
Fターム[4E087HA31]の内容
Fターム[4E087HA31]の下位に属するFターム
クランクシャフト (79)
カムシャフト (5)
コネクティングロッド (52)
円筒、円柱状のもの (62)
特別な断面形状を有するもの (58)
歯面を有するもの(ステアリングロッド) (45)
Fターム[4E087HA31]に分類される特許
1 - 15 / 15
ダクタイル鉄製品の成形及びオーステンパ処理法並びに得られる製品
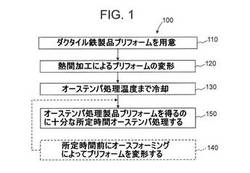
【課題】ダクタイル鉄製品を成形してオーステンパ処理する方法及びそれによって製造される製品を提供する。
【解決手段】ダクタイル鉄製品プリフォームを用意する段階110を含む。製品の熱間加工部分を得るために熱間加工によってダクタイル鉄製品プリフォームを変形させる段階120も含む。製品をオーステンパ処理温度まで冷却する段階130をさらに含む。さらに、熱間加工部分のオーステンパ処理されたミクロ組織が製品の他の部分とは異なるオーステンパ処理されたミクロ組織を含むオーステンパ処理製品プリフォームが得られるのに十分な所定時間、ダクタイル鉄製品プリフォームをオーステンパ処理する段階150を含む。
(もっと読む)
嵌合用スプライン軸及びその製造方法

【課題】高い寸法精度を実現した嵌合用スプライン軸及びその製造方法、並びにその軸を備えた等速ジョイント外輪、動力伝達用シャフト、ドライブシャフト、プロペラシャフトを提供する。
【解決手段】スプラインは、サーボプレスにおけるスライド位置、スライド移動量及び速度の少なくとも一つの制御により、ワークW及び金型56の少なくとも一方において進退動を繰り返しながら徐々に加工位置を前進させて加工する。
(もっと読む)
高強度で且つ冷間圧造性に優れた鋼及び強度に優れたねじ及びボルト等の締結部品又は軸類等の成形品
【課題】鋼線又は鋼棒に加工した後、これに熱処理を施さずに冷間圧造及び転造若しくは切削加工又は切削主体の加工等によりねじ及びボルト等の締結部品又は軸類等の成形品に成形しても、リセス割れないしその類似欠陥が発生することなく、しかもこの冷間圧造等による成形後のねじ及びボルト等の締結部品又は軸類等の成形品に調質処理を施さなくても、鋼線又は鋼棒の段階で既に所望の高水準強度を有するという線材又は棒材、更に広範囲に当該棒材又は線材を含む鋼を提供する。
【解決手段】セメンタイトの体積分率が0%であるフェライト組織であって、前記フェライト組織は、圧延方向に垂直な断面の平均粒径が1μm以下のフェライト組織であり、引張強さTSが600MPa以上で且つ絞りRAが70%以上の機械的性質を有し、球状化焼なまし処理が行なわれていないことを特徴とする冷間圧造用鋼。
(もっと読む)
熱間鍛造部品の冷却方法およびその装置、並びに熱間鍛造部品の製造方法
【課題】鋼素材を用いて、フランジ部を有する軸部品を熱間鍛造により製造するに当り、フランジ部に良好な冷間加工性を付与するとともに、フランジ部と軸部との境界部に高い疲労強度を付与した、熱間鍛造部品を提供する。
【解決手段】フランジ部および軸部を有する熱間鍛造部品を冷却するに当り、当該熱間鍛造部品の熱間鍛造中もしくは熱間鍛造後に、前記軸部の軸方向を上下方向として熱間鍛造部品を支持し、前記フランジ部の下側よりフランジ部と軸部との境界部に対して、局部的に冷媒を吹き付ける。
(もっと読む)
内歯鍛造品の製造方法
【課題】歯形形状精度が優れた歯形面を加工すると同時に、基準テーパ面を位置精度良く加工することができ、筒状部の外周部分の削り代を減少させることが可能な内歯鍛造品の製造方法を提供すること。
【解決手段】筒状部11と、筒状部11の開口側内周角部において軸心から所定角度傾斜するよう設けられた基準テーパ面14とを有する素材2を準備し、筒状部11の外周面を金型3により囲んだ状態で、筒状部11の内周面にパンチ4を相対的に挿入する冷間鍛造を施す。金型3としては、筒状部11の外周面との間のクリアランスが軸方向において一定である定常部31と、クリアランスが上記筒状部11の基端側に近づくにつれて拡大するテーパ増大部32とを連ねてなるものを用いる。パンチ4としては、歯形面12を形成する歯形加工部41と、基準テーパ面14に対応する傾斜面よりなるテーパ形成面42とを同一軸心上に有するものを用いる。
(もっと読む)
冷間鍛造性および結晶粒粗大化防止特性に優れた肌焼鋼およびそれから得られる機械部品
【課題】従来鋼であるJIS規格のSCM420Hに比べて、冷間鍛造時の変形抵抗が低減されているが、結晶粒粗大化防止特性は良好に維持されている肌焼鋼を提供すること。
【解決手段】C:0.1〜0.3%、Si:0.1%以下、Mn:0.6%以下、P:0.03%以下、S:0.02%以下、Cr:1.25〜2%、Al:0.1%以下、Ti:0.07%以下、B:0.0005〜0.005%、およびN:0.008%以下を含有し、且つ次式:0.01≦[Ti]−3.42[N]≦0.05を満たし、残部がFeおよび不可避不純物からなり、直径が0.01〜0.2μmであるTiC析出物の個数が5〜30個/μm2である肌焼鋼。
(もっと読む)
高強度マルテンサイト耐熱鋼とその製造方法及びその用途
【課題】本発明の目的は、600℃〜630℃の蒸気温度条件において必要な長時間クリープ破断強度及び靭性を有する蒸気タービン用ロータシャフト材に好適であり、又、熱間鍛造性を改善することにより大型鍛造鋼に適した高強度マルテンサイト耐熱鋼及びその用途を提供する。
【解決手段】本発明は、C0.05〜0.20%、Si0.1%以下、Mn0.05〜0.6%、Ni0.1〜0.6%、Cr9.0〜12.0%、Mo0.20〜0.65%、W2.0〜3.0%、V0.1〜0.3%、Co2.0%以下、Nb0.02〜0.20%、B0.015%以下、N0.01〜0.10%、A10.015%以下、(W/Mo)4.0〜10.0である高強度マルテンサイト耐熱鋼にある。
(もっと読む)
据え込み加工方法及び据え込み加工装置
【課題】焼入れ変形を防止して矯正工程を省略することができる据え込み加工方法を提供する。
【解決手段】成形ダイ11と、棒状の素材1の拡径予定部2を座屈阻止状態に挿通保持する挿通孔21を有するガイド20と、パンチ30とを備えた据え込み加工装置10を準備する。加熱状態の素材1の拡径予定部2を加熱状態のガイド20の挿通孔21内に配置するとともに、該ガイド20の先端部を素材の温度未満の温度に調節された状態の成形ダイ11のキャビティ12内に配置し、且つ、素材1を成形ダイ11の固定部13に固定する。この状態で、パンチ30を移動させて該パンチ30で素材1の拡径予定部2をその軸方向に加圧しながら、ガイド20をパンチ30の移動方向37とは反対方向27に移動させることにより、ガイド20の先端部と成形ダイ11の固定部13との間に露出した素材1の拡径予定部2を、成形ダイ11のキャビティ12内で拡径する。
(もっと読む)
蒸気タービンロータ
【課題】
本発明の課題は、300℃よりも低い蒸気温度での湿り蒸気環境において作動させるための最適化された蒸気タービンロータを提供することである。
【解決手段】
最終段の動翼(18b)の領域における蒸気タービンロータの降伏強さが、初期段の動翼(4b)の領域における蒸気タービンロータの降伏強さよりも大きいことにより解決される。
(もっと読む)
冷間鍛造方法およびその粗形材
【課題】 簡単な構成で、欠肉を発生させることなく、粗形材をポンチとダイスによって冷間鍛造して被加工部構成部分を有する成形品を成形することができる方法を提供する。
【解決手段】 後に機械加工が施される被加工部G2を構成する被加工部構成部分Wbを有する粗形材W5を成形して、この粗形材W5を成形型20のパンチ21とダイス22によって冷間鍛造して被加工部G2が形成された成形品Wを成形するもので、粗形材W5を成形するときに被加工部構成部分Wbに径方向に突出する余肉部Yを形成し、この粗形材W5から成形品Wを成形するときにしごき成形して余肉部Yを冷間鍛造型20のコーナ部に流動させて充填する。
(もっと読む)
ピニオンシャフトの製造方法
【課題】早期のパンチ折損を防止しつつ深穴をも冷間鍛造により作成することのできるピニオンシャフトを製造方法を提供する。
【解決手段】深穴2の大径部2aおよび中径部2bが形成された中間素材60を第2ダイ10,11のキャビティ13,14にセットすると、中間素材60の外周部63の欠肉空間形成部65とキャビティ13,14の内周面13a,14aとの間に欠肉空間S1が形成される。中間素材60の一端61に第3パンチ12を押し込むことにより、小径部2cを形成するとともに、欠肉空間形成部65を張り出させて欠肉空間S1を埋める。
(もっと読む)
中空軸の製造方法
【課題】ワークの中空部内面に肉ヒケ傷が生じることのない中空軸の製造方法を提供する。
【解決手段】まず、第一のダイス80に装填されたワーク1にパンチ61を圧入して、先端が鍔成形予定位置21aの付近まで達する中空部成形用の下穴11を形成する。次いで、鍔成形部72を有する第2のダイス70にワーク10を装填し、下穴11の周壁11cの内外径を一定に保持した状態で下穴11の周壁端面11aを押圧して鍔21を成形するする。最後に、鍔21の成形されたワーク20を第3のダイス80に装填し、下穴22にパンチ85を圧入して下穴22を軸芯に沿って延長させる。
(もっと読む)
両端にフランジ部を有する鍛造品を製造する方法および装置
【課題】
軸部を中にしてその両端にフランジ部を有する形状の鍛造品であって、高い靱性が得られるようなファイバーフローをもつ製品を与える鍛造方法と、鍛造装置を提供すること。
【解決手段】
リング状据込鍛造金型(5)に、この金型の厚さを超える高さの素材(1)を入れ、据込鍛造を行なって一方のフランジ部(32)を有する中間鍛造品(2)を得、リング状の金型から取り出した中間鍛造品(2)の上下を反転し、中間鍛造品の高さよりも低く、下部に上記一方のフランジ部(32)が入る広がりをもった、一対の半割式据込鍛造金型(7,7')に入れ、据込鍛造を行なって他方のフランジ部(33)を有する最終鍛造品(3)を得、半割式据込鍛造金型を開いて取り出す製造方法。
(もっと読む)
造形端を有する棒を成形するスタンピング装置
発明の方法は、原材を設けるステップと、原材を切断して棒形のブランクを形成するステップと、移送金型においてブランクの第1の端に球部分をスタンピング成形するステップとを含む。本方法はさらに、ブランクの第2の端に開口付き平坦部分をスタンピング成形して移送金型において最終製品を成形すること、及び両端を軸方向に打撃してブランクの長さを正確に形成することを含む。関連する移送金型装置は、切断を行い、続いてブランクの第1の端に球部分をスタンピング成形し、ブランクの第2の端に開口付き平坦部分をスタンピング成形して最終製品を成形するステーションを含む。  (もっと読む)
(もっと読む)
コンプレッサロータの製造方法
少なくともチタンIMI834を用いたときに、ロータに改良特性を提供する、ガスタービンコンプレッサロータ装置とその方法を提供する。機械的作用は、少なくとも改善された低サイクル疲労寿命をロータに提供する鍛造を通して最適化される。 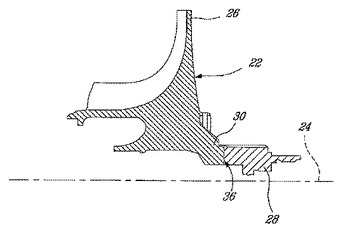 (もっと読む)
(もっと読む)
1 - 15 / 15
[ Back to top ]