
Fターム[4E070DB05]の内容
Fターム[4E070DB05]に分類される特許
1 - 13 / 13
鉄筋受止装置
【課題】安価で第1操作機構と第2操作機構の駆動操作が簡単に行えるようにする。
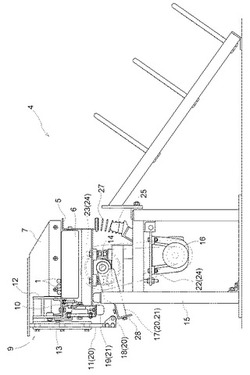
【解決手段】鉄筋1の先端部を接当させて位置決めする第1当て付け板7と、第1当て付け板7よりも下手側で接当させて位置決めする第2当て付け板とを備えたストッパー装置9を、鉄筋受止台5に対してその長手方向に変位自在に取付け、第1当て付け板7を鉄筋受止台5に対して上下方向に遠近移動操作する第1操作機構20を設け、鉄筋受止台5を鉄筋受止姿勢と鉄筋放出姿勢とに上下揺動操作する第2操作機構21を設け、1つの駆動装置16から第1操作機構20と第2操作機構21とに駆動力伝達機構24で駆動操作力を伝達し、第2操作機構21による鉄筋放出姿勢への揺動操作に先立って、第1操作機構20による第1当て付け板7の上昇移動操作を行うように構成してある。
(もっと読む)
線ばね成形装置

【課題】成形ツールを駆動するためのサーボモータを、計測ツールを駆動するためのサーボモータに適用すること。
【解決手段】ツールスライドテーブル112に、成形ツール120Cの他に、線ばね1Aを通電対象とする計測ツール150Cを装着する。サーボモータM110等を駆動し、成形ツール120Aを用いて線ばね1Aを成形した後、成形された線ばね1Aの計測に用いる計測ツール150Cに対応したサーボモータM110を駆動すると、制御部202により、計測ツール150Cが線ばね1Aに接触するまでの、計測ツール150Cの移動量が計測され、この計測結果から線ばね1Aの良否が判定される。これにより、成形ツール120Aを駆動するためのサーボモータM110を、計測ツール150Cを駆動するためのサーボモータに適用することができる。
(もっと読む)
ワイヤ巻癖矯正装置、ワイヤ巻癖矯正方法
【課題】ワイヤに生じた巻癖を場所によるばらつきが少なくなるように矯正しつつ、ワイヤに生じた巻癖の矯正に要する手間を低減する。
【解決手段】ワイヤ巻癖矯正装置10は、複数の第1の滑車20とこれに対向して設けられた複数の第2の滑車30とを有し、第1の滑車20および第2の滑車30に交互にワイヤを折り返すように巻き付けてワイヤに張力を掛けたときに、各所定区間のワイヤの基点となる第1の滑車20と第2の滑車30との距離を調節してワイヤに付与される張力を調節する張力調節手段を有する。
(もっと読む)
ばね成形機及びばね成形方法
【課題】終端側ばね端部の曲げ起こし部分とコイル部の始端部との相対的な位置のばらつきを抑えて、安定した品質性能のコイルばねを製造することが可能なばね成形機及びばね成形方法の提供を目的とする。
【解決手段】本発明では、コイル部Wcを成形した後、コイル部保持ツール92にてコイル部Wcを保持しかつそのコイル部Wcの終端を心金ツール93にて位置決めした状態で、心金ツール93を中心にコイル部Wcと共にツール固定テーブル68を回動することで、コイル部Wcと第2直線部Ws2との間の第2曲げ起こし部Wb2を成形する。つまり、コイルばねW1全体を構成する線材を後続の線材WRから切り離す前に、第2曲げ起こし部Wb2が成形されるので、コイル部Wcの周方向における第1曲げ起こし部Wb1(コイル部Wcの始端部)と第2曲げ起こし部Wb2との相対的な位置のばらつきを従来よりも抑える又は無くすことができる。
(もっと読む)
曲げ成形機の異常検知装置及びその異常検知装置を備えた曲げ成形機
【課題】曲げ成形工具のベンディングスライドとリターンアームとの相対的な移動に基づく異常を検知する。
【解決手段】曲げ成形工具の往復動作によって線条素材を曲げ加工する曲げ成形機の異常検知装置60は、曲げ成形工具のベンディングスライド43とリターンアーム48との相対的な移動を検知しかつ制御装置に異常検知信号を出力する。異常検知装置60は、曲げ成形工具のリターンアーム48に取付けられる取付ブロック62と、取付ブロック62に設けられた検知ピン66と、ベンディングスライド43に設けられた押さえカラー50とを備える。正常時には検知ピン66と押さえカラー50との間に所定の隙間Sが設定され、異常時には検知ピン66と押さえカラー50との当接により異常検知信号を出力する。
(もっと読む)
鍛造機
【課題】
線材の切断長さを簡単に定位調整することができる鍛造機を提供する。
【解決手段】
本発明の鍛造機は、線材の搬送方向に配置された機台上に、線材を切断するための切断装置と、線材と同一軸線上に直線沿いの位置が移動可能かつ送られてくる線材に突き当てて定位させるストッパーと、ストッパーと連動可能に連結している可動座とからなる位置調整装置と、可動座と連結され、可動座を駆動する移動手段を設けている駆動装置と、流体圧手段によって可動座と連動可能かつ高圧流体を注入/放出するようにし、また高圧流体を注入したとき、可動座と共に機台側に移動定位し、高圧流体を放出したとき、機台から離れ可動座を可動状態に戻らせるようにしてなる1以上の定位装置とからなる。
(もっと読む)
金属製加工線材の良否選別方法
【課題】 巻取られた状態の線材から正しい許容範囲内の棒材を受る行程を単一の連続した装置で行えるようにすること。
【解決手段】 巻装された金属性の線材(a)から、所定条件の線材に加工する一連の作業過程にあって巻装された当該線材を、一定の速度で繰り出し線状(棒材)となす行程(1)と、この繰り出された線材の進行方向に配置された、1乃至数箇所の矯正装置を通過させることによって、かかる線材を直線状に矯正させる行程(2)と、矯正された線材を、正しい位置において走行させかつ、その外径や表面欠陥が、予め設定された所定の許容範囲以内にあるか否かを検出し判定し、その結果を出力して記憶させる行程(3)と、上記線材を走行状態で、予め設定された所定の長さに切断し、この切断された線材の良否を選別する機構に送りだす行程(4)とよりなる。
(もっと読む)
電線処理システム
【課題】作業者の負担を軽減するとともに、多品種少量生産に適した電線供給を可能にし、しかも電線を巻き戻す必要のない電線処理システムを提供する。
【解決手段】第一切断刃を有する端子圧着装置2と、互いに異なる線種の電線が巻かれた複数の電線ドラム、及び複数の電線ドラムの中から一つを選択し、電線ドラムを所定の取出位置Aまで移動させる駆動機構11を有し、取出位置Aの電線ドラムに巻かれた電線Lを端子圧着装置2に対して供給することを可能とする電線供給装置3と、取出位置Aに配置された電線ドラムから延出された電線Lを、引張って繰出させるとともに、その電線Lの先端部分を端子圧着装置2に供給する電線送り装置4とを具備する。電線送り装置4には、繰出された電線を切断するための第二切断刃53と、端子圧着装置2から送信される情報に基づいて第二切断刃53を動作させる切断制御手段とが備えられている。
(もっと読む)
ばね製造装置
【課題】ばね形成体の自由長を正確に測定し得るばね製造装置を提供する。
【解決手段】線材供給部材と、ピッチ荷重付与部材と、成形部材と、ばね検長機構と、切断部材とを備える。前記ばね検長機構は、ばね形成体の軸線方向に関し移動可能且つ軸線回りに関し移動不能とされた被検出部材であって、少なくとも該ばね形成体が基準巻き数に達した状態においては、該ばね形成体の自由端部と係合する被検出体の軸線方向位置を検出するように構成されている。
(もっと読む)
ばね製造機
【課題】 線材送りユニットは固定しておき、複数の可動板により曲げダイス取付スライド等を上下方向、左右方向(及び前後方向)に移動することで製造するばねの形状を調整することができるばね製造機を提供する。
【解決手段】 線材1を曲げダイスを通してコイルばねに加工する線材加工空間5へ、線材1を送り出す線材送りユニット22と、線材加工空間5への進退自在に設けてある少なくとも1つの曲げダイス取付スライド11をいずれか1つに固着してあり、第一及び第二の軸方向に移動可能な複数の可動板とを備えたばね製造機において、第一の可動板13を第一の軸方向に移動させる第一の駆動源と、第二の可動板17を第二の軸方向に移動させる第二の駆動源18とを備え、線材送りユニット22と曲げダイス取付スライド11との相対位置を、第一の駆動源及び第二の駆動源18の動作を制御することにより調整する。
(もっと読む)
金属線供給装置
【課題】 ボビンに巻かれた金属線が解舒される際に金属線に働く張力の変動が小さく、品質のばらつきが小さい金網を簡単に製造することができる金属線供給装置を提供する。
【解決手段】 ボビン軸3の周りに回動自在に装着されたフランジ付きボビン2に巻かれた金属線巻体6からボビンを回動させながら金属線5を解舒して供給する金属線供給装置であり、揺動自在の検出部アーム11の端に設けた検出ローラー13を金属線巻体6の表面に当接させ、揺動自在の制動部アーム8の端に設けた制動部シュー10をボビンのフランジ1に圧接させ、検出部アーム11と制動部アーム8とに引っ張りバネ17の両端を係合させ、金属線5の解舒に伴って減少する金属線巻体6の直径の減少に応じて減少する押圧力をボビンのフランジに圧接することにより金属線が解舒される際に金属線に働く張力の変動を小さくする。
(もっと読む)
溶接式ワイヤネットの連続製造用機械
連続して機械に供給される単一のフレキシブルメタルワイヤ(20)を用いてワイヤネット(100)の連続帯材を製造する機械において、前記ワイヤネット(100)はメタルワイヤの同一模様の平面内反復によって構成され、それぞれの模様はメタルワイヤ帯材製造軸心方向に一定ピッチでずらして前のものに重ねられ、メタルワイヤ貯蔵段階、メタルワイヤの機械への連続供給段階、前記メタルワイヤを同一模様の連続に配置する形成段階、メタルワイヤ帯材形成面に向けた前記メタルワイヤ模様を連続して移動するための移送段階、それぞれの模様を平面内に維持し、次の模様の到着までに一定ピッチでそれをずらす段階と、模様を相互に固定する段階、を含むことを特徴とする機械。本発明は、形成されたワイヤネット(100)の帯材およびその製造方法にも関するものである。 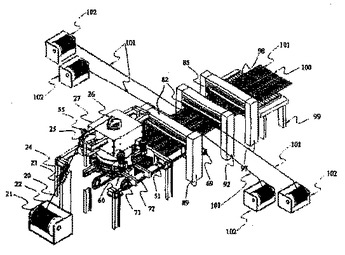 (もっと読む)
(もっと読む)
コイルスプリングの製造方法
本システム及び方法には、多重撚りワイヤ(213)をコイルスプリング巻線機(212)へと供給する供給機構が含まれる。前記コイルスプリング巻線機(212)は、ワイヤスプール(211)から引き出されたワイヤ(213)をコイルスプリング(214)へと成形する。本システムには、前記ワイヤ(213)を供給方向に沿って前記コイルスプリング巻線機(212)へと供給するワイヤホルダが含まれる。前記ワイヤホルダは、前記供給方向と一致していてもよい軸(219)を中心として回転すべく支持されている。従って、前記ワイヤスプール(211)が前記スプール軸(216)を中心として回転するのに伴い、前記スプール(211)は、前記スプール軸(216)と典型的には直交する第2の軸(219)の周囲をも回転する。このようにして、前記コイルスプリング巻線機(212)は、ワイヤのねじれによって前記多重撚りワイヤ(213)がほどけたり切れたりしないように、前記ワイヤ(213)を前記スプール(211)から引き出すことが可能である。  (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]