
Fターム[4E096KA05]の内容
Fターム[4E096KA05]の下位に属するFターム
回転速度 (4)
Fターム[4E096KA05]に分類される特許
1 - 20 / 46
感光ドラム基体用アルミニウム管の製造方法
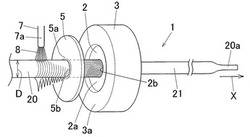
【課題】アルミニウム素管を引抜き加工することにより感光ドラム基体用アルミニウム管を製造する感光ドラム基体用アルミニウム管の製造方法であって、素管の引抜き速度の高速化を図るとともに、素管の引抜き加工時に潤滑不良による焼き付きの発生を防止する。
【解決手段】引抜き加工用ダイス2の上流側に配置されたスクレーパ5により、アルミニウム素管20の外周面に付着した潤滑油8を掻き取るとともに該潤滑油8を素管20の外周面にその周方向に塗り広げながら、素管20を引抜き方向Xに移動させる。これにより、素管20を引抜き加工する。スクレーパ5には、素管20が挿通される挿通孔5bが設けられている。更に、スクレーパ5は挿通孔5bを中心に周方向に複数個のエレメント5fに分割されている。
(もっと読む)
アルミニウム合金及びアルミニウム合金押出材の製造方法
【課題】高平滑な表面を形成することができるアルミニウム合金、アルミニウム合金押出材の製造方法、感光ドラム基体の製造方法、アルミニウム合金押出材、及び、感光ドラム基体を提供する。
【解決手段】アルミニウム合金は、Si:0.03〜0.6質量%、Fe:0.1〜0.7質量%、Cu:0.05〜0.20質量%、Mn:1.0〜1.5質量%、Mg:0.01〜0.1質量%、Zn:0〜0.1質量%、Ti:0〜0.1質量%を含有し、残部Al及び不可避不純物からなる組成を有し、該組成を有するアルミニウム合金製ビレットを押出加工して押出材を製造する。さらに、得られた感光ドラム基体用アルミニウム合金押出管を引抜加工或いはしごき加工して感光ドラム基体を製造する。
(もっと読む)
感光ドラム基体用アルミニウム管の製造方法

【課題】アルミニウム素管を引抜き加工することにより感光ドラム基体用アルミニウム管を製造する感光ドラム基体用アルミニウム管の製造方法であって、素管の引抜き速度の高速化を図るとともに、素管の引抜き加工時に潤滑不良による焼き付きの発生を防止する。
【解決手段】引抜き加工用ダイス2の上流側に配置されたスクレーパ5により、アルミニウム素管20の外周面に付着した潤滑油8を掻き取るとともに該潤滑油8を素管20の外周面にその周方向に塗り広げながら、素管20を引抜き方向Xに移動させる。これにより、素管20を引抜き加工する。スクレーパ5は、ダイス2の上流側における潤滑油掻き取り位置に常設されており、更に、ダイス2の上流側の端面2aあるいはダイス2を保持したダイスホルダ3の上流側の端面3aに取外し可能に固定されている。
(もっと読む)
鋼管の拡管加工方法および拡管加工設備
【課題】従来よりも生産性を向上させ、さらに、従来よりも焼ならしのために必要なエネルギーが小さい拡管加工法および拡管加工設備を提供する。
【解決手段】先端側に向かって径が漸増するテーパ部を有するプラグを先端に備えたマンドレルの基端側から鋼管を装入し、前記テーパ部で前記鋼管を拡管加工する鋼管の拡管加工方法において、前記テーパ部を通過中の鋼管を、該鋼管の外側に配置した加熱装置により加熱し、拡管直後の鋼管を、該鋼管の外側に配置した加熱・保持装置により加熱・保持して焼ならし処理を施す。
(もっと読む)
乾式伸線性に優れた高炭素鋼線材およびその製造方法
【課題】乾式伸線工程の生産性を著しく向上させた、優れた伸線性を有する高炭素鋼線材およびその製造方法を提供することを目的とする。
【解決手段】乾式伸線に供される特定組成の高炭素鋼線材をパーライト組織とし、このパーライト組織における、平均ノジュール径D、平均ラメラ間隔L、更に平均コロニー径Dcを特定範囲とするとともに、平均コロニー径Dcと前記平均ラメラ間隔Lとの関係も特定範囲とし、乾式伸線性を優れさせる。
(もっと読む)
銅被覆アルミニウム線の製造方法
【課題】銅被覆アルミニウム線を製造する伸線加工工程において、カップアンドコーン型の断線を減少させ、伸線加工性を向上させることを目的とする。
【解決手段】純アルミニウム又はアルミニウム合金を主導体として用い、当該主導体の外周に銅を被覆した銅被覆アルミニウム線の製造において、伸線加工時に用いる複数のダイスの内、1番目のダイスの減面率を26.9%以上30%未満としたことを特徴とする銅被覆アルミニウム線の製造方法。
(もっと読む)
管状ワーク用引抜加工装置
【課題】管状ワークの外表面の引抜ダイスとの焼付きを防止することができる管状ワーク用引抜加工装置を提供する。
【解決手段】引抜加工装置10は引抜ダイス20と引抜プラグ30を具備する。引抜ダイス20は、ワーク40が縮径加工されながら離れる第1曲面部1Cと、第1曲面部1Cにおけるワーク離れ位置Kよりも内側且つ下流側に配置されたダイスベアリング部2Bと、ダイスベアリング部2Bの上流端Fに滑らかに連なる第2曲面部2Cを有する案内部2Dと、を備える。第2曲面部2Cの曲率半径R21は、第1曲面部1Cの曲率半径R1よりも大きく設定される。案内部2Dは、第1曲面部1Cから離れたワーク40と再接触して該ワーク40を縮径加工しながらダイスベアリング部2Bへ案内するものである。引抜プラグ30は、ダイスベアリング部2Bの長さL4よりも短いプラグベアリング部3Bを備える。
(もっと読む)
管状ワーク用引抜加工装置
【課題】管状ワークの外表面を確実に高平滑面に加工することができる管状ワーク用引抜加工装置を提供する。
【解決手段】引抜加工装置10は引抜ダイス20と引抜プラグ30とを具備する。引抜ダイス20は、管状ワーク40が縮径加工されながら離れる第1曲面部1Cと、第1曲面部1Cにおけるワーク離れ位置Kよりも内側且つ下流側に配置されたダイスベアリング部2Bと、ダイスベアリング部2Bの上流端Fに滑らかに連なる第2曲面部2Cを有する案内部2Dと、を備える。安価イブ2Dは、第1曲面部1Cから離れたワーク40と再接触して該ワーク40を縮径加工しながらダイスベアリング部2Bへ案内するものである。引抜ダイス20及び引抜プラグ30の少なくとも一方における少なくともワーク40との接触部に、少なくとも一方の基材とは異なる組成の表面処理層50が形成されている。
(もっと読む)
内面溝付管の製造装置およびその製造方法
【課題】高精度な内面溝付管の生産性を向上することのできる内面溝付管の製造装置とその製造方法を提供する。
【解決手段】内面溝付管製造装置1は、素管101を縮径する縮径装置20と、縮径された縮径管102の内面に溝加工を施す溝加工装置40と、溝加工された内面溝付管104を引き抜く巻取りドラム60とを上流側からこの順に備えている。前記縮径装置20と前記溝加工装置40の間には、前記縮径管102を前記溝加工装置40へ向けて送り補助する補助送り装置30が設けられている。また、前記縮径装置20と前記補助送り装置30とが固定されて前記巻取りドラム60の引抜方向と平行に前記溝加工装置40に対して相対移動可能な上流可動台82が設けられ、この上流可動台82が前記溝加工装置40に対して前記相対移動する際に前記上流可動台82にかかる前記相対移動方向の荷重を検出する上流荷重検出器92が設けられている。
(もっと読む)
鋼管引抜装置、及び引抜鋼管の製造方法
【課題】引抜鋼管の各肉厚部分及び切断位置の寸法精度を向上させると共に、長尺物の引抜鋼管を高精度且つ高速で生産することができる鋼管引抜装置を実現する。
【解決手段】 ダイスとプラグとを鋼管引抜方向に対して正逆方向に相対移動させて段付きの引抜鋼管を製造するとき、第1油圧シリンダで鋼管引抜方向に対応してダイスを相対移動させ、第2油圧シリンダで前記ダイスの移動方向に対して逆方向へプラグを相対移動させる。このとき、位置検出センサが第2油圧シリンダのストローク位置を検出し、コンピュータが位置検出センサの検出した位置情報を受信して第2油圧シリンダの移動速度を制御する。これにより、コンピュータは、d領域の位置検出信号に基づいて、第2油圧シリンダの移動速度v2をb領域の移動速度v1より速くする。従って、引抜鋼管は速い移動速度v2で引き抜かれることでd領域においては肉厚勾配にダレが生じなくなる。
(もっと読む)
伸線装置及び素線の製造方法
【課題】メンテナンス作業の簡易化を図りつつ、母線材の材質、目的となる仕上り線径等に応じて、線材の縮径変形度合の調整変更に容易に対応できるようにすること。
【解決手段】線材供給部22と、線材引取部26と、第1キャプスタン機構部30と、第2キャプスタン機構部40とを備える。第1キャプスタン機構部30は、複数の第1キャプスタン32(1)・・・32(8)と、1つの第1回転駆動源34と、第1回転駆動源34の回転駆動力を各第1キャプスタンに伝達する第1回転伝達機構部36とを有し、第2キャプスタン機構部40は、複数の第2キャプスタン42(9)・・・42(15)と、各第2キャプスタンを個別に回転駆動する複数の第2回転駆動源44とを有している。各第1キャプスタン32(1)・・・32(8)及び各第2キャプスタン42(9)・・・42(15)間にダイス60が設けられている。
(もっと読む)
サスペンションワイヤ
【課題】ベリリウム銅を用いたサスペンションワイヤと同等の引張強さを有し且つベリリウムによる発ガン性などの危険性が無いサスペンションワイヤを提供する。
【解決手段】Cu−Ni−Si系合金(コルソン合金)の丸線(1a)に対して、伸線ダイス(135)により断面積減少率0.1%〜15%の引抜加工を加えるのと同時に引抜長1mm当たり1回転〜15回転で前記伸線ダイス(135)を回転させて直線矯正を加える。
【効果】ベリリウム銅を用いたサスペンションワイヤと同等の引張強さを有し且つベリリウムによる発ガン性などの危険性が無いサスペンションワイヤが得られる。
(もっと読む)
内面溝付管及びその製造方法
【課題】本発明は、熱伝導性能に優れ、小型化、軽量化を図ることができ、省資源化を実現することができる内面溝付管及びこのような内面溝付管を効率よく安定して製造することができる製造方法の提供を目的とする。
【解決手段】設置部50上を引抜方向へ移動可能な可動手段33と、該可動手段33と設置部50の間で加工荷重Pを測定可能で荷重検出手段35と、巻取りドラム36を兼ねた引抜手段16を補助する補助引抜手段17と、補助引抜手段17とともに可動手段33上に設置され、素管11aを加工する縮径手段13、及び、溝加工手段14とを備えた製造装置12を用いて、加工荷重をP(N)、溝加工手段通過後の管の軸方向に対する断面積、破断応力をそれぞれAC1(mm2)、σM(N/mm2)としたとき、Pが(AC1×σM)の0.5倍から0.9倍の間になるよう前記補助引抜手段17を制御することを特徴とする内面溝付き管の製造方法。
(もっと読む)
引抜プラグ及び引抜加工装置
【課題】管状ワークの外表面を高平滑面に加工することができる引抜プラグを提供する。
【解決手段】引抜プラグ30は、管状ワーク40の中空部40c内に配置されるとともにワーク40の内表面40bを加工するプラグ本体32を備える。プラグ本体32の表面におけるワーク内表面40bとの当接部33に、引抜方向Nと平行に延びた溝条部35が設けられている。
(もっと読む)
ローラダイス装置と絶縁コイルの製造方法及び巻き線装置
【課題】圧延素材が圧延部を通過するに伴って、圧延用周溝どうしが圧延部において溝幅方向に相対変位し難いローラダイス装置を提供する。
【解決手段】圧延用周溝17,18を外周面19,20の夫々に形成してある一対の圧延ローラ21,22と、圧延ローラ21,22を互いに平行なローラ軸芯周りで回転可能に支持する支持部とが備えられ、圧延用周溝17,18どうしがローラ径方向で互いに対向している空間が、圧延素材が通過する圧延部28に構成され、圧延ローラ21,22どうしのローラ軸芯に沿う方向での相対変位を規制可能な規制部30が、当該圧延ローラ21,22の外周面19,20に設けられている。
(もっと読む)
管状ワークの引抜加工方法
【課題】管状ワークの外表面を高平滑面に加工することができる管状ワークの引抜加工方法を提供する。
【解決手段】管状ワーク40の引抜加工方法は、管状ワーク40の外表面40a側を加工する引抜ダイス20と、ワーク40の中空部内に配置されるとともにワーク40の内表面40b側を加工する引抜プラグ30とを用いた方法であり、ワーク40が引抜ダイス20から離れたのち引抜ダイス20に再接触する材料流動を示す。ワーク40が引抜ダイス20から離れるワーク離れ位置Kとワーク40が引抜ダイス20に再接触するワーク再接触位置Mとの間におけるワーク40の最小外径をd1、引抜加工後のワーク40の外径をd3とするとき、次式(1)を満足するようにワークを引抜加工する。
0.95<d1/d3<1.1 …(1)
(もっと読む)
スチールワイヤの製造方法
【課題】安定した品質のゴム物品補強用スチールワイヤを得ることができるスチールワイヤの製造方法を提供する。
【解決手段】湿式伸線によるスチールワイヤの製造方法において、伸線前にスチールワイヤ表面に樹脂被膜層を形成する。前記樹脂被膜層の形成に用いる樹脂材料のバルクでの硬度がロックウェル硬度Mスケールで40〜90の範囲であることが好ましく、また、前記樹脂被膜層の厚みが伸線前の元スチールワイヤの線径Dに対して、D/1000以上であることが好ましく、さらに、前記樹脂被膜層は熱可塑性樹脂よりなることが好ましい。
(もっと読む)
管状ワーク用引抜加工装置
【課題】管状ワークの外表面を高平滑面に加工することができる管状ワーク用引抜加工装置を提供する。
【解決手段】引抜加工装置10は引抜ダイス20と引抜プラグ30を具備する。引抜ダイス20は、ワーク40が縮径加工されながら離れる第1曲面部1Cと、第1曲面部1Cにおけるワーク離れ位置Kよりも内側且つ下流側に配置されたダイスベアリング部2Bと、ダイスベアリング部2Bの上流端Fに滑らかに連なる第2曲面部2Cを有する案内部2Dと、を備える。案内部2Dは、第1曲面部1Cから離れたワーク40と再接触して該ワーク40を縮径加工しながらダイスベアリング部2Bへ案内するものである。引抜プラグ30は、ダイスベアリング部2Bの長さL4よりも短いプラグベアリング部3Bを備える。プラグベアリング部3Bは、ダイスベアリング部2Bに対応する位置に配置される。
(もっと読む)
マグネットワイヤ用銅線の製造方法及びマグネットワイヤ用銅線並びにマグネットワイヤ
【課題】皮剥ぎ加工前の伸線加工の加工度を最適化することで、樹脂被覆層の膨れ等の欠陥を低減したマグネットワイヤを提供する。
【解決手段】銅溶湯12を連続的に引き上げて鋳造線材18を形成し、鋳造線材18をダイス21を用いて皮剥ぎ加工してマグネットワイヤ用銅線25を得るマグネットワイヤ用銅線の製造方法であって、鋳造線材18を加工度30〜40%で伸線加工した後に皮剥ぎ加工する。
(もっと読む)
線材の製造方法
【課題】材質が難加工鋼からなる線材の製造方法の提供。
【解決手段】本発明に係る線材の製造方法は、
(1)ビレットに圧延が施され、材質が難加工鋼である線素材が得られる工程、
及び
(2)引張強さ1700MPa以上の材質のダイスで、この線素材が引き抜き加工される工程を含んでおり、この難加工鋼は、7質量%以上のNiを含む鋼である。
好ましくは、この製造方法では、上記引き抜き加工される線素材の加工速度は、30m/min以上90m/min以下である。
(もっと読む)
1 - 20 / 46
[ Back to top ]