
Fターム[4F072AA04]の内容
強化プラスチック材料 (49,419) | 材料の全体的特徴 (6,023) | 補強材 (2,612) | 連続長の繊維補強材 (1,534)
Fターム[4F072AA04]に分類される特許
1,461 - 1,480 / 1,534
光硬化性プリプレグテープおよびその硬化方法
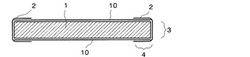
【課題】 被着体形状への追従性および被着体への密着性と、常温保存時の形態安定性が両立した施工時の取扱い性に優れた光硬化性プリプレグテープを提供する。
【解決手段】 繊維強化材に光重合開始剤を含む光硬化性樹脂組成物を含浸、増粘させることによって得られる光硬化性プリプレグテープ1の、側面から表面にかけて樹脂膜2で被覆されてなり、樹脂膜1が、少なくとも光硬化性プリプレグテープ1側面近傍部において長手方向の引き裂き性を有することを特徴とする。
本発明の光硬化性プリプレグテープの硬化方法は、上記の光硬化性プリプレグテープ1において、被着体へ接着させる面の樹脂膜2を剥がす際に、該プリプレグテープ1側面近傍部の樹脂膜2を引き裂きながら剥がして被着体に貼付け、光を照射して接着硬化させることを特徴とする。
(もっと読む)
結合されたストランドを有するシート状成形材料
本発明は、熱硬化性樹脂と、該熱硬化性樹脂に可溶性の溶剤によって結合された繊維構造体とを含むシート状成形材料に関する。高温圧縮成形による複合体の製造の際、バインダーが溶解して繊維構造体の繊維を自由にし、構造体が流動して複合体を製造するための型全体を満たすことが可能となる。連続ストランド又はチョップトストランドを含有する繊維構造体を使用することができる。バインダーによって、繊維構造体がシート状成形材料に組み込まれる前に、繊維構造体を取り扱い、巻き上げ及び貯蔵することが可能となる。 (もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 長繊維強化熱可塑性樹脂ロッドの冷却効果を高めると共に、水分過多による樹脂の劣化を抑え、更には、冷却不足による装置への溶融樹脂の付着を抑制し、装置運転トラブルを防止できる長繊維強化熱可塑性樹脂成形材料の製造方法及び、その製造装置を提供する。
【解決手段】 長繊維強化熱可塑性樹脂成形材料の製造工程における冷却工程として、前記長繊維強化熱可塑性樹脂ロッドに水滴を噴霧した後、エアを吹き付け前記長繊維強化熱可塑性樹脂ロッドの冷却を行うことを特徴とし、エアの吹付けは前記長繊維強化熱可塑性樹脂ロッドの上部から、垂直下方向より進行方向側に角度をつけて行うことが好ましい。
(もっと読む)
保護フィルム付光硬化性プリプレグシート

【課題】 加熱によりプリプレグ化され、酸素が劣化抑制剤として作用する光硬化性ラジカル重合型樹脂組成物1と、補強繊維または金属網2とで構成された光硬化性プリプレグシート3を表裏2枚の保護フィルム4,5間に挟み込んだ保護フィルム付プリプレグシートについて、高温領域での加熱で迅速なプリプレグ化を行っても長期保管に耐えられるようにする。
【解決手段】 少なくとも一方の保護フィルム4または5を、厚さ20〜60μmのポリエステルフィルムとし、酸素透過性と、モノマーの揮散防止性と、湿度遮断性のバランスをとる。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法
【課題】 長繊維強化熱可塑性樹脂成形材料と、熱可塑性樹脂(希釈樹脂)と、その他の成形品用副材料とをドライブレンドした際、分級が生じにくく、成形品の製造時においてホッパー詰まりの原因となる該成形材料の割れが極めて生じにくい長繊維強化熱可塑性成形材料の製造方法を提供する
【解決手段】 複数本の補強用繊維を並列させて熱可塑性樹脂を含浸させる含浸工程と、こうして得られた長繊維強化熱可塑性樹脂ロッドを回転式の切断刃を有する切断装置で切断するカッティング工程とを有する長繊維強化熱可塑性樹脂成形材料の製造方法であって、前記カッティング工程において、前記長繊維強化熱可塑性樹脂ロッドの温度を、50℃〜(前記熱可塑性樹脂の融点−10℃)に調整し、前記回転式の切断刃の周速を200m/分以下として、切断片長(L)3〜6mmに切断する。
(もっと読む)
フッ素化ポリマーを含む撥水性ガラス繊維バインダー
ポリカルボキシポリマー、ポリオールおよびフッ素化ポリマーを含むガラス繊維バインダー組成物が提供される。また、このバインダーは、好ましくはリン含有有機酸のアルカリ金属塩である触媒を含む。得られたバインダーは、最小の加工困難性と最小の吸水性を示すガラス繊維製品を提供する。 (もっと読む)
エポキシ樹脂組成物
【課題】樹脂のフローコントロールと、耐熱性・靱性をすべて満足させる樹脂組成物およびその樹脂組成物を用いて得られるプリプレグ、繊維強化複合材料を提供することである。
【解決手段】下記の[A]〜[F]を必須成分とし、[B]成分が全エポキシ樹脂100重量部中45重量部以下であることを特徴とするエポキシ樹脂組成物である。
[A]ナフタレン環、オキサゾリドン環、ジシクロペンタジエン基、ビフェニル基の少なくとも1種以上を有する3官能未満のエポキシ樹脂
[B]3官能以上のエポキシ樹脂
[C]熱可塑性樹脂
[D]芳香族ポリアミン硬化剤
[E]ジシアンジアミド
[F]ジシアンジアミドの硬化促進剤
(もっと読む)
硬化性樹脂組成物
【課題】反応性が適度で硬化速度および可使時間のバランスに優れ、かつ、硬化物の柔軟性および強度特性に優れ、更に、航空機用部材等に好適に用いることができる硬化性樹脂組成物の提供。
【解決手段】ウレタンプレポリマーと、エポキシ基含有化合物と、芳香族アミン化合物とを含有する硬化性樹脂組成物であって、前記ウレタンプレポリマーのイソシアネート基が、芳香環に含まれない第二級または第三級炭素原子に結合している、硬化性樹脂組成物。
(もっと読む)
放射線硬化用樹脂組成物及びそれを用いたプリプレグ
【課題】反応性に優れた放射線硬化用樹脂組成物、及びこの樹脂と繊維強化材とからなる、特に航空・宇宙分野で利用可能な複合材料・部材を成形するための、プリプレグを提供することを目的とする。
【解決手段】開環生成物と比較して塩基性が高い環状官能基を有する樹脂(A)の50〜99重量%と、環状モノマーとしての歪エネルギーが80kJ/mol以上の化合物を官能基として有する樹脂(B1)、及び/又は、開環生成物と比較して塩基性が高い環状官能基を有する樹脂であって且つ樹脂(A)よりも相対的に低粘度の樹脂(B2)の50〜1重量%の組み合わせからなる樹脂成分と、この樹脂成分1kg当たり0.005〜0.5モルの特定式で表されるホウ素系ジアリルヨードニウム塩である重合開始剤(C)とからなる放射線硬化用樹脂組成物、及びかかる樹脂組成物を繊維強化材に含浸せしめて得られるプリプレグによって達成される。
(もっと読む)
長繊維強化熱可塑性樹脂構造体とその成形体及びその製造方法
【課題】
本発明の目的は、金属長繊維を含有せる樹脂構造体であって、その物理的強度を高め、しかも成形体への応用を可能にすることにある。
【解決手段】
金属繊維が2〜45重量%であり、少なくとも他の1種の繊維が10〜60重量%含み、いずれの繊維も繊維長3〜100mmであり、しかも略並行に配列された長繊維強化熱可塑性樹脂構造体を提供することであり、金属繊維と少なくとも1種の他の繊維を引きながら開繊し、熱可塑性樹脂を溶融状態で含浸させることによるものである。
(もっと読む)
植物系天然繊維収束体および植物系天然繊維収束体を用いた複合樹脂
【課題】植物系天然繊維を収束処理することで嵩高さを解消し、複合化に際して取り扱いを容易にする植物系天然繊維収束体を提供すること。
【解決手段】植物系天然繊維を引き揃えた状態で収束を保持するようにバインダー樹脂で固めた後、ペレット状に切断した植物系天然繊維収束体。
【効果】本発明により、複合作業性の良好な植物系天然繊維収束体を得ることが出来、これを各種樹脂と複合化することにより植物系天然繊維強化複合材料を容易に得ることが出来る。
(もっと読む)
植物繊維強化プラスチック成形品
本発明は、ガラス繊維強化プラスチック成形品と同等以上の各種物性値を有し、かつ、焼却処理が容易で繊維微粉末により人体へ悪影響を及ぼさない植物繊維強化プラスチック成形材料及びそれを用いて得られる繊維強化プラスチック成形品に関する。本発明の植物繊維強化プラスチック成形材料は、アミンオキシドを溶媒に使って木材パルプを紡糸した繊維と、熱硬化性樹脂とを主成分とする繊維強化プラスチック成形用材料である。本発明の植物繊維強化プラスチック成形品は容器、銅張り積層板、建築用内装板材、マネキン、スポーツ用品等に使用できる。 (もっと読む)
ニアネットシェイププリプレグ
複雑な形状の構造用複合部品の製造に使用するのに適当な二次元及び三次元ニアネットシェーププリプレグの製造方法であって、(a)小孔スクリーンの一方の面に位置する繊維を保持する真空手段をその反対側の面に配置させた小孔スクリーンの前記一方の面に少なくとも13容積%の強化用繊維を堆積させ;(b)前記小孔スクリーンの前記強化用繊維と同じ側の面に樹脂マトリックス材料を堆積させ(前記小孔スクリーンの反対側の面に配置させた真空手段が前記スクリーンの前記一方の面の適所に繊維と共に樹脂マトリックス材料を保持する);(c)前記スクリーンの表面において前記樹脂マトリックス材料を前記繊維に接着できるように充分に前記樹脂マトリックス材料を加熱し;そして、(d)ニアネットプリプレグが形成されるように、前記樹脂及び繊維構造体を冷却する
ことを含んでなる方法。プリプレグを圧縮成形用金型中に入れ、加熱及び圧密化して、均一な複合部品を製造する。
(もっと読む)
FRPプレス成形用模様付けシート
【課題】断熱性に優れた模様付きFRP成形品を簡便に製造することができるFRPプレス成形用模様付けシートを提供する。
【解決手段】模様付けした樹脂含浸不織布1の表面に、フィルム2が積層されたFRPプレス成形用模様付けシートAにおいて、模様付けした樹脂含浸不織布1に中空ビーズBが含有されていることとする。この中空ビーズの含有率は、その樹脂に対して20〜30質量%の範囲であり、好適にはガラスビ−ズである。
(もっと読む)
樹脂コーティングされた繊維強化シートを作製するための方法
樹脂コーティングされた繊維強化シートを無溶媒作製するための方法が提供される。この方法は、(i)織布または不織布から選択される基材にコーティングパウダーを塗布する工程であって、前記コーティングパウダーを磁性粒子の存在下において摩擦によって帯電させた後、流動層および/または任意に1つ以上の混合ロールを用いて運搬し、そしてブラシドラムと前記基材を支える基材ロールとの間の電界を利用して、導電性または放電性シートと密着している前記基材上に移し、塗布する工程と、(ii)前記基材上に形成されたコーティングパウダーの層を融解および部分的に硬化させることによって、樹脂コーティングされた繊維強化シートを作製する工程とを含んでなる。 (もっと読む)
繊維強化樹脂部材及びその製造方法
【課題】
十分な機械的特性を維持することができるとともに、よりコストを低下させることができる繊維強化樹脂部材及びその製造方法を提供する。
【解決手段】
繊維強化樹脂部材10は、表層部16に長繊維12が集中的に配列しており、一方、中層部18には短繊維14が集中的に配列しているものである。表層部16に長繊維が12が集中的に配列されているので、曲げ強度を十分に維持しつつコストの低い繊維強化樹脂部材10を実現することができる。溶融粘度が比較的高い第1ベース樹脂20aに長繊維12が含まれた長繊維材料24と溶融粘度が比較的低い第2ベース樹脂20bに短繊維14が含まれた短繊維材料22とを混合した混同材料26を原料として射出成形することにより、このような繊維強化樹脂部材10を得ることができる。
(もっと読む)
1,4−ヒドロキノン官能性化ホスフィネート及びホスホネート
新規な1,4−ヒドロキノン誘導体化ホスフィネート及びホスホネートを提供する。ここに提供される新規な組成物は、重合体硬化剤及び難燃材として有用である。
(式中、R、R’は、夫々独立に同じか又は異なる1〜15個の炭素原子を含むアルキル、アラルキル、又はアリールである)。  (もっと読む)
(もっと読む)
繊維強化樹脂構造物、並びに、まくら木
【課題】 製作費用を低くしつつ、必要な強度を確保することができ、まくら木などに用いることのできる繊維強化樹脂構造物を提供する。
【解決手段】 本発明の繊維強化樹脂構造物であるまくら木1は、樹脂成形体A及び樹脂成形体Aよりも高強度な樹脂成形体Bを有し、これらが接合している。また、樹脂成形体Aは長繊維20を偏在させるように配置した状態で樹脂を固体化することによって成形されたものであり、樹脂成形体Bと接合される接合面10側ほど、長繊維20の配置密度が大きくなるように配置している。
(もっと読む)
樹脂製歯車
【課題】
高面圧で使用してもギア部が摩耗するおそれのない電動パワーステアリング装置等に使用される樹脂製歯車の提供。
【解決手段】
芯金の外周に一体的に設けられ且つ歯が形成された樹脂部から構成される樹脂製歯車において、前記樹脂部が、マトリックス樹脂組成物と強化材であるアラミド繊維連続シートとを含むと共に、前記アラミド繊維連続シートを所定の円柱体に所定の複数層で重ねて巻き付けた後マトリックス樹脂組成物液を含侵してから、成形した環状形状体であることを特徴とする。
(もっと読む)
プリプレグ用エポキシ樹脂、プリプレグ、繊維強化複合材料およびこれらの製造方法
従来のエポキシ樹脂組成物と比較して、低温でも短時間に硬化が完了し、かつ室温での保存においても、十分な使用可能期間を確保できる、プリプレグに好適に使用されるエポキシ樹脂組成物。エポキシ樹脂と分子内に少なくとも一つの硫黄原子を有するアミン化合物との反応生成物と分子内に少なくとも一つの硫黄原子を有するアミン化合物の少なくとも一つ、尿素化合物及びジシアンジアミドからなるエポキシ樹脂組成物であって、エポキシ樹脂組成物中の硫黄原子及び尿素化合物の含有率が、それぞれ0.2〜7質量%及び1〜15質量%であるエポキシ樹脂組成物。 (もっと読む)
1,461 - 1,480 / 1,534
[ Back to top ]