合距離L2と、線材供給始点12Pまでの距離に線材90の半径を加算した供給始点距離L3とが互いに同一になるように位置制御を行っている。
(もっと読む)
線材供給装置
【課題】線材コイルからアンコイル線材へと変形を実施する際の疵不良を極小化する。
【解決手段】線材供給装置は、線材コイル50を繰り出すことでアンコイル線材51を供給する装置であり、ベース12に立設される本体部10からベース12に対して水平方向に延びて設置されるとともに線材コイル50を載置可能であり、水平方向に回転軸線が向くように回転自在に構成される載置ロール11と、載置ロール11と協働して線材コイル50を挟持することで、線材コイル50の繰り出しを行う少なくとも1個のピンチロール18と、載置ロール11とピンチロール18とが線材コイル50の挟持を行う箇所の手前に設置され、繰り出しが行われる以前の線材コイル50の仕分けを行う仕分ロール22と、を備えている。
(もっと読む)
線ばね成形装置
【課題】成形ツールを駆動するためのサーボモータを、計測ツールを駆動するためのサーボモータに適用すること。
【解決手段】ツールスライドテーブル112に、成形ツール120Cの他に、線ばね1Aを通電対象とする計測ツール150Cを装着する。サーボモータM110等を駆動し、成形ツール120Aを用いて線ばね1Aを成形した後、成形された線ばね1Aの計測に用いる計測ツール150Cに対応したサーボモータM110を駆動すると、制御部202により、計測ツール150Cが線ばね1Aに接触するまでの、計測ツール150Cの移動量が計測され、この計測結果から線ばね1Aの良否が判定される。これにより、成形ツール120Aを駆動するためのサーボモータM110を、計測ツール150Cを駆動するためのサーボモータに適用することができる。
(もっと読む)
棒、丸材、または、金属ワイヤなどの縦長の金属製品に用いる引張および/または直線化ユニット
本発明は、1以上の縦長の金属製品(11)を、前記金属製品(11)に作用する装置に供給する、引張および/または直線化ユニットに関する。前記引張および/または直線化ユニットは、供給される金属製品(11)が長手方向に配置され得る、第1駆動ローラー(12)と、金属製品(11)の供給軸(F)に対して、第1ローラー(12)の反対側に位置するために、供給時に前記第1ローラー(12)に対して金属製品(11)が効果的に維持される、第2コントラストローラー(13、15)とを有する。前記引張および/または直線化ユニットは、第2ローラー(13、15)に操作上結合されているアクチュエータ部材(23、25、26)で、少なくとも最初の位置決め段階において、第2ローラー(13、15)を第1ローラー(12)へと移動させ、第1ローラー(12)と第2ローラー(13、15)との間の距離を変更する、アクチュエータ部材(23、25、26)を有する。前記アクチュエータ部材は、供給時に実質的に継続して、第2ローラー(13、15)が第1ローラー(12)へと接近する最初の動きを操作可能な第1線形アクチュエータ(23)と、第2ローラー(13、15)の選択的、且つ、制御された動きを操作可能な、少なくとも1つの第2線形アクチュエータ(25、26)と、を有するので、金属製品(11)の実サイズに応じて金属製品(11)にコントラストが付与される。 (もっと読む)
直線切断機
【課題】タイムラグが生じず、単位時間あたりの切断可能回数を増加させることができ、線材の切断面が綺麗であり、端面の変形が少なく、真円を維持できる直線切断機を提供する。
【解決手段】コイルスタンド1から繰り出された線材Wを一対のローラで挟定し、線材を長手方向に走行させる入口ピンチロール2及び出口ピンチロール3と、両ピンチロールの間に設置し、複数の矯正駒間を通過する間に線材を矯正して直線状とする矯正装置4と、線材の走行方向に摺動可能で、サーボモータ13で切断カム12を駆動し、切断カムを介してハンマー14で切断刃18を垂下させて線材Wを所定長さに切断する切断装置5と、切断装置5と竿ロッド22を介して連動し、走行する線材Wをストッパ23に当接させて線材Wの走行と同時に切断装置5を摺動させ、所望の切断長さになったことを検知して切断装置を作動させるようにした切断長さ設定装置6とを備える。
(もっと読む)
細線供給装置
【課題】 細線に真直性を与え、細線の安定供給を可能とする細線供給装置を提供すること。
【解決手段】 マグネットワイヤーの細線1bを所定の位置に送り出す細線供給装置において、一つは、細線を把持する第一チャック2bと第二のチャック2eを配置し、両チャックで細線を把持した状態でチャック間の距離が広がるようチャックを移動させ、細線を塑性域まで延伸する細線供給装置である。二つ目は、第一の送り出しローラー3cとその前方に配置した第二の送り出しローラー3dに周速差をつけることで、細線を連続的に塑性域まで延伸しながら送り出す細線供給装置である。
(もっと読む)
ばね製造機
【課題】送出された線材が自重により撓むことを防止し、また線材が、クイルに設けてある通路にて摺動して捩れ、捩れた状態の線材をばねに加工し、更に捩れた状態の該線材を加工ツールに当接させているときに、線材の捩れが振動により解消して、線材の加工途中で線材が回転することを防ぐばね製造機を提供する。
【解決手段】フレームWの正面に線材を係止する係止ツールTを設け、該係止ツールTをその軸芯周りに回転させるサーボモータM4と、該サーボモータM4による係止ツールTの回転を、線材送りユニット3の回転に連動させる制御回路とを設け、前記係止ツールTを、Z軸方向に移動させる移動機構を設けることにより、移動機構を使用して、送出された線材が自重により撓む前に前記係止ツールTにより線材を係止し、線材送りユニット3を回転させると共に、該回転に連動させて、前記サーボモータM4により前記係止ツールTを回転させる構成とした。
(もっと読む)
コイルバネ形成装置およびコイルバネ
【課題】種々のピッチおよびピッチ角のコイルバネも正確に製造できるコイルバネ形成装置を提供する。
【解決手段】軸線の周りに回転するとともに線材供給手段から供給される線材Wが巻回される芯金2と、芯金2と一体的に回転するとともに、線材Wの一端を芯金2上に把持するクランプ部22と、線材Wを芯金2上に誘導する第1ガイドローラ30および第2ガイドローラ40とを有し、第1ガイドローラ30および第2ガイドローラは、互いに独立に芯金2の軸線に対して平行に移動可能に設けられているコイルバネ形成装置、前記コイルバネ形成装置で形成されるコイルバネ。
(もっと読む)
らせん状部品の製造装置及びその制御方法
【課題】レーザや超高圧のウォータジェットを用いなくても、らせん状部品を切断するのと同時に、その端部を平面にできる技術の提供。
【解決手段】線材Wをポイントツール21に向けて送り出し、線材Wをポイントツール21に押し当てることよって強制的に湾曲させてらせん状部品を製造する装置は、線材Wをポイントツール21に向けて送り出すためのフィードローラ12と、フィードローラを回転駆動するための線材送りモータ111と、円盤状砥石31を回転可能及び移動可能に保持し、回転する円盤状砥石31により線材Wを切断するための砥石ツールユニット30と、円盤状砥石31を少なくともらせん状部品のコイル成長方向に実質的に垂直な面上に移動させて、線材Wをコイル成長方向に実質的に垂直に切断するように、線材送りモータ111及び砥石ツールユニット30を制御するCPU100と、を有する。
(もっと読む)
ビードコアの成型装置および製造方法
【課題】底面に対し垂直な側面部を有する断面多角形状のビードコアを、簡易かつ効率的に製造するためのビードコアの成型装置および製造方法を提供する。
【解決手段】金属ワイヤ1を巻き取るためのガイド部21を有するビードフォーマと、ビードフォーマに近接して配置され、金属ワイヤ1を担持する開口部を有し、開口部に担持した金属ワイヤ1をガイド部21の幅方向に移動可能なピッチローラと、を備えるビードコアの成型装置である。ガイド部21が、底部21Aに対し垂直な壁部12Bと、底部21Aおよび壁部21Bを繋ぐ傾斜部21Cと、を有する。底面に対し垂直な側面部を有する断面多角形状のビードコアを製造するにあたり、上記ビードコアの成型装置を用いて断面多角形状ビードコアの成型を行うビードコアの製造方法である。
(もっと読む)
ばね製造機
【課題】線材送りユニットは固定しておき、複数の可動板により成形ツール取付スライド等を上下方向、左右方向(及び前後方向)に移動することで製造するばねの形状を調整することができるばね製造機を提供する。
【解決手段】コイルばねに加工する線材加工空間5へ、線材1を送り出す線材送りユニット22と、線材加工空間5への進退自在に設けてある少なくとも1つの成形ツール取付スライド11をいずれか1つに固着してあり、第一及び第二の軸方向に移動可能な複数の可動板とを備えたばね製造機において、第一の可動板13を第一の軸方向に移動させる第一の駆動源と、第二の可動板17を第二の軸方向に移動させる第二の駆動源18とを備え、線材送りユニット22と成形ツール取付スライド11との相対位置を、第一の駆動源及び第二の駆動源18の動作を制御することにより調整する。
(もっと読む)
線条材曲げ加工機
【課題】線条材の曲げ加工を効率よく、かつ適正な形状を保持して曲げ加工を行えるようにした線条材曲げ加工機を提供する。
【解決手段】線条材曲げ加工機Aは、線条材曲げ加工部1と、矯正・送り部2とを備え、線条材曲げ加工部1は片持ち状に突出し、かつ回転自在に設けられた突出アームの先端に線条材Wを加工する芯がね4a、及びアーム基部に切断部4bを有する線条材加工手段4を加工機本体の一側に有し、矯正・送り部2は他側に線条材の曲げ癖を矯正する矯正部6と線条材を送る送り部5とを移動基盤8上に有する。移動基盤8は基台10上で往復動自在に設けられている。このため、上記加工機Aでは、加工機Aの前方に設置された前加工機Pで前加工するために所定長さ分線条材Wを前進後退させても矯正部6と送り部5とが移動基盤8と共に移動するため、矯正部6による無用な変形が加えられることを防止している。
(もっと読む)
1 - 20 / 28
[ Back to top ]