
Fターム[4F072AB06]の内容
強化プラスチック材料 (49,419) | 繊維状物質一般 (9,726) | 繊維状物質の材質 (5,762) | 有機繊維 (2,130) | 縮重合体の繊維(←ポリエステル) (1,265) | ポリアミド繊維(←アラミド繊維) (760)
Fターム[4F072AB06]に分類される特許
121 - 140 / 760
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
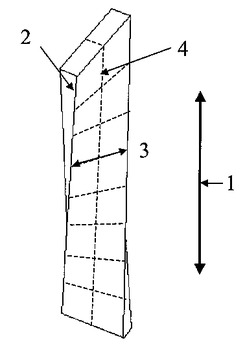
【課題】強度および剛性の高い連続繊維複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる構造体であって、骨格線と交差する折り目を境界として連結された複数の部分面が連続した構造からなり、陪法線ベクトル角度について特定の関係を満足する特定の捩れ、さらに好ましくは特定の曲率を有することを特徴とする連続繊維複合材料構造体。
(もっと読む)
プリプレグ繊維の製造方法および製造装置

【課題】ボイドや毛羽立ちの発生が抑制されたプリプレグ繊維を提供する。
【解決手段】繊維束20の搬送に応じて回転するように軸支された含浸装置24を繊維束20が通過する際に樹脂液が含浸され、プリプレグ繊維が作製される。含浸装置24は、繊維束20と接触する繊維束接触面35を有する円筒形状の繊維束含浸部34と、繊維束含浸部34の内側に配置され、樹脂液を貯留するための貯液部32と、を含む。繊維束含浸部34は、貯液部32と連通し、含浸装置24の回転に応じて樹脂液が吐出される複数の樹脂液吐出孔54を有し、樹脂液吐出孔54から吐出された樹脂液が、繊維束接触面35の近傍を通過する繊維束20に含浸される。
(もっと読む)
プリプレグの製造装置およびプリプレグの製造方法
【課題】繊維束への樹脂含浸量および繊維束の拡幅量を向上することができるプリプレグの製造装置を提供する。
【解決手段】繊維束にマトリックス樹脂を含浸させてプリプレグを製造するプリプレグの製造装置であって、繊維束にマトリックス樹脂を塗布するための樹脂塗布手段と、繊維束を加圧するための一対の加圧ローラと、一対の加圧ローラの少なくとも一方を加圧ローラの回転軸に対して直交方向に往復駆動させる往復機構と、を有するプリプレグの製造装置である。
(もっと読む)
強化繊維シート材
【課題】 十分な強度を有しつつも、ドレープ性に優れ、ロール解舒時のカール現象を抑制することができる強化繊維シート材を提供すること。
【解決手段】 強化繊維からなる鎖編地糸1により編成された鎖組織Wを、所定のウェール間隔に沿って複数列形成する一方、
この鎖組織Wのループ組織内または当該鎖組織W・W間において、強化繊維からなる補強挿入経糸2を経方向に沿って直進的に挿入して、
かつ、強化繊維からなる補強挿入緯糸3を、所定のコース毎に振られて側方に並行する鎖組織Wに編絡させて、これら鎖組織W・W同士を勾引状態に接結して編み込むことによって、シート状経編地に構成するという技術的手段を採用した。
(もっと読む)
着色繊維強化複合材用基材及び着色繊維強化複合材
【課題】 発色性が高く、難着色性の強化繊維種を採用した場合にも対応可能で、小製造ロッドであっても採用可能な繊維強化複合材用基材を提供する。
【解決手段】 強化繊維cを一方向に引き揃えた強化繊維束にマトリックス樹脂を含浸させて形成した繊維強化基材2と、その繊維強化基材2の一面に接着している発色要素を備えたフィルム状の着色材3とからなる。フィルム状の着色材3を、繊維強化基材2の半(未)硬化面の接着性を利用して接着してある
(もっと読む)
新都市交通車両用空気入りラジアルタイヤ
【課題】タイヤ重量を低減でき、また、転がり抵抗を向上する上で有利な新都市交通車両用空気入りラジアルタイヤを提供すること。
【解決手段】新都市交通車両用空気入りラジアルタイヤ10は、カーカス層12と、ベルト層14とを含んで構成されている。ベルト層14は、3枚以上のベルトプライ16で構成されている。各ベルトプライ16は、ベルトコード1602とこのベルトコード1602を被覆するコード被覆ゴム1604とで構成されている。ベルトコード1602は、タイヤ赤道Cに対してほぼ0度の角度でスパイラル状に巻き回されている。ベルトコード1602は、弾性率10000MPa以上の高弾性有機繊維を重量分率で50%以上含んで構成された有機繊維からなり、ベルト層14で使用された高弾性有機繊維の量は、ベルト層14の50mm幅あたり75000texよりも大きい。
(もっと読む)
メタ型全芳香族ポリアミド短繊維
【課題】破断強度を有しつつ、高温処理時の寸法安定性に優れたメタ型全芳香族ポリアミドポリエーテルスルフォン被覆メタ型全芳香族ポリアミド短繊維を提供すること。
【解決手段】スキンコアを有さず緻密な凝固形態となるよう凝固浴の成分あるいは条件を適宜調節し、特定倍率の範囲内で可塑延伸を行い、さらに、その後の熱延伸工程を特定条件で実施して得られるメタ型全芳香族ポリアミド繊維を用いて、短繊維を得る。
(もっと読む)
繊維強化樹脂成形品、およびその製造方法
【課題】中空2を有するFRP1が中子3の引き抜きを容易に行うことができない形状であっても、コストアップすることなく中空2の形状を安定させて、表面品質を向上させるとともにマトリックス樹脂の注入圧を高めて成形サイクルを短縮する。
【解決手段】FRP1において、繊維強化樹脂部4の内側に中子3を残存させる。これにより、中子3を引き抜く必要がなくなるので、FRP1が中子3の引き抜きを容易に行うことができない形状であっても、FRP1を複数のパーツに分割する必要がなくなる。このため、設備コストやランニングコストを安価に抑えることができるので、コストアップすることなく中空2を有するFRP1を得ることができる。また、中子3を引き抜く必要がないので、中子3自身の剛性を高めたり、中空2に充填物を充填してRTM成形後に充填物を抜き出したりすることで、中空2の形状を安定させることができる。
(もっと読む)
メタ型全芳香族ポリアミド短繊維
【課題】破断強度を有しつつ、樹脂との接着性に優れたメタ型全芳香族ポリアミド短繊維を提供すること。
【解決手段】スキンコアを有さず緻密な凝固形態となるよう凝固浴の成分あるいは条件を適宜調節し、特定倍率の範囲内で可塑延伸を行い、さらに、その後の熱延伸工程を特定条件で実施して得られるメタ型全芳香族ポリアミド繊維を用いて、これに処理剤を適用してメタ型全芳香族ポリアミド短繊維を得る。
(もっと読む)
ゴム組成物
【課題】加硫によるメタ型全芳香族ポリアミド短繊維の強度低下を抑制し、加硫後の強度を維持することができるゴム組成物を提供する。
【解決手段】スキンコアを有さず緻密な凝固形態となるよう凝固浴の成分あるいは条件を適宜調節し、特定倍率の範囲内で可塑延伸を行い、さらに、その後の熱延伸工程を特定条件で実施して得られるメタ型全芳香族ポリアミド繊維から得られる短繊維を、ゴムに対して特定量配合する。
(もっと読む)
繊維強化熱可塑性樹脂の製造方法、該製造方法により得られた繊維強化熱可塑性樹脂およびこれを用いた成形品
【課題】ボイドなどの空隙が少なく、繊維含有率が良好で、繊維蛇行のない繊維強化熱可塑性樹脂の製造方法を提供する。
【解決手段】長繊維からなる強化繊維で構成される強化繊維シート10の一方の面に、熱可塑性樹脂からなる熱可塑性樹脂層11を配置し、前記強化繊維シート10の他方の面に、前記熱可塑性樹脂が溶融する温度で溶融しない材料からなる網状シート12を配置し、積層物を得る配置工程と、前記熱可塑性樹脂は溶融し、前記網状シート12は溶融しない温度で、前記積層物を加熱するとともに加圧して、前記熱可塑性樹脂を前記強化繊維シート10と前記網状シート12とに含浸する含浸工程を有する、繊維強化熱可塑性樹脂の製造方法。
(もっと読む)
回路基板用熱硬化性組成物
【課題】熱膨張率が低く、耐熱性及び導体回路との密着性に優れる熱硬化性組成物、並びに、それを用いたプリプレグ、積層板、樹脂シート、プリント配線板及び半導体装置を提供すること。
【解決手段】本発明による熱硬化性組成物は、(A)ビスマレイミド化合物と、(B)芳香族ジアミン化合物と、(C)フェノール系化合物とを含んでなることを特徴とする。
(もっと読む)
回路基板用熱硬化樹脂性組成物
【課題】熱膨張率が低く、耐熱性及び導体回路との密着性に優れる熱硬化性樹脂組成物、並びに、それを用いたプリプレグ、積層板、樹脂シート、プリント配線板及び半導体装置を提供する。
【解決手段】(A)1分子内に少なくとも2個のエポキシ基を有する化合物と、(B)1分子内に少なくとも2個のフェノール性水酸基を有する化合物と、(C)ビスマレイミド化合物と、(D)下記一般式で表されるホウ素塩とを含んでなる熱硬化性樹脂組成物。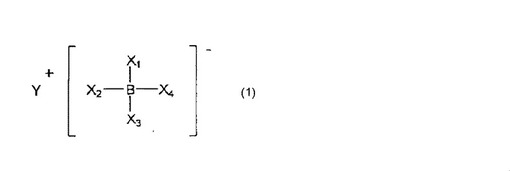 (もっと読む)
(もっと読む)
エポキシ樹脂前駆体組成物、プリプレグ、積層板、樹脂シート、プリント配線板および半導体装置
【課題】半導体パッケージの反りを抑え、プリント配線板の更なる薄型化に対応し得るエポキシ樹脂前駆体組成物を提供する。
【解決手段】エポキシ樹脂前駆体組成物は、下記式(1)で表されるエポキシ化合物の混合物と、芳香族ジアミン系硬化剤と、無機充填剤と、塩基性有機溶媒とを含んでなる。前記無機充填剤が平均粒子径10nmー150nmのシリカナノ粒子または平均粒子径1μm−10μmのシリコーンゴム粒子を含む。 (もっと読む)
(もっと読む)
樹脂組成物、Bステージフィルム、積層フィルム、プリプレグ、多層プリント配線板、及び多層プリント配線板の製造方法
【課題】Bステージフィルム又は硬化物層の厚さを均一にすることができ、更に硬化後の硬化物の表面を粗化処理したときに、粗化処理された表面の表面粗さを小さくすることができ、かつ硬化物と金属層との接着強度を高くすることができる樹脂組成物を提供する。
【解決手段】本発明に係る樹脂組成物は、ビスフェノールS型エポキシ樹脂と、シアネートエステル樹脂と、硬化促進剤と、重量平均分子量が5000以上である高分子量成分と、無機充填剤とを含む。上記ビスフェノールS型エポキシ樹脂100重量部に対して、上記シアネートエステル樹脂の含有量は15〜45重量部である。上記樹脂組成物中の上記無機充填剤を除く全成分の合計100重量%中、上記高分子量成分の含有量は0.4〜5重量%である。上記樹脂組成物100重量%中、上記無機充填剤の含有量は10〜85重量%である。
(もっと読む)
繊維強化樹脂積層体
【課題】不連続の強化繊維とマトリックス樹脂からなる繊維強化樹脂積層体に関し、特に、軽量、高剛性といった繊維強化樹脂の利点を保持しながら、吸収エネルギーに優れる繊維強化樹脂積層体を提供すること。
【解決手段】不連続の強化繊維(A)2,3、4とマトリックス樹脂(B)を有してなる繊維強化樹脂積層体1であって、該繊維強化樹脂積層体は、少なくとも積層単位(1)および(2)有しており、該積層単位(1)に含まれる強化繊維(A1)の屈曲度H1の平均が1.0以上1.1未満であり、該積層単位(2)に含まれる強化繊維(A2)の屈曲度H2の平均が1.1以上1.5以下であり、かつ、該積層単位(1)に含まれる強化繊維の体積分率V1が該積層単位(2)に含まれる強化繊維の体積分率V2よりも5%以上高い繊維強化樹脂積層体。
(もっと読む)
プリプレグおよびその製造方法、繊維強化樹脂成形体
【課題】繊維目付の大きな強化繊維基材と、速硬化性を有する樹脂を用いてなる一方向プリプレグにおいて、品質に優れ、スリット時の取扱い性も良く、成形サイクルに優れ、成形後の成形体内部のボイド発生率が少ない、幅方向の繊維目付バラツキが少ない一方向プリプレグを、比較的安価に提供すること。
【解決手段】フィラメント数が24,000〜60,000の強化繊維糸条と樹脂を有してなる一方向プリプレグであって、該プリプレグの単位面積当たりの繊維質量が400〜1,400g/m2、そのプリプレグの単位面積当たりの繊維質量の幅方向のバラツキが変動率で2.5%未満であり、110℃で1時間以内加熱し、硬化して得られる硬化物のガラス転移温度が100℃以上となる前記樹脂を、前記強化繊維糸条を有してなる強化繊維基材に含浸してなるものであって明細書に記載されるテープピール試験法にて測定された含浸性レベルが6.5以上の範囲にある一方向プリプレグ。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料の成形体製造時における形状賦形性および表面外観に優れるプレス成形方法および成形体を提供すること。
【解決手段】繊強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法において、工程(I)〜(IV)を含んでなるプレス成形方法。
工程(I):予め、シート状の成形材料を積層せしめた後、該成形材料を構成する熱可塑性樹脂の可塑化温度以上まで加熱し、かつ、該成形材料の最外層の温度(A)と、該成形材料の厚み方向の中心の温度(B)の温度差(ΔT=B−A)が20℃以上、100℃以下の範囲内となる温度に加熱する工程。
工程(II):可塑化温度まで加熱せしめた成形材料を搬送し、解放された所定の成形型へ配置する工程。
工程(III):前記成形型を型締めすることで成形材料を加圧冷却し、成形品を得る工程。
工程(IV):前記成形型を解放し、前記成形型から成形品を取り出す工程。
(もっと読む)
フッ素樹脂材の製造方法及びフッ素樹脂材
【課題】非粘着性能を大幅に改善するフッ素樹脂材を製造する方法及びそのフッ素樹脂材を提供すること。
【解決手段】非耐熱性繊維で構成される基材1をフッ素樹脂含有溶液中に浸漬して前記基材に前記フッ素樹脂含有溶液を含浸させる浸漬・含浸工程と、前記浸漬・含浸工程で前記フッ素樹脂含有溶液を含浸した前記基材を焼成して耐熱性を高める焼成工程と、を有し、前記基材の3次元形状を保持したフッ素樹脂材を製造することを特徴とする。
(もっと読む)
液晶ポリエステル含浸繊維シートの製造方法
【課題】寸法安定性に優れる液晶ポリエステル含浸繊維シートを製造する。
【解決手段】液晶ポリエステルとハロゲン原子を含まない非プロトン性溶媒とを含む液状組成物を、アラミド繊維から構成されるシートに含浸した後、前記溶媒を除去することにより、液晶ポリエステル含浸繊維シートを製造する。前記溶媒としては、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド及びN−メチルピロリドンが好ましく用いられる。前記シートとしては、織物が好ましく用いられる。
(もっと読む)
121 - 140 / 760
[ Back to top ]