
Fターム[4F071CD02]の内容
Fターム[4F071CD02]に分類される特許
21 - 40 / 52
ポリアミド樹脂組成物
【課題】高い溶着強度を有するポリアミド樹脂組成物を提供する。
【解決手段】ポリアミド樹脂(A)100重量部に対して、無機充填材(B)を20〜80重量部、塩化リチウム(C)を0.01重量部以上0.5重量部未満の範囲で配合し、さらに塩化リチウム(C)を水に溶かして配合することにより、樹脂組成物内に均一に分散可能となり、外観と振動溶着強度に優れたポリアミド樹脂組成物を得ることができる。
(もっと読む)
レーザー溶着用熱可塑性樹脂組成物およびそれからなる成形品ならびに複合成形体
【課題】レーザー透過性、レーザー溶着性、機械特性、低そり性だけでなく、高流動性をも併せ持つ熱可塑性樹脂組成物およびそれからなる成形品をレーザー溶着した複合成形体を提供する。
【解決手段】(A)ポリエステル樹脂50〜95重量%と(B)非晶性樹脂50〜5重量%を配合してなり、(A)と(B)の合計量100重量部に対し、(C)3つ以上の官能基を有する多官能性化合物を0.01〜5重量部、(D)無機充填剤1〜120重量部を配合してなるレーザー溶着用熱可塑性樹脂組成物。
(もっと読む)
ガス除去フィルタおよびガス除去フィルタユニット
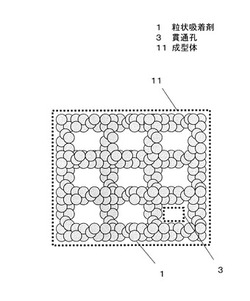
【課題】吸着剤の脱落が少なく、高通気性かつ長寿命のガス除去フィルタが必要とされている。
【解決手段】本発明のガス除去フィルタは、粒状吸着剤1を粉末状ホットメルト樹脂7で連結して得られた成型体11の上流面4、下流面5のうち少なくとも一方の面が、粉末状ホットメルト樹脂からなる連結体12で被覆されていることを特徴とするものである。接着強度が他の部分より弱く粒状吸着剤1の脱落の原因となる上流面4、下流面5のうち少なくとも一方の面を粉末状ホットメルト樹脂からなる連結体12が被覆しているため、ガス除去フィルタからの粒状吸着剤1の脱落を少なくするという作用を有するとともに、成型体11を直接触らずにガス除去フィルタを扱うことができるため、取り扱い時にガス除去フィルタを汚染する可能性を低くすることができる。
(もっと読む)
多層構造物
本発明は、ポリアミド部分または層をポリエステル部分または層に接着するための方法またはプロセス、ならびにポリアミド材料から製造された第1の部分または層と、ポリエステル材料から製造された部分または層とを含んでなる多層構造物および多成分部分に関する。ポリエステル材料は、ウレタン結合を含んでなる熱可塑性ポリエステル、および/またはポリウレタンエラストマーおよび熱可塑性ポリエステルを含んでなる。 (もっと読む)
複合成形体及びその製造方法
【課題】簡便な方法により、互いに性質の異なるポリアミド系樹脂部材と熱可塑性ポリウレタン系樹脂部材とを直接的かつ強固に接合する。
【解決手段】ポリアミド系樹脂で構成された樹脂部材と、熱可塑性ポリウレタン系樹脂で構成された樹脂部材とが直接接合した複合成形体において、前記ポリアミド系樹脂として、特定の脂肪族環を有するポリアミド成分で構成されたポリアミド系樹脂を用いる。前記脂肪族環を有するポリアミド成分は、脂環族ポリアミド系樹脂及び脂環族ポリアミドエラストマーから選択された少なくとも一種であり、かつ前記ポリアミド系樹脂を構成する全ポリアミド成分において、脂環族モノマー残基と他のモノマー残基との割合(モル比)が、前者/後者=1.2/98.8〜0.1/99.9である。前記複合成形体は、ポリアミド系樹脂及び熱可塑性ポリウレタン系樹脂の少なくともいずれか一方を加熱し、両者を接合することにより製造できる。
(もっと読む)
異なるポリアミド成形材料からなる成形部材の接合
PA11及び/又はPA12成形材料それぞれからなる2つの成形部材を接合するための成形材料は、少なくとも50質量%のポリアミド成分を含み、これは、直鎖脂肪族ジアミン及びジカルボン酸もしくはラクタム又はω−アミノカルボン酸から製造可能であるように選択され、その際、繰り返し単位中にカルボアミド基につき11〜12個の炭素原子が存在し、且つその際、このポリアミド成分は更に最大80質量%までそれぞれポリアミドPA11及びPA12の1つを含む。これによって、PA11成形部材並びにPA12成形部材のためのより堅固な溶接結合が得られる。 (もっと読む)
レーザー溶着用ポリエステル樹脂組成物及びそれを用いた成形品

【課題】機械的強度が高く、耐加水分解性、レーザー溶着特性に優れたレーザー溶着用ポリエステル樹脂組成物及び、レーザー溶着により強固に接着した成形品を提供する。
【解決手段】(a)ポリエステル樹脂100重量部に対し、(b)樹脂被覆されたガラス繊維0.1〜100重量部と、(c)グリシジル基を有する熱硬化性樹脂0.1〜100重量部を配合してなるレーザー溶着用ポリエステル樹脂組成物。該樹脂組成物からなる厚み1.5mm±0.1mmの成形品の、波長960nmにおける光線透過率は10%以上である。このレーザー溶着用ポリエステル樹脂組成物(I)からなる部材と、レーザー吸収性を有する樹脂組成物(II)からなる部材を、樹脂組成物(I)からなる部材側からレーザー光を照射して溶着させる工程を含む成形品の製造方法。
(もっと読む)
レーザー溶着用ポリエステル樹脂組成物及びそれを用いた成形品
【課題】機械的強度が高く、耐加水分解性、レーザー溶着特性に優れたレーザー溶着用ポリエステル樹脂組成物及び、レーザー溶着により強固に接着した成形品を提供する。
【解決手段】(a)ポリエステル樹脂100重量部に対し、(b)樹脂被覆されたガラス繊維0.1〜100重量部と、(c)エポキシ化合物0.1〜100重量部を配合してなるレーザー溶着用ポリエステル樹脂組成物。該(c)エポキシ化合物の軟化点又は融点が30〜200℃で、エポキシ当量が100〜10000g/eq.であり、該樹脂組成物からなる厚み1.5mm±0.1mmの成形品の、波長960nmにおける光線透過率は10%以上である。このレーザー溶着用ポリエステル樹脂組成物(I)からなる部材と、レーザー吸収性を有する樹脂組成物(II)からなる部材を、樹脂組成物(I)からなる部材側からレーザー光を照射して溶着させる工程を含む成形品の製造方法。
(もっと読む)
複合成形体および複合成形体の製造方法
【課題】オレフィン系熱可塑性エラストマー成形体同士が十分な強度で融着されてなる複合成形体および複合成形体の製造方法を提供すること。
【解決手段】シクロヘキサン抽出分が5重量%未満であり、圧縮永久歪が35%未満であるオレフィン系熱可塑性エラストマー組成物(A')を含有するオレフィン系熱可塑性エラストマー成形体(A)と、非共役ジエンの単位の含有量が6〜15wt%であるエチレン・α−オレフィン・非共役ジエン共重合体ゴム(b−1)100重量部あたり、鉱物油系軟化剤(b−2)40〜150重量部、オレフィン系樹脂(b−3)5〜150重量部、架橋剤(b−4)0.01〜20重量部を配合して動的に熱処理することにより得られるオレフィン系熱可塑性エラストマー組成物(B’)を含有するオレフィン系熱可塑性エラストマー成形体(B)とが融着されてなることを特徴とする複合成形体。
(もっと読む)
黒色のレーザー溶着用ポリエステル樹脂組成物およびこれを用いた成形品
【課題】レーザー溶着特性に優れたポリエステル樹脂組成物および、レーザー溶着により強固に接着した成形品を提供する。
【解決手段】(a)ポリエステル樹脂100重量部に対し、(b)強化充填材0〜100重量部、(c)紫色の着色剤0.01〜1重量部、(d)サリチル酸アミド構造を有する化合物0.01〜5重量部配合してなる、黒色のレーザー溶着用ポリエステル樹脂組成物。
(もっと読む)
樹脂成形体の表面改質方法及び表面改質樹脂成形体
【課題】樹脂成形体の表面特性をあまり劣化させることなく改質し得る表面改質方法及びこれにより得られる樹脂成形体、並びにこの樹脂成形体を用いた接合体で、接合強度に優れる樹脂接合体を提供すること。
【解決手段】分子中にC−H結合を1個以上有する樹脂材料から成る樹脂成形体の表面の少なくとも一部をレーザー照射により表面改質する方法である。分子中に酸素原子を1個以上含む酸素原子含有化合物の存在下、樹脂成形体の表面の少なくとも一部に、波長500〜1,100nmのレーザー光を照射強度10〜30,000W/mm2で直接的又は間接的に照射する。成形体表面の少なくとも一部を溶融させて凹凸形状を形成し、且つ表面酸化する。
(もっと読む)
レーザー光を用いて溶着させる工程を含む複合成形品の製造方法及び複合成形品
【課題】機械的強度が良好でレーザー溶着特性に優れた繊維強化熱可塑性樹脂成形品をレーザー光を用いて溶着させる工程を含む複合成形品の製造方法及び、該製造方法により強固に接着した複合成形品を提供する。
【解決手段】(a)熱可塑性樹脂100重量部に対し、(b)強化繊維10〜150重量部を含有してなる繊維強化熱可塑性樹脂組成物(A)からなる成形品において、その成形品中の(b)強化繊維の重量平均繊維長が0.7〜10mmであることを特徴とするレーザー溶着用繊維強化熱可塑性樹脂成形品と熱可塑性樹脂組成物(B)からなる部材を、レーザー光を用いて溶着させてなる工程を含む複合成形品の製造方法。
(もっと読む)
熱接着用基材、およびそれを用いたプリフォーム
【課題】接着性および加工性に優れた熱接着用基材に関するものであり、各種部材、特にポリカーボネート樹脂部材のホットメルト接着性に優れた熱接着用基材、およびそれを用いたプリフォームを提供する。
【解決手段】1種または2種以上のポリエステル樹脂からなり、融点Tmが120℃≦Tm≦180℃であって、温度(Tm+10)℃で直径20mmのパラレルプレートによる発生トルク0.005Jにおける溶融粘度η1が500≦η1≦2,000Pa・sであるポリエステル樹脂を含む熱可塑性樹脂組成物からなる熱接着用基材であって、目付が5〜100g/m2である、ポリエステル樹脂またはポリカーボネート樹脂を含む部材の接着に用いられる熱接着用基材。
(もっと読む)
樹脂とレーザー光線透過性着色剤とを含み、0.5〜1.2の透過率比(Tレーザー透過用黒色樹脂/T自然樹脂)を有するレーザー溶着用樹脂組成物。
【課題】レーザー溶着用に適した新規な樹脂組成物を提供することを目的とする。
【解決手段】樹脂とレーザー光線透過性着色剤とを含む、レーザー溶着用樹脂組成物であって、レーザー溶着用樹脂組成物は、レーザー光線透過性黒色着色剤を含有する状態での940nmのレーザー光に対するレーザー透過率をTレーザー透過用黒色樹脂、樹脂単独での940nmのレーザー光に対するレーザー透過率をT自然樹脂としたとき、Tレーザー透過用黒色樹脂/T自然樹脂が0.5〜1.2であり、レーザー光線透過性黒色着色剤が、アントラキノン染料またはモノアゾ錯体染料を含むことを特徴とするレーザー溶着用樹脂組成物である。
(もっと読む)
レーザー溶着用樹脂組成物およびそれからなる成形品
【課題】レーザー光線透過率が高く、耐衝撃性、耐熱性、耐冷熱性、レーザー溶着性に優れ、特に欠損部を伴うような成形品での耐冷熱性、さらに超急冷時の耐冷熱性を有するレーザー溶着用樹脂組成物を提供すること。
【解決手段】(A)ポリブチレンテレフタレート系樹脂50〜99重量%と、(B)ポリカーボネート樹脂1〜50重量%を配合してなり、さらに(A)成分および(B)成分の合計量100重量部に対して、(C)スチレンとブタジエンとの共重合物であるスチレン系エラストマを1〜25重量部、ならびに(D)無機充填材および有機系充填材から選択される少なくとも1種を1〜200重量部配合してなり、かつ(A)成分と(B)成分が構造周期0.001〜0.4μmの両相連続構造、または粒子間距離0.001〜0.4μmの分散構造を形成していることを特徴とするレーザー溶着用樹脂組成物。
(もっと読む)
生分解性樹脂部材の接合方法
【課題】廃棄に伴う問題がなく、且つ接合力が向上し、短時間で接合できる生分解性樹脂部材の接合方法を提供すること。
【解決手段】ポリ乳酸を主成分とする生分解性樹脂部材の間に、ポリ乳酸を主成分とする接着シートを、前記生分解性樹脂部材と前記接着シートの接する界面を加熱した状態で配置する、生分解性樹脂部材の接合方法である。生分解性樹脂部材はポリ−D−乳酸を主成分とする場合、接着シートはポリ−L−乳酸を主成分とし、生分解性樹脂部材がポリ−L−乳酸を主成分とする場合には、接着シートはポリ−D−乳酸を主成分とする。
(もっと読む)
修飾された連続気泡発泡体を含む洗浄用具
本発明は、5〜1,000kg/m3の範囲内の密度及び1μm〜1mmの範囲内の平均孔直径を有する修飾された連続気泡発泡体(2)を含み、未修飾の連続気泡発泡体の重量を基準として1〜2,500重量%の範囲内の量でポリスチレン、スチレンコポリマー類、ポリブタジエン、ブタジエンコポリマー類、ポリビニルエステル類、ポリビニルエーテル類、(メタ)アクリル酸と少なくとも1つの(メタ)アクリレートからのコポリマー類、ポリウレタン類、ポリエチレン及びそのワックス誘導体類、ポリプロピレン及びそのワックス誘導体類、ポリエチレンコポリマー類、ポリプロピレンコポリマー類及びエチレン−プロピレン−ジエンコポリマー類並びにそれらの組合せから選択された、少なくとも1種の非水溶性ポリマー(b)を含み;スチレン−アクリロニトリル−C1〜C10−アルキル(メタ)アクリレート三元共重合体類、スチレン−ブタジエン−n−ブチルアクリレート三元共重合体類及びスチレン−無水マレイン酸コポリマー類を除くことを条件とした、洗浄用具に関する。  (もっと読む)
(もっと読む)
レーザー溶着用ポリエステル樹脂組成物およびこれを用いた成形品
【課題】熱安定性が良好でレーザー溶着特性に優れた強化ポリエステル樹脂組成物及び、レーザー溶着により強固に接着した成形品を提供する。
【解決手段】(a)ポリエステル樹脂100重量部に対し、
少なくとも、(b)23℃の屈折率が、1.560〜1.600である強化充填材1〜150重量部を配合してなるレーザー溶着用ポリエステル樹脂組成物。
(もっと読む)
複合成形体
【課題】 柔軟性に富み、耐熱変形性、成形加工性に優れたエラストマーを含む熱可塑性樹脂組成物の成形体と、ポリアセタール樹脂からなる成形体との複合成形体の提供。
【解決手段】 下記熱可塑性樹脂組成物からなる成形体とポリアセタール樹脂からなる成形体とを熱融着する。(a)芳香族ビニル化合物を主体とする重合体ブロックAの2個以上と、共役ジエン化合物を主体とする重合体ブロックBの1個以上とからなるブロック共重合体の共役ジエンブロックを水素添加して得られる水添ブロック共重合体からなるエラストマー100重量部に対し(b)ゴム用軟化剤5〜300重量部、(c)有機過酸化物0.01〜3重量部、(d)官能基を有するポリブタジエン1〜80重量部を含有する組成物を溶融混練して得られる熱可塑性エラストマー組成物100重量部と、ポリアセタール樹脂10〜1500重量部とを含有する。
(もっと読む)
電磁線による溶着法
2つの互いに直接に溶着不可能な成形部材AとBは、フィルムCの第1の表面の材料が成形部材Aの材料と相容性であり、該フィルムの第2の表面の材料が成形部材Bの材料と相容性である場合およびフィルムCまたは該フィルムCと接触する表面領域が電磁線を吸収する場合には、フィルムCにより互いに溶着されることができる。この溶着は、フィルムCの第1の表面を成形部材Aと接触させ、フィルムCの第2の表面を成形部材Bと接触させ、電磁線を入射することにより実施される。 (もっと読む)
21 - 40 / 52
[ Back to top ]