
Fターム[4E087EC43]の内容
鍛造 (11,151) | ダイス、ダイ、ポンチの形状、構造 (938) | 分割型 (66) | 円形のセグメントダイス (27)
Fターム[4E087EC43]に分類される特許
1 - 20 / 27
コネクティングロッドの閉塞鍛造方法および閉塞鍛造装置
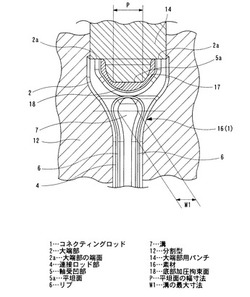
【課題】二つの分割型に大端部用パンチを併用してコネクティングロッドを閉塞鍛造するにあたり、素材肉の流れ方向を積極的にコントロールして、欠肉等のないコネクティングロッドの鍛造を可能にする。
【解決手段】棒状の素材16をその長手方向に対して直交方向に接近離間可能な二つの分割型12で加圧拘束することで大端部2と小端部および連接ロッド部4を含むコネクティングロッド1の粗形状を鍛造成形する。続いて、素材16の大端部2相当部を大端部用パンチ14にて据え込むことで大端部2に半割状の軸受凹部5を据え込み成形する。その際、半割状の軸受凹部5をその軸心方向から見たときに当該軸受凹部5の最深部側が平坦面5aとなる不完全凹部形状のままで据え込み成形を完了する。
(もっと読む)
鍛造加工方法および鍛造加工システム

【課題】生産性に優れ、品質の安定した閉塞鍛造等を行えるようにした鍛造加工方法を提供する。
【解決手段】鍛造プレス機に金型を脱着可能にセットしてコネクティングロッドの閉塞鍛造を行い、一回の鍛造成形毎にその都度金型を鍛造プレス機から取り出して、別の金型と交換する方式である。金型は、水平方向に接近離間可能な一対の閉塞ダイ12とこの閉塞ダイ12を収容するダイケース11とを有している。鍛造プレス機の圧下力に基づいてダイケース11は一対の閉塞ダイ12同士を型締め方向に駆動するようになっていて、一回の鍛造成形毎に閉塞ダイ12を鍛造品とともに鍛造プレス機から取り出して、別の閉塞ダイ12と交換する。
(もっと読む)
外輪ラジアル圧縮成形装置およびベアリング製造方法
【課題】打ち抜き分離した外輪部材から小さな成形荷重で外輪の最小内径より内輪の最大外径の方が大きい外輪を成形することができる、外輪ラジアル圧縮成形装置およびベアリング製造方法を提供すること。
【解決手段】加圧面13a1〜13f1が所定間隔を空けて同一円周状に位置するように配置された複数の分割ダイス13a〜13fの間に、製造しようとするベアリングの外輪より径の大きい外輪部材W1をセットし、複数の分割ダイス13a〜13fを加圧空間13Aの中心方向に移動させることにより、外輪部材W1の外周部分から複数の分轄ダイス13a〜13fにより縮径するように圧力を加えて最終的に製造するベアリングの外輪とほぼ同じ径に縮める。
(もっと読む)
ウォームホイール及びその製造方法並びに電動パワーステアリング装置
【課題】小型、安価で耐久性に優れたウォームホイールを提供すること。
【解決手段】鍛造成形品からなるウォームホイール31である。金属素材の荒鍛造によりはすば形状の歯面を形成した後、放射状に配列された複数の仕上げ鍛造用スライドコアを、これらスライドコアの側面が互いに密接するように縮径移動させて、歯部にウォームホイール歯面を仕上げる。各歯部32の歯先面34に対応して、鍛造時に隣接する仕上げ鍛造用スライドコアの歯先形成面の合わせ部分が位置されることにより、歯先面34に鍛造時のパーティングライン35の痕35aが形成される。
(もっと読む)
鍛造加工方法および鍛造加工装置
【課題】金型の簡素化を図ることができる鍛造加工方法を提供する。
【解決手段】本発明の鍛造加工方法は、一端側がワーク設置孔31、他端側がワーク成形孔32に構成された貫通孔を有するダイス本体3を用いる。そのダイス本体3の貫通孔に鍛造素材および1次成形品W1を設置した状態で、貫通孔31,32の一端側からパンチ1を打ち込むことにより、鍛造素材を1次成形品W1に成形する1次成形工程と、1次成形品W1を2次成形品W2に成形する2次成形工程とを同時に行って、2次成形品W2を貫通孔31,32の他端側から排出する。
(もっと読む)
ホース金具の製造方法
【課題】本発明は、プレス装置70の構成を簡単にするホース金具の製造方法を提供する。
【解決手段】本方法は、プレス装置70を用いて、加工品12Cをダイス71にセットするとともに、球体部12Cdに割型77の成形面77cを対向するようにセットし、パンチ79を軸方向に移動する。パンチ79の軸方向へ移動する力は、傾斜面79cおよび割型77の傾斜面77bを介して、割型77を軸方向と直角方向へ移動する力へ変換される。これにより、割型77の成形面77cで球体部12Cdを押して、扁平部12Deにシート面12Dfを形成する。
(もっと読む)
電磁クラッチ用コア鍔付ローターの冷間鍛造成形法
【課題】鍛造工程で、ボス部内周のベアリング座面及びその端部、並びに円筒状コア部の外周両端の鍔部を作成することで材料の低減を図り、かつ同心度向上によりボス部内周、円筒状コア部外周及び摩擦面の内面切削の機械加工量の低減を図る。
【解決手段】素材1の絞り、しごき、後方押出の同時加工で円盤状の摩擦面2a、ボス部2b及円筒状コア部2cからなる一次成形品2を成形し、そのボス部2bの内周及び円筒状コア部2cの外周をしごいて、ボス部3bの内周下端に座面端3btを有するベアリング座面3bbを成形し、円筒状コア部3cの外周下端に鍔部3cfを突出残存させて二次成形品3を成形し、これを、摩擦面3a、ボス部3bと円筒状コア部3cとの間の空間及び円筒状コア部3cの上端部を除く外周を放射方向から拘束して位置決めの上、円筒状コア部3cの外端外周部をすえ込み加工して円筒状コア部4cの上端側外周に鍔部4cfを張り出す。
(もっと読む)
中空金属被加工物上に外側ネジ山を無切削で形成するための方法および装置
本発明は、安定した連結または締結要素としての中空ネジ、中空シャフト、ネジ込みスリーブまたは継手として使用するための中空の、特に壁の薄い金属被加工物上に外側ネジ山を無切削で形成するための方法およびこの方法を実施するのに適した装置に関する。移動可能なキャリッジ(21)および固定式被加工物キャリヤユニット(22)を含む多段プレス(20)の内部で、プレハブ中空ブランク(4b)は段VIにおいて、キャビティを有する多部品分割冶具(1、8)内に挿入され、このキャビティの内部壁には切り込みネジ山付きプロファイルが具備されている。分割冶具(1、8)の閉鎖状態において、少なくとも1つのマンドレル(6)がブランク(4b)の中央開口部内に挿入され、ブランク(4b)は広げられ、ここでネジ山付きプロファイルの輪郭は、半径方向材料流により充填され、続いて完成した被加工物(4)が取り出される。 (もっと読む)
中空シャフトの製造方法
【課題】車両のプロペラシャフトやドライブシャフトが軽量化されるとともに球面スプラインが成形可能な中空シャフトを安価に製造できる方法を提供する。
【解決手段】棒状の中空素材を一端からしごいて任意の長さに形成し、しごかれた中空素材の両端部に軸方向に対して平行となるようにストレートスプラインをプレス成形し、ストレートスプラインを球形の割り型で外側から径方向にプレス成形する。これにより、プロペラシャフトやドライブシャフトが球面スプラインを備えた中空シャフトが製造される。
(もっと読む)
離れた固定ばねによって閉じられるセグメント化ツールを備えたスライダ
【課題】セグメントツールを有するマルチステーション鍛造機において、小さな空間内で大きなセグメントツール拘束力を発生できる機構を提供する。
【解決手段】ツールケースが、スライド移動方向にツールホルダ上を前後に移動可能であり、ツールセグメントが、ツールケースに担持され、開位置と閉位置との間を移動可能であり、スライド上に担持された枢動レバーが、ツールケースの後部に隣接した後方に向いた表面と係合する一部分と、レバーが旋回するピボット表面と、一部分から離れたピボット表面から延伸するレバーの一部にある別の部分とを有し、強力ばねが、ダイブレスト上に装着され、スライドが前死点付近または前死点にあるとき、他のレバー部分に高い付勢力をかけるように配設され、レバーが、ツールケースを前方に付勢するように、ツールケースに付勢力を伝達する。
(もっと読む)
鍛造品と分割型の離間方法及びその装置
【課題】分割型駆動装置への付加を低減させて、分割型駆動装置を小型化し、製造コストを削減すると共に、鍛造品と分割型を離間させる時に、所定のタイミングで確実に離間させることができる鍛造品と分割型の離間方法及びその鍛造装置を提供する。
【解決手段】第一分割型41と第二分割型42に分割された分割型40により鍛造品W3を成形した後、成形した鍛造品W3と分割型40を離間させる鍛造品と分割型の離間方法において、第一分割型41の第二分割型42と対向する第一分割型端面41dに成形したテーパ状の第一分割型分割面テーパ部41eと、第二分割型42の第一分割型41と対向する第二分割型端面42dに成形した逆テーパ状の第二分割型分割面テーパ部42eとの間を、第一分割型分割面テーパ部41eと嵌合するテーパ状の型割ピン第一テーパ部37aと、第二分割型分割面テーパ部42eと嵌合する逆テーパ状の型割ピン第二テーパ部37bとを有する型割ピン37で押圧して、成形した鍛造品W3と分割型40を離間させる。
(もっと読む)
鍛造金型及び鍛造方法
【課題】
粉末冶金方で造られたビレット(40)を用いて発電用ガスタービンエンジンのタービンディスクなどの大型鍛造品の製造に適した鍛造金型(10)及び方法を提供する。
【解決手段】
鍛造金型(10)は、バックプレート(12)と、バックプレート(12)の表面の領域(16)の回りに放射状のパターンで配置されたセグメント(14)とを含む。各セグメント(14)は、バックプレート(12)に面した背面(20)と、バックプレート(12)と反対側に境界面(18)を有しており、境界面(18)は鍛造時にビレット(40)と係合する。セグメント(14)は、バックプレート(12)に対して半径方向に移動できるようにバックプレート(12)の表面と物理的に連結する。
(もっと読む)
フランジ付きハウジング部材の成形方法及び装置
【課題】フランジ付きハウジング部材であっても、全体にわたり十分精度を確保でき、コスト的にも作業性の面でも有利なフランジ付きハウジング部材の成形方法及び装置を提供する。
【解決手段】フランジ付きハウジング部材である成形素材Wをパンチ10に保持した状態で、サイジングダイ15と加圧部材50とによりフランジ部Fを成形し、加圧部材50とパンチ10とにより成形素材Wを保持した状態で、サイジングダイ15をパンチ10に対し移動して成形素材Wの胴部1をしごき内外両周面を加工することを特徴とする。
(もっと読む)
圧縮成形粉末金属成分の非軸方向の特徴部の形成
非軸方向のアンダーカット特徴部を有する圧縮成形粉末金属部品を形成するための装置及び方法。アンダーカットダイは、上方ダイと下方ダイとの間に配置され、円形パターンで整列された複数の成形パンチを含む。成形パンチの各々は動作縁部を含む。動作縁部は収束して、アンダーカット特徴部を生成する内周を形成する。成形パンチの縁部は、互いに対し摺動して、最大直径位置から最小直径位置の内周の大きさを変化させる。圧縮成形中、成形パンチの回転により、内周がその最小直径位置に変更され、これによって、アンダーカットが最終の圧縮成形部品に形成される。成形パンチのその最大直径位置への引き込みにより、ツールセットからの部品のスムーズな取り除きが可能になる。  (もっと読む)
(もっと読む)
アンダカット部を有する成形品の鍛造成形方法及び装置
【課題】鍛造成形品に対する歩留まりを向上させて切削加工量を抑制し後工程の省力化を図ることにある。
【解決手段】軸線方向に沿った一端部に形成され鍛造成形体28の第2据え込み成形部30bに近似した荒形状からなる環状拡径部18を有する被成形体である予備成形体16と、複数分割され型開き時に鍛造成形体28から離間可能に設けられた複数の割型80と、前記割型80の半径外方向への開き動作を抑制する型開き防止部材132と、前記割型80を反力によって上下方向に沿って変位可能に支持するガススプリング102と、昇降自在に設けられた単一のパンチ124とを備える。
(もっと読む)
歯車成形装置
【課題】スプライン歯を形成する第2セグメントダイに対して、欠歯を形成する第1セグメントダイの遅延動作を防止するためのガイド機能を設けること。
【解決手段】ホルダ116の開口部内に平面視して放射状に分割配設され、被成形体のボス部22の外周面に欠歯を成形する第1セグメントダイ118及び前記外周面にスプライン歯を成形する第2セグメントダイ120と、前記ホルダ116の内壁面に着脱自在且つ交換可能に設けられ、前記第1セグメントダイ118の第1傾斜面156に当接するガイド面159が形成されたガイドプレート160とを備える。
(もっと読む)
歯車成形方法及び装置
【課題】従来からなされていた後加工を不要とし、スプライン歯の所望の両側歯面の歯形形状を単一の鍛造成形工程によって形成することにある。
【解決手段】ホルダ116の開口部内に平面視して放射状に分割配設され、被成形体のボス部の外周面に欠歯を成形する第1セグメントダイ118と前記外周面にスプライン歯を成形する第2セグメントダイ120とを備え、前記第1セグメントダイ118及び第2セグメントダイ120の外径部には、それぞれ、鉛直面(V)に対して所定角度傾斜する第1傾斜面156及び第2傾斜面158が形成され、前記第1セグメントダイ118の第1傾斜面156の傾斜角度(θ1)は、前記第2セグメントダイ120の第2傾斜面158の傾斜角度(θ2)よりも小さく設定される(θ1<θ2)。
(もっと読む)
鍛造型用のモールドコア
【課題】塑性加工時の応力を分散することができる鍛造型用のモールドコアを提供する。
【解決手段】その中孔で前進する金属素材の先端を受け止めて塑性加工し、予定の頭部形状になす第1のコア体と、前記第1のコア体の前記金属素材の方へ向く前面側から前記第1のコア体と面接触するように設置されるとともに、その中孔で前記金属素材の頭部形状加工と同時に前進方向の周りから前記金属素材の胴体を塑性加工し、予定の胴形状とする第2のコア体とからなる鍛造型用のモールドコアにおいて、前記第1のコア体と前記第2のコア体との接触は、第1のコア体の前面である第1接触面と第2のコア体の後面である第2接触面とによって行われ、また、それらの間に、複数の、それらの中孔の孔端縁から径方向へ延びる上、互いに嵌め合う凹凸構造があるようにされていることを特徴とする鍛造型用のモールドコアを提供する。
(もっと読む)
高温鍛造金型
【課題】1200℃を超える温度、少なくとも1300℃までの温度での高温鍛造に使用でき、そして金型鍛造時に発生する応力、特に引張り応力に対する十分な安定性を有する鍛造金型を提示することである。
【解決手段】金属の部材、特に金属間化合物の部材の、上金型と下金型とを有する高温鍛造金型において、各金型部材(4)には常温で金型部材を遊びのある状態で囲む補強リング(7)を設け、その補強リングにはそれぞれの金型部材(4)が加熱時の熱膨張により接触し、そしてこの補強リングを介してそれぞれの金型部材(4)に圧縮応力が及ぼされるようにする。
(もっと読む)
溝付きプラグの製造方法
【課題】 溝付きプラグを圧造成形により製造することができながら、周溝部分や頭部下面に分割ダイの合わせ面のツールマークのないプラグを得ること。
【解決手段】 前段側の圧造ステーションS3で、円柱状素材bを圧造加工して中実軸部2と該軸部2の一端に設けられた頭部3とからなる中間成形品1Cを形成する。後段の圧造ステーションS4で、筒状外側パンチ36と内側パンチ37とを備えたパンチ35の外側パンチ36により中間成形品1Cの頭部3外周を拘束すると共に、中間成形品1Cの頭部3と軸部2の境界部分を拘束する成形凹部24eを有する分割ダイ24,24により中間成形品1Cの上記境界部のやや下方を拘束した状態のもとで、パンチ35とダイ側成形ピン32とにより中間成形品1Cの軸部2先端側のみを圧造加工して膨大させることにより、ネジ形成用軸部2′と頭部3との境界部分に分割ダイ24,24によるツールマークのない断面凹形状の周溝4とを成形する。
(もっと読む)
1 - 20 / 27
[ Back to top ]