
Fターム[4F072AB06]の内容
強化プラスチック材料 (49,419) | 繊維状物質一般 (9,726) | 繊維状物質の材質 (5,762) | 有機繊維 (2,130) | 縮重合体の繊維(←ポリエステル) (1,265) | ポリアミド繊維(←アラミド繊維) (760)
Fターム[4F072AB06]に分類される特許
41 - 60 / 760
繊維強化材を有する構造体、およびその製造方法
【課題】、熱成形可能で、軽量なシート材からなるスタンパブル成形が可能な繊維強化材を有する構造体を提供すること。
【解決手段】(A)繊維強化材と(B)熱可塑性樹脂からなり、(A)繊維強化材の単糸の長さが1〜50mm、太さが3〜1,000μmであり、(A)繊維強化材/(B)熱可塑性樹脂の重量比(重量%)が20〜95/80〜5、目付が40〜4,000g/m2であるエアレイド法よるウエブ層からなる、繊維強化材を有する構造体。
(もっと読む)
強化繊維基材、プリフォーム、繊維強化複合材料及び強化繊維基材の製造方法並びに繊維強化複合材料の製造方法
【課題】強化繊維基材を賦形して形成されたプリフォームの形体安定性を確保するために必要なバインダー機能と、プリフォームから製造される繊維強化複合材料の靭性強化機能とを有するバインダーの使用量を、粉末のバインダーを使用した場合に比べて減らす。
【解決手段】繊維強化複合材料の強化材となるプリフォーム17は、繊維束の表面が、主鎖にエポキシ樹脂骨格を有しかつ側鎖にヒドロキシ基、エステル基およびアミド基から選択される少なくとも1の基を備えた熱可塑性の樹脂組成物により膜状に被覆されている強化繊維基材11からなる。前記樹脂組成物は50%以上がフェノキシ樹脂からなる。
(もっと読む)
樹脂補強用有機繊維、および繊維補強熱可塑性樹脂
【課題】樹脂補強用繊維の熱可塑性樹脂への接着性、分散性を汎用かつ安価に向上させることによって、熱可塑性樹脂成型品の引張強度、曲げ剛性などの力学物性、熱寸法安定性、表面外観、耐久性および耐衝撃性に優れた有機繊維強化熱可塑性樹脂を提供する。
【解決手段】有機繊維の表面に、(A)熱硬化性樹脂と(B)結晶核剤を含む皮膜が有機繊維に対し1〜20重量%付与されており、かつ(A)と(B)との重量比率が(A)/(B)=99/1〜50/50の範囲である、樹脂補強用有機繊維、ならびにこの(イ)樹脂補強用有機繊維と、(ロ)熱可塑性樹脂を主成分とし、(イ)と(ロ)との混合重量比が5/95〜70/30である繊維強化熱可塑性樹脂。
(もっと読む)
樹脂組成物
【課題】誘電特性、熱膨張率を維持しながら、湿式粗化工程において絶縁層表面の算術平均粗さが小さく、その上に十分なピール強度を有するめっき導体層を形成することができる樹脂組成物を提供すること
【解決手段】エポキシ樹脂、リン原子を含有するフェノールエステル化合物、リン原子を含有するチオフェノールエステル化合物、リン原子を含有するN−ヒドロキシアミンエステル化合物、リン原子を含有する複素環ヒドロキシ基がエステル化された化合物、ホスファゼン系フェノール樹脂のベンゾイル化物、9,10-ジヒドロ-9-オキサ-10-ホスファフェナントレン10-オキシド系のベンゾイル化物等の反応活性の高いエステル基を有し、エポキシ樹脂の硬化作用を有するリン原子を含有する活性エステル硬化剤を含有する樹脂組成物。
(もっと読む)
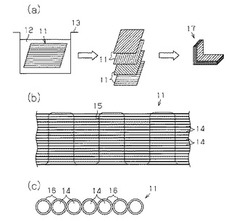
糸条、シート状の強化繊維基材、プリフォーム及び繊維強化複合材料の製造方法

【課題】シート状の強化繊維基材を賦形して形成されたプリフォームの形体安定性を確保するために必要なバインダーの使用量を、粉末のバインダーを使用した場合に比べて減らす。
【解決手段】糸条14を、熱可塑性のエポキシ樹脂を主成分とし、かつ収束剤及びバインダーの機能を兼ね備えた樹脂組成物のエマルジョンで処理、乾燥するサイジング処理により前記樹脂組成物の被膜16が表面に形成された糸条14が得られる。その糸条14で形成されたシート状の強化繊維基材17が積層された状態で賦形されてプリフォーム20が形成される。
(もっと読む)
樹脂補強用有機繊維、および繊維補強熱可塑性樹脂
【課題】樹脂補強用有機繊維のマトリックス成分である熱可塑性樹脂への接着性、分散性を汎用かつ安価に向上させることによって、引張強度、曲げ剛性などの力学物性、熱寸法安定性、表面外観、耐久性および耐衝撃性に優れた熱可塑性樹脂成型品を提供し得る、樹脂補強用有機繊維、さらにこれを用いた繊維補強熱可塑性樹脂を提供すること。
【解決手段】有機繊維の表面に、(A)1分子に少なくとも3つ以上のエポキシ基を有する多官能性エポキシ化合物、および(B)分子に炭素数3以上の炭化水素鎖ないしはポリエチレングリコール鎖を有し、かつ1分子に1つあるいは2つのエポキシ基を有する脂肪族エポキシ化合物を含む複合膜が0.1〜10重量%付与されてなり、かつエポキシ化合物の重量比が(A)/(B)=99/1〜70/30の範囲の樹脂補強用有機繊維、ならびにこの(イ)樹脂補強用有機繊維と、(ロ)熱可塑性樹脂を主成分とし、(イ)/(ロ)の重量割合が5/95〜70/30である、繊維補強熱可塑性樹脂。
(もっと読む)
プリプレグシート材及びその製造方法
【課題】本発明は、積層された複数の補強繊維シート層を一体形成するマトリックス樹脂に異なる熱可塑性樹脂材料からなる複数の樹脂領域を形成することで高品質で優れた特性を備えるプリプレグシート材及びその製造方法を提供することを目的とするものである。
【解決手段】プリプレグシート材は、補強繊維を引き揃えシート状に形成した補強繊維シート層1A〜1Cが層状に配列され、これらの補強繊維シート層を一体形成するマトリックス樹脂を備えている。マトリックス樹脂は、異なる熱可塑性樹脂材料からなる樹脂領域2及び3を備え、樹脂領域2及び3は層状に形成されている。補強繊維シート層1A及び1B並びに補強繊維シート層1B及び1Cの層間に熱可塑性樹脂材料からなる樹脂層2a及び2bが形成され、補強繊維シート層1A及び1Cの外側に樹脂層3a及び3bが形成され、各樹脂領域の境界部分が補強繊維シート層の内部に入り込んだ状態となっている。
(もっと読む)
引抜成形品の連続製造方法
【課題】本発明は、環状被重合成分を用いることで、強化繊維への含浸性が良好であり、かつ酸化による着色が少なく、力学特性に優れた熱可塑性樹脂含浸の引抜成形品の連続製造方法を提供する。
【解決手段】連続的に下記成分(A)を供給し、溶融させた下記成分(B)で満たされた引抜成形用金型を通過させて引抜成形品を製造する製造方法する際に、下記工程(I)に引き続き工程(II)を行うことと特徴とする引抜成形品の連続製造方法。
成分(A)強化繊維 10〜90重量%
成分(B)環状被重合成分 90〜10重量%(成分(A)と(B)の合計を100重量%とする)
工程(I)成分(B)を供給し、溶融させた成分(B)で満たされた金型内に成分(A)を通過させることで成分(A)に成分(B)を含浸させる工程
工程(II)工程(I)と同一金型内で、成分(A)に含浸させた成分(B)を重合させる工程
(もっと読む)
繊維複合材料およびそれを用いたサンドイッチ材
【課題】耐衝撃性が求められる用途および部材に好適な繊維複合材料を提供する。
【解決手段】繊維Aおよび繊維Bと、熱可塑性樹脂とを含む繊維複合材料であって、繊維Aは融点が200℃以上で引張破断ひずみが5%以上の有機繊維であり、繊維Bは200℃×10分乾熱収縮率が1%以下であり、繊維A100体積部に対し、繊維Bは10〜100体積部であり、複合材料中に繊維Aと繊維Bの絡合糸を含んでいる繊維複合材料。
(もっと読む)
パッケージ基板用樹脂組成物並びにこれを用いたプリプレグ及び積層板
【課題】微細配線化が進むパッケージ基板に対応するため、高いピール強度と耐熱性に優れたパッケージ基板用樹脂組成物、プリプレグ及び積層板を提供する。
【解決手段】多環式化合物を有する樹脂(A)と、脱水温度が250℃以上の高耐熱水酸化アルミニウム(B)を含有するパッケージ基板用樹脂組成物並びにこれを用いたプリプレグ及び積層板である。
(もっと読む)
プリプレグ及び積層板
【課題】本発明は、無機充填剤を高充填化した樹脂系において、樹脂の流動性を高める新たに添加する低分子量の成分を必要とせず、かつ流動性の管理幅が広い範囲でプリプレグ同士の間の接着性が向上し、はんだ耐熱性も向上出来るプリプレグ、そのプリプレグを含む積層板及びその製造方法を提供することを目的とする。
【解決手段】補強材に樹脂を含浸させたプリプレグであって、貫通する穴を有するプリプレグ及び、補強材と樹脂とを含むプリプレグを2枚以上重ね、その片面又は両面に金属箔を配置して、加熱加圧して得られる積層板であって、該プリプレグが、該補強材の厚さ方向に貫通する穴を有し、該貫通する穴が、該樹脂で充填されているものである積層板である。
(もっと読む)
摩擦伝動ベルト
【課題】摩擦伝動ベルトの耐久性を向上させる。
【解決手段】Vリブドベルト10は、接着ゴム部12と、接着ゴム部12の下側に設けられた圧縮ゴム部14とを備える。接着ゴム部12に、ベルトの抗張部材である心線11を埋設する。接着ゴム部12は、心線11を境に上側を構成する上部層12Aと、下側を構成する下部層12Bとを備える。上部層12A及び下部層12Bは、EPM、EPDM等の高粘度エラストマー、及び高粘度エラストマーよりムーニー粘度が低い低粘度エラストマーを含むゴム組成物を加硫したものであるとともに、短繊維21A、21Bとして変成ナイロンミクロファイバーを含有する。短繊維21A、21Bは、それぞれベルト幅方向、長手方向に配向する。
(もっと読む)
樹脂組成物、樹脂シート、プリプレグ、積層板、金属基板、及びプリント配線板
【課題】高い熱伝導性及び優れた流動性を両立する樹脂組成物、高い熱伝導性及び絶縁性を有する樹脂シート、プリプレグ、積層板、金属基板、及びプリント配線板を提供する。
【解決手段】本発明の樹脂組成物は、熱硬化性樹脂、熱伝導性フィラー及びナノ粒子を含む。前記熱伝導性フィラーは、重量累積粒度分布から求めた平均粒子径が0.2μm〜100μmであり、樹脂組成物の全固形分に対して60〜90体積%含有する。前記ナノ粒子は、重量累積粒度分布から求めた平均粒子径が1nm〜100nmであり、樹脂組成物の全固形分に対して0.01〜1体積%含有する。本発明の樹脂シート、プリプレグ、積層板、金属基板、及びプリント配線板は、前記樹脂組成物を用いて作製される。
(もっと読む)
樹脂組成物、硬化物、プリプレグ、および繊維強化複合材料
【課題】硬化物に優れた靭性、耐衝撃性、耐熱性、耐薬品性を発現させる樹脂組成物、および靱性、機械強度に優れる繊維強化複合材料を提供する。
【解決手段】
少なくとも熱硬化性樹脂と、硬化剤と、熱可塑性樹脂とからなり、硬化反応により、島成分が熱硬化性樹脂と硬化剤との反応物を主成分とし、海成分が熱可塑性樹脂を主成分とする海島相分離構造を形成する樹脂組成物。該樹脂組成物は、相溶化剤が添加され、該熱可塑性樹脂の、樹脂組成物の全質量に対する配合割合は、5〜60質量%であることが好ましい。
(もっと読む)
ポリマレイミド系組成物
【課題】従来提供されているポリマレイミド化合物よりも、より一層耐熱性に優れ、ガラス転移温度が著しく高く、また、長期高温条件下においた場合の重量減少の少ない硬化物を与えるポリマレイミド化合物を提供する。
【解決手段】(A)成分;下記式(1)で表される化合物の混合物よりなる平均マレイミド官能基数が2より大きいポリマレイミド化合物を含有する芳香族ポリマレイミド混合物100重量部に対して、(B)成分;特定の芳香族液状反応性希釈剤1〜200重量部を含有するポリマレイミド系組成物。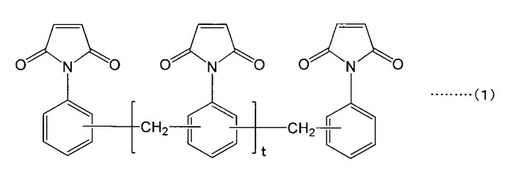 (もっと読む)
(もっと読む)
炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグおよび炭素繊維強化複合材料
【課題】優れた耐衝撃性と導電性とを兼ね備えた炭素繊維強化複合材料を提供可能なプリプレグを提供する。
【解決手段】[A]炭素繊維と[B]熱硬化性樹脂を含み、かつ下記(1)、(2)の少なくともいずれか一方を満たすプリプレグ。(1)[C]熱可塑性樹脂の粒子または繊維、および[D]導電性の粒子または繊維を含み、[[C]の配合量(重量部)]/[[D]の配合量(重量部)]で表される重量比が1〜1000である。(2)[E]熱可塑性樹脂の核または芯が導電性物質で被覆された導電性の粒子または繊維を含む。
(もっと読む)
プリプレグ用硬化性組成物、および、これを硬化させてなるプリプレグ
【課題】取り扱いが容易で速硬化性のプリプレグ用硬化性組成物を得るとともに、ゴム弾性を有するプリプレグを提供する。
【解決手段】一般式(1):−Z−C(=O)−C(R1)=CH2(1)(式中、R1は水素原子、または、炭素数1〜20の炭化水素基、Zは2価の有機基である。)で表される置換基を分子内に平均1個以上有する数平均分子量が3,000以上のポリオキシアルキレン系重合体(A)、開始剤(B)、強化繊維(C)を含有するプリプレグ用硬化性組成物。
(もっと読む)
樹脂成形体
【課題】環境に優しい天然繊維を使用しながら、良好な機械的強度を有すると共に、白色度の高い樹脂成形体を提供する。
【解決手段】熱可塑性樹脂と、白色度70%以上の天然繊維と、合成樹脂繊維とを含み、天然繊維の含有率が5〜25重量%であり、合成樹脂繊維の含有率が1〜25重量%であり、天然繊維と合成樹脂繊維との合計含有率が6〜30重量%である。220℃以下で射出成形することで白色度が60%以上の樹脂成形体を得ることができる。
(もっと読む)
繊維強化プラスチック及びその製造方法
【課題】重量を増加することなく、剛性、耐衝撃性に優れた繊維強化プラスチック及びその製造方法を提供する。
【解決手段】熱可塑性樹脂中に炭素繊維、および、耐熱有機繊維を強化材として含んでなる繊維強化プラスチックであって、以下(1)および(2)を同時に満たし、かつ、熱可塑性樹脂中において、炭素繊維と耐熱有機繊維とが少なくとも一部で交絡していることを特徴とする繊維強化プラスチックとする。
(1)炭素繊維の重量:耐熱有機繊維の重量=90:10〜40:60
(2)炭素繊維と耐熱有機繊維の総重量:熱可塑性樹脂の重量=5:95〜70:30
また、炭素繊維、耐熱有機繊維、および、熱可塑性繊維を以下(1)および(2)を同時に満たす不織布を成形し、これを熱可塑性繊維の融点または軟化点以上で加熱しかつ加圧し、繊維強化プラスチックの製造する。
(1)炭素繊維の重量:耐熱有機繊維の重量=90:10〜40:60
(2)炭素繊維と耐熱有機繊維の総重量:熱可塑性繊維の重量=5:95〜70:30
(もっと読む)
繊維樹脂複合構造体の製造方法および成形体の製造方法
【課題】機械的特性に優れた成形体を効率よく製造可能な成形体の製造方法、および、成形されることで前記成形体を簡単に製造することができる繊維樹脂複合構造体を効率よく製造可能な繊維樹脂複合構造体の製造方法を提供すること。
【解決手段】成形体は、繊維片2と、樹脂等からなるマトリックス3と、からなる複合材料で構成されたものである。このような成形体を製造する方法(本発明の成形体の製造方法)は、複合材料で構成された素形体10に対して、繊維片2以外の成分を選択的に除去する加工を施すことにより、素形体10を所定の形状に裁断する工程と、裁断後の素形体10(繊維樹脂複合構造体100)を成形型内で加圧加熱成形し、成形体を得る工程と、を有する。素形体10中の繊維片2以外の成分(マトリックス3)を選択的に除去する加工は、素形体10にウォータージェットWを噴射するウォータージェット加工が好ましく用いられる。
(もっと読む)
41 - 60 / 760
[ Back to top ]