
Fターム[4E096FA07]の内容
Fターム[4E096FA07]の下位に属するFターム
Fターム[4E096FA07]に分類される特許
1 - 16 / 16
冷間抽伸装置及び金属管の製造方法
【課題】空引金属管の曲がりを抑制する冷間抽伸装置を提供する。
【解決手段】冷間抽伸装置は、外径D0、肉厚t0の素管から金属管を製造し、ダイス両角θ、ダイス径D1の前段ダイスと、ダイス径D2を有し、式(1)を満たす後段ダイスとを備える。0≦(d1−D2)/d1×100≦1.0(1)d1=D1+Δ/100×D1(2)Δ=aX12+bX1(3)X1=(D0−D1)/D0×100(4)a=Aθ2+Bθ+C(5)b=Dθ2+Eθ+F(6)、t0/D0<0.15である場合、A=−5.37×10−6、B=0.00048、C=−0.00156D=0.00012、E=−0.01438、F=0.04618、0.15≦t0/D0≦0.20である場合、A=−4.94×10−6、B=0.0004、C=−0.00142D=0.0001、E=−0.01167、F=0.0371
(もっと読む)
平角エナメル線の製造方法

【課題】平角線の厚幅比の大きさによらず品質が良好な平角エナメル線を製造することができる平角エナメル線の製造方法を提供する。
【解決手段】平角エナメル線の製造方法は、断面形状が丸形状の丸線20を、孔30a、30b、31a、32aの形状及びサイズが異なり、上流側から下流側に向かって孔の面積が徐々に小さくなるように配置された複数のダイス30A、30B、31、32に通すことで、丸線21の断面積よりも小さい断面積を有し、断面形状が矩形状の平角線21を形成する形成工程と、形成工程によって形成された平角線21の表面にエナメル塗料を塗装する塗装工程とを含む。
(もっと読む)
ステンレス鋼製品を製造する方法
本発明は、線材から2相ステンレス鋼ワイヤ製品を製造する方法に関し、この方法は、線材の表面を粗くする工程、線材の表面にキャリア皮膜を塗布する工程、超硬合金を含むシェービングダイスを使用して線材を皮むきする工程、線材の表面を粗くする工程、線材の表面にキャリア皮膜を塗布する工程、及び最終線径まで伸線する工程を含む。皮むきする工程において使用するシェービングダイスは、10〜30°のすくい面ランド角ηと、10〜25°のすくい角γと、3〜10°の逃げ角αと、0.1〜0.5mmのすくい面ランド幅ωと、0.02〜0.08mmの切れ刃半径とを有する。この方法によって製造された2相ステンレス鋼ワイヤ製品は、優れた疲労耐性を示す。 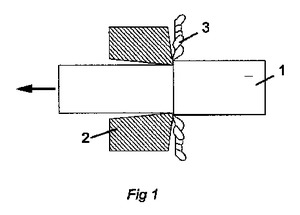 (もっと読む)
(もっと読む)
管状ワーク用引抜加工装置
【課題】管状ワークの外表面の引抜ダイスとの焼付きを防止することができる管状ワーク用引抜加工装置を提供する。
【解決手段】引抜加工装置10は引抜ダイス20と引抜プラグ30を具備する。引抜ダイス20は、ワーク40が縮径加工されながら離れる第1曲面部1Cと、第1曲面部1Cにおけるワーク離れ位置Kよりも内側且つ下流側に配置されたダイスベアリング部2Bと、ダイスベアリング部2Bの上流端Fに滑らかに連なる第2曲面部2Cを有する案内部2Dと、を備える。第2曲面部2Cの曲率半径R21は、第1曲面部1Cの曲率半径R1よりも大きく設定される。案内部2Dは、第1曲面部1Cから離れたワーク40と再接触して該ワーク40を縮径加工しながらダイスベアリング部2Bへ案内するものである。引抜プラグ30は、ダイスベアリング部2Bの長さL4よりも短いプラグベアリング部3Bを備える。
(もっと読む)
金属二重管の製造方法
【課題】内管および外管の降伏強度にかかわらず、得られる金属二重管の内管と外管の界面に面圧を発生させることができる金属二重管の製造方法を提供する。
【解決手段】加工用ダイスとしてRダイス2を用いる冷間引抜きによって、外管1bの内面に内管1aの外面が接してなる金属二重管1を製造する方法であって、Rダイス2のアプローチ部2aの曲率半径を10mm〜90mmとし、空引きにより縮径加工を行うことにより、内管1aおよび外管1bの界面に面圧を発生させる金属二重管の製造方法である。同様に、加工用ダイスとしてテーパーダイスを用いても、そのアプローチ部の両角を8°〜30°とし、肉厚加工により縮径加工を行い、さらに中拡げプラグにより内管の拡径加工を行うことにより、内管および前記外管の降伏強度にかかわらず、金属二重管の内管と外管の界面に面圧を発生させることができる。
(もっと読む)
ダイヤモンドダイス
【課題】 金属線の加工屑がダイスの孔に詰まりにくくすることで断線を防止し、特にノンスリップ型伸線機で使用した場合に、その伸線機の特徴を最大限に生かせるダイヤモンドダイスを提案する。
【解決手段】 金属線の伸線加工を行うための孔が形成されたダイヤモンドダイスであって、孔の軸を含む断面で切断した面における孔の形状は、アプローチのうち最もリダクション側の部分の開き角度を120°以上とし、リダクションの開き角度は8〜20°でかつその長さは0.5D〜1.0Dmm(Dはベアリングの直径)とする。ベルからアプローチにかけての形状は、凹形の曲面とするのが好ましい。
(もっと読む)
銅線の製造方法及び製造装置
【課題】銅伸線材における表面傷の発生及び断線の発生を防止する銅線の製造方法及び製造装置を提供するものである。
【解決手段】本発明に係る銅線の製造方法は、銅線102を、順次、伸線ダイス104に通して連続的に冷間伸線加工を行い、所望径の銅伸線材を製造するに際して、伸線ダイス104の銅線102の絞り部に臨んで吸引部105,106を設け、その吸引部105,106から、引き抜く銅線102の表面に付着している異物、又は伸線時に発生する銅削り屑を吸引除去しつつ、銅線102を絞るものである。
(もっと読む)
溶接ワイヤの製造方法及び装置
【課題】 内包ワイヤが断裂された部分ができるのを防ぐことができる溶接ワイヤの製造方法、溶接ワイヤの製造装置及び内包ワイヤの断裂検出方法を提供する。
【解決手段】 溶接ワイヤ材料1の引抜方向の最も端に位置するダイス装置9Aと、引抜方向とは逆の方向の最も端に位置するダイス装置9Fに対して、溶接ワイヤ材料の引抜力を測定する測定器を配置する。測定器が測定した引抜力が予め定められた基準値より小さくなったときに、内包ワイヤが断裂していると判定して溶接ワイヤ材料の引抜きを停止する。これにより、内包ワイヤが断裂された部分ができるのを防ぐ。
(もっと読む)
ネック付きエルボ製品およびその製造方法
【課題】ネック部および曲げ部の全長に亘り、楕円および偏肉の発生を抑制し、ネック長さに拘わらず寸法特性に優れるネック付きエルボ製品を提供する。
【解決手段】ガイドチューブに挿入された素管を挿入側から逐次または連続的に押し抜きながら、対称ダイスを用いる縮径加工に引き続き、前記素管を曲げ手段で保持することにより曲げ加工を施して両ネック付きエルボを成形する方法であって、ネック部の縮径加工に際し、前記対称ダイスを用いて前記素管の肉厚を周方向に均等に増肉し、前記曲げ手段で保持することなく所定長さの直管部を押し抜き、引き続き、曲げ部の縮径加工に際し、前記対称ダイスを偏芯ダイスに切り換えて前記素管の曲げ外周側の肉厚を曲げ内周側の肉厚に比べて増肉すると同時に、前記素管を曲げ手段で保持して所定の曲げ角度に至るまで曲げ加工を施すネック付きエルボの製造方法である。
(もっと読む)
異形金属材料の引抜き工法
【課題】異形金属素材の引抜き成形工法に関するものである。
【解決手段】ダイス1で異形金属素材2を引抜き成形するに当り、ダイス1に異形金属素材2の端部を圧入して絞り出し、ダイス1より所定寸法だけ突出させて口付け5を形成した後、その突出した口付け5を引抜き手段により保持して引抜くことにより、困難な異形金属素材の引抜き成形を歩留まり良く、また従来ではできなかった形状の製品も引抜き成形により効率よく成形することができるようになった。
(もっと読む)
ステアリング用中空ラックバーおよびその製造方法
【課題】工業的に量産される金属管素材に用い、効率的に冷間加工で偏肉管状部位を構成し、自動車用の機械部品の軽量化を実現できるステアリング用中空ラックバーを提供する。
【解決手段】金属管素材が絞り加工部の入り側中心軸と出側中心軸とが偏芯した偏芯ダイスに押し込まれて絞り加工が施され、少なくとも加工端から軸長方向に沿った部分に外径中心と内径中心が偏芯した偏肉管状部位が構成された中空ラックバー、または、前記金属管素材が少なくとも管端から軸長方向に沿った部分に偏肉管状部位が構成された中空素材であり、前記偏芯ダイスに押し込まれて絞り加工が施され、少なくとも加工端から軸長方向に沿った部分に、さらに偏芯量が増加した偏肉管状部位が構成された中空ラックバーである。および、これらの中空ラックバーの製造方法である。
(もっと読む)
角線成形用2分割ダイスおよび角線製造装置
【課題】小さな引抜き力・大きな圧下率で角線を製造する。
【解決手段】一対の角線成形用2分割ダイス(10a,10b)を対向させる。第1のリダクション三角溝(11a,11b)と、第1のストレート三角溝(12a,12b)と、第2のリダクション三角溝(21a,21b)と、第2のストレート三角溝(22a,22b)とで形成される四角の穴に丸線(M0)を通し、角線(K2)を得る。このとき、角線成形用2分割ダイス(10a,10b)を逆位相で対向方向に振動させる。
【効果】小さな引抜き力・大きな圧下率で角線を製造することが出来る。
(もっと読む)
高寸法精度管の高能率安定製造方法
【課題】肉厚偏差等の良好な高寸法精度管を押し抜き加工によって製造するに際し、焼き付き疵等の発生を防止して、高寸法精度管を高能率に安定して製造することができる高寸法精度管の高能率安定製造方法を提供する。
【解決手段】予め管1の内外面に潤滑被膜を形成させて、管1の内部にプラグ3を装入しフローティングさせながら、ダイス2の入側に設けられた管押し機4によって押し込み力5を加えて、ダイス2で押し抜き加工を行うに際して、ダイス入側において、管1外面とダイス2との間に所定の大きさの隙間6を設け、その隙間6に潤滑剤を保持させるようにする。
(もっと読む)
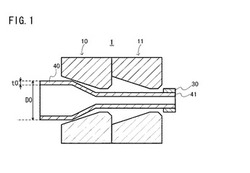
管の引抜加工用工具及びこれを用いた管の製造方法
【課題】 管の内面に挿入されるプラグの位置を安定化させることが可能な管の引抜加工用工具を提供する。
【解決手段】 本発明に係る管の引抜加工用工具は、円錐面状のテーパ部11を具備するダイス1と、ダイスによって絞られながら引抜加工される管Pの内面に挿入され、円柱面状のストレート部22及び当該ストレート部に連設された円錐面状のテーパ部21を具備するプラグ2とを備えている。ダイスのダイス両角をα(°)、プラグのプラグ両角をβ(°)とした場合に、以下の式(1)及び式(2)を満足すると共に、プラグのストレート部及びテーパ部の長手方向の算術平均粗さRaが0.20μm以下とされている。
15≦α≦30 ・・・(1)
α−10≦β≦α−3 ・・・(2)
(もっと読む)
ダイヤモンドダイス
【課題】 ダイヤモンドが金属焼結体によりケース部材に固定されたダイヤモンドダイスにおいて、伸線加工時に金属焼結体とケース部材とが外れないダイヤモンドダイスを提供する。
【解決手段】 ケース部材に凹所を設け、前記凹所底面にダイヤモンドが載置され、前記ダイヤモンドが前記凹所に設けられた金属焼結体により前記ケース部材に固定されたダイヤモンドダイスであって、前記凹所の内側面に凹部を形成し、前記凹部の少なくとも一部分が前記金属焼結体で満たされたものとする。この凹部は、リング状に連続する溝形状または1ヶ所以上のディンプル形状とするのが好ましい。あるいは、前記凹所の内側面に凸部を形成する。この凸部は、リング状に連続する形状または1ヶ所以上の突起とするのが好ましい。
(もっと読む)
立方集合組織を有する金属製のフラットワイヤ又はストリップの製造法
本発明は材料科学の分野に関し、かつ例えば物理化学的なコーティングのためのベースとして使用可能な、立方集合組織を有する金属製のフラットワイヤ又はストリップの製造法に関する。本発明は、最終幅での最終的な変形工程後に後エッジ加工なしで製品を製造することができる方法を示すという課題に基づいている。前記課題は、ニッケル、銅、金又は銀をベースとする材料を冷間引抜き法を用いてワイヤに加工し、その際、全断面積減少εg≧75%又は対数ひずみφg≧1.4を実現し、引き続きワイヤを後変形法及び焼なまし法を用いて立方集合組織及び所定の調節可能な幅を有するフラットワイヤ又はストリップに後加工する方法により解決される。  (もっと読む)
(もっと読む)
1 - 16 / 16
[ Back to top ]