
Fターム[4E093NB09]の内容
鋳型又は中子及びその造型方法 (3,688) | 永久鋳型の構造 (914) | 材質 (198) | 金属 (112)
Fターム[4E093NB09]に分類される特許
1 - 20 / 112
スライドコアガイドユニット
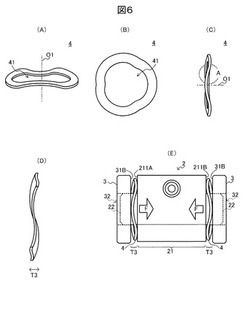
【課題】ピンホルダへ傾斜ピンを装着する際の作業性がよく、かつより低コストで製造可能な高強度なスライドコアガイドユニットを提供する。
【解決手段】スライドコアガイドユニット1は、スライドプレート3のトラニオン挿入穴32の外周領域において、スライドプレート3とピンホルダ2のホルダ本体21との間に挟み込まれたウェーブワッシャ4を有する。ウェーブワッシャ4は、中心軸O1方向に起伏する波形状に曲げ加工されており、2つのベースブロック51のガイド溝511に収容されたスライドプレート3の表面31Bとピンホルダ2のホルダ本体21の側面211A,211Bとの間で圧縮されて中心軸O1方向に弾性変形している。そして、その復元力Fで、ピンホルダ2のホルダ本体21を両側面211A,211B側から押圧している。
(もっと読む)
分流子及びそれを用いた金型構造

【課題】高温域で脆性を示す材料のクラックの発生及び熱電対穴への応力集中を抑制する分流子及びそれを用いた鋳造金型構造を提供する。
【解決手段】高温域で脆性を示す材料からなり、流れ方向に所定角度を有して配置され、供給された溶湯が最初に接触する接触面と、上記接触面に連続して設けられ、上記溶湯をキャビティ部側に誘導する流路面とを備える分流子において、分流子内部に、上記流路面に沿って上記接触面方向に延在する熱電対穴を備え、上記熱電対穴に、先端側の径が小さくなるような2つ以上の段差を設ける。
(もっと読む)
アルミ鋳造装置
【課題】アルミ鋳造装置として、金型を効率よく所定温度に予熱して一定の加熱温度に保持でき、高歩留りで高品質の鋳造製品が得られ、高い熱効率でエネルギーコストを低減でき、鋳造能率も大きく改善し、金型の耐久性が向上し、良好な作業環境を実現でき、金型の改造・製作を安価に行えるものを提供する。
【解決手段】金型1,2の背面側に凹陥部3が形成され、凹陥部3に電磁誘導コイル4が配設され、電磁誘導コイル4への通電によって金型母材に生じる渦電流Eに伴うジュール熱で金型1,2を加熱するように構成されている。
(もっと読む)
ダイキャスト金型およびその周辺部材
【課題】 長寿命のダイキャスト金型およびその周辺部材を提供する。
【解決手段】 アルミニウム合金溶湯用の、ダイキャスト金型、またはその周辺部材の材料を、W−Ni(−Fe−Co)系合金にCrを添加した合金とすることにより耐酸化性を向上させた焼結合金として、長寿命かつ加熱・冷却による寸法変化の小さい製品にする。
(もっと読む)
ハイブリッド金型
【課題】金型用鋼材の高強度と非鉄金属体(銅合金体)の高熱伝導の特徴を兼ね備えたハイブリッド金型を提供する。
【解決手段】金型用鋼材から成る成形金型1の少なくとも熱交換範囲を非鉄金属体3(銅合金体3A)にて形成し、該非鉄金属体にキャビティEと製品関連部7を備え、該キャビティの製品形成面の損傷しやすい負荷集中範囲と、該製品関連部のパーテイングラインPLのキャビティ連続部3aを数mm以内の厚さで薄肉化し、その薄肉化した肉欠部13に高エネルギ密度の熱源を用いて該非鉄金属体より溶融温度の高い鉄系材を肉盛溶接し、鉄系肉盛部4で覆い、該鉄系肉盛部表面に仕上げ加工した鉄材層4Aを設け、該鉄材層で該非鉄金属体の損傷しやすい負荷集中範囲を保護していることを特徴とする。該成形金型を、鋼材型と非鉄金属体から成る入れ子型とで構成する場合も同様である。
(もっと読む)
ダイカスト金型
【課題】ダイカスト鋳造の操業開始時におけるダイカスト金型の昇温の際に、昇温中であっても冷却すべき箇所は冷却する一方で、迅速に昇温したい箇所は冷却しないことによって迅速に昇温させる冷却制御機能を備えたダイカスト金型を提供する。
【解決手段】ダイカスト金型2内部の冷却経路を低温時冷却経路8と高温時冷却経路12に区別する。低温時冷却経路8と高温時冷却経路12の分岐点16に温度依存弁10を配置する。温度依存弁10が測定する金型もしくは冷却媒体の温度が低温のときは冷却媒体を低温時冷却経路8のみに流し、温度依存弁10の測定温度が高温のときは冷却媒体を高温時冷却経路12にも流す。低温のときは常温時冷却経路8が配された箇所付近の金型のみが冷却され、それ以外の箇所は迅速に昇温する。
(もっと読む)
高温軟化抵抗性に優れた高強度金型の製造方法
【課題】 高温軟化抵抗性に優れた高強度金型の製造方法を提供する。
【解決手段】 工具鋼粉末と酸化物粉末との混合粉末であって、質量%でC:0.1〜3.0%、Cr:1.0〜18.0%を含有し、かつ、体積%で酸化物を0.3〜5.0%含有する混合粉末をメカニカルミリングした後、熱間静水圧プレスによって固化し、型彫り面形状に機械加工して焼入れ焼戻しするか、または、焼入れ焼戻しして型彫り面形状に機械加工する高強度金型の製造方法において、前記熱間静水圧プレスは、プレス時の圧力をP(MPa)、温度をT(℃)としたときに、P≦200、T≦1100であり、かつ、Log10P≧−0.00135×T+3.40の条件で行う金型の製造方法である。好ましくは、T≦1050である。そして、前記混合粉末をメカニカルミリングした後、金型基体の表面に固化する高強度金型の製造方法である。
(もっと読む)
金型冷却装置
【課題】金型内の冷却路を通流する冷却水の流れを安定化する。
【解決手段】金型冷却用の冷却水を分配して、金型2の内部に形成された複数の冷却路2a〜2eの各々に供給し、冷却路2a〜2eの各々を通流した冷却水を、各冷却路2a〜2eに接続された排出管6a〜6eを介して、金型2の外部に排出させる冷却装置において、排出管6a〜6eのうちのひとつの排出管6aに、駆動空気の噴射により発生させた負圧を利用して、冷却路2aを通流する冷却水を吸引する冷却水吸引装置9を設けた構成とした。
(もっと読む)
ダイカスト鋳造装置
【課題】小さな凝固片の発生を抑制しつつ、射出後のスリーブ残留溶湯を早く凝固させるダイカスト鋳造装置を提供する。
【解決手段】鋳造装置100は、溶湯を一時的に貯めておくスリーブ20と、スリーブ先端に配置されているおり、キャビティへ通じているランナ14へ溶湯を案内するスプルコア30を備えている。スプルコア30には、溶湯をランナ14へと案内するガイド溝32が形成されている。プランジャチップ先端面と対向するスプルコア前面には、ガイド溝32を構成するスプルコア部分の材料よりも熱伝導率が高い高熱伝導材34が配置されている。
(もっと読む)
造型装置
【課題】上下型からなる金型、特に、中子造型用金型において、金型を加熱するヒータと、押し出しピンとを、金型内に、特に、中子造型用金型内に、より簡便に備えるようにした造型装置を提供する。
【解決手段】例えば造型品が中子である場合、中子上型と中子下型2により画成されるキャビティ4内で中子3を焼成し造型する中子造型用金型を含む造型装置1において、中子下型2の下面18からキャビティ4までの貫通孔11〜14に中子3を押出し中子下型2から中子3を離型するための押出しピン5〜8を挿入し、押出しピン5〜8に片端子型カートリッジヒータ33を内蔵させる。これにより押出しピン5〜8と片端子型カートリッジヒータ33が一体化するため、押出しピン5〜8と片端子型カートリッジヒータ33の造型装置1の中子造型用金型内の配置が容易となる。
(もっと読む)
金型装置
【課題】製品形状に起因したアンダーカット部の成形上の制約を抑え、製造効率を好適に高めることができる金型装置を得る。
【解決手段】ダイカスト装置10においては、固定金型11と可動金型12とが組み合わされることで鋳造製品に対応するキャビティCが形成される。可動金型12は、複数の金型構成体によって構成されている。それら金型構成体のうち少なくとも1つは、製品押出機構による鋳造製品の押出方向と交差する方向へ変位可能に設けられ、同鋳造製品のアンダーカット部としての環状突部を形成する押出スリーブ81である。鋳造製品が可動金型12に係合する初期位置から製品押出機構により所定の押出位置へ押出された状態にて、当該製品押出機構の押出動作に基づいて押出スリーブ81を上記交差する方向へ誘導することにより当該押出スリーブ81を環状突部から離間させる誘導部が設けられている。
(もっと読む)
金型鋳造方法
【課題】 鋳造の際に溶湯に振動を加えながら鋳造を行う金型鋳造法において、鋳造品の金属組織を微細化し、引け巣を低減し、以って機械的特性を向上できる方法を提供する。
【解決手段】 振動を加えない場合の鋳物の冷却速度(A)と、振動を加えた場合の鋳物の冷却速度(B)と、の冷却速度の比を(B/A)としたときに、振動の加速度を(B/A)>1.0が得られる加速度以上とし、かつ溶湯が接触するキャビティの表面粗さを(B/A)>1.0が得られる表面粗さ以上とする。
(もっと読む)
金型予熱装置
【課題】方案部をその他の部分より高温で加熱して、指向性凝固を確保できる金型予熱装置を提供する。
【解決手段】金型100の上型101と下型102との間に配置され、鋳造前に上型101と下型102とを予熱する金型予熱装置10であって、金型予熱装置10は、周囲加熱部11と、中央加熱部12と、を具備し、周囲加熱部11は、湯道104と重なる部分が開放され、周囲加熱部11の内周側面には、加熱面16が設けられ、加熱面16は、金属プレートと、金属ニットと、を具備し、前記金属プレートには、複数の孔が形成され、金属ニットは、金属プレートの表面に設けられ、中央加熱部12は、箱体であって、周囲加熱部11の中央に配置され、中央加熱部12は、上側と下側とに加熱面17・18を設け、上側の加熱面17の金属プレート17Aは、下側の加熱面18の金属プレート18Aよりも孔17Bが多く形成されている。
(もっと読む)
鋳造用金型
【課題】鋳造用金型のキャビティからガスを容易に排気するとともに、粉バリを容易に排出する。
【解決手段】鋳造用金型としての可動型34を構成する第2分割型38には、キャビティ16からガスを排気するためのベント54が形成される。このベント54は、キャビティ画成用凹部44に連なり、且つ鉛直方向に対して所定角度で傾斜するように延在する第1溝56a〜56dと、該第1溝56a〜56dに連通し、可動型34の下端面及び上端面の双方で開口する第2溝58a、58bとを有する。なお、第2溝58a、58bに圧縮エア等のブロー用の気体を供給することが好ましい。
(もっと読む)
鋳造装置、及び、鋳造方法
【課題】抜き勾配がなくても鋳造後の製品からの中子の抜け性を良くする鋳造装置、及び、鋳造方法を提供する。
【解決手段】抜き勾配が形成されていないオーステナイト系ステンレス材で形成された中子20を鋳型10内に配置し該鋳型内に鋳鉄Mを注湯し、熱膨張係数が大きく、表面安定性に優れ、熱間強度の高いオーステナイト系ステンレス材で形成した金属製の中子の特性を活用することにより、冷却後に置き中子を引き抜くことが出来、中子の表面にメッキを施す等の前処理を施す必要がなく、中空の鋳抜き穴を有する製品を鋳造可能とした。
(もっと読む)
金属ガラスの鋳造金型
【課題】金属ガラスの収縮の影響により成形体を損傷することなく形成できる金属ガラスの鋳造金型を提供する。
【解決手段】第1モールドベースと第2モールドベースを対向配置させ、パーティングライン面を介して内部にキャビティーを形成し、前記キャビティー内に金属ガラス溶湯を流し込み、固化させて成形体を得る鋳造金型であって、前記キャビティーは、第1成形部と第2成形部と、前記第1成形部と前記第2成形部とを連通する第3成形部と、を備え、前記第3成形部側を構成する前記第1成形部の第1成形面および前記第2成形部の第2成形面を備え、前記第1成形面および/または前記第2成形面と前記パーティングライン面とのなす角度θが0°≦θ≦45°であり、前記第一モールドベースと前記第2モールドベースと、は弾性部材を介して固定部材により前記パーティングライン面の開放が抑制される金属ガラスの鋳造金型。
(もっと読む)
耐溶損性鋳物および金属溶湯接触部材
【課題】耐溶損性が従来のものより極めて優れ、さらに製造する際の設備コストやランニングコストに優れる耐溶損性鋳物および鋳物からなる金属溶湯接触部材を提供する。
【解決手段】本発明の耐溶損性鋳物は、母材金属層と、該母材金属層表面に形成された酸化物層と、を備え、前記酸化物層の一部は、該母材金属の結晶粒界に繊毛状に伸長している。
(もっと読む)
耐溶損性鋳物、その製造方法および金属溶湯接触部材
【課題】耐溶損性が従来のものより極めて優れた耐溶損性鋳物および鋳物からなる金属溶湯接触部材を提供する。さらに、設備コストやランニングコストに優れるとともに、耐溶損性に優れた耐溶損性鋳物を安定的に得ることができる耐溶損性鋳物の製造方法を提供する。
【解決手段】本発明の耐溶損性鋳物は、所定の組成を有する母材金属層と、該母材金属層表面に形成された酸化物層と、を備え、前記酸化物層の一部が、該母材金属の結晶粒界に繊毛状に伸長している。
(もっと読む)
チルベント
【課題】型合わせ面での奪熱効果を高めるために、複雑な送水路を内部に形成したチルベントを提供する。
【解決手段】チルベント1のチルブロック2A,2Bは、型合わせ面2A1,2B1を備えた基材3A,3Bに、送水路形成板4A,4Bを嵌め合わせて構成されている。送水路形成板は、嵌合凹部4A1,4B1の表面に送水溝5A,5Bを備え、送水溝5A,5Bの表面に連通した給水孔6A1,6B1及び排水孔6A2,6B2が裏面に開口している。送水溝5A,5Bは、給水孔6A1,6B1と排水孔6A2,6B2とを連通させる溝を嵌合凹部の表面に設けて構成されている。送水路形成板に基材が嵌め合わされると、送水溝と基材の裏面との間に送水路が形成される。
(もっと読む)
ダイカスト用金型及びダイカスト法
【課題】バルブ装置に押し出しピンを設けなくとも、排気ランナーにおいて凝固した溶湯が確実に固定型から分離できるようにする。
【解決手段】バルブ装置9は、開口部37を開閉する弁体32を備えている。排気ランナーは、キャビティに近い側に位置し、可動型の分割面10に形成された溝により構成される可動側ランナー部80と、インナー排気路に近い側に位置し、固定型の分割面20に形成された溝により構成される固定側ランナー部90とを有している。固定側ランナー部90のうち少なくとも前記開口部37の周辺部における抜き勾配βは、可動側ランナー部80の抜き勾配αよりも大きい。
(もっと読む)
1 - 20 / 112
[ Back to top ]