
Fターム[4F072AD08]の内容
強化プラスチック材料 (49,419) | マトリックス (8,173) | 付加系樹脂 (1,465) | ビニルエステル、ビニルアルコール (164)
Fターム[4F072AD08]に分類される特許
81 - 100 / 164
サイジング剤の除去方法並びに糸,繊維体及びプリプレグ
【課題】繊維束(糸)へのダメージを抑制しつつ、短時間で連続的にサイジング剤を除去でき、しかも、簡易な構成で容易に実現可能な極めて実用性に秀れたサイジング剤の除去方法の提供。
【解決手段】複数の繊維フィラメントを収束した糸1、複数の繊維フィラメントを収束した経糸と緯糸とを織成して成る繊維体若しくは複数の繊維フィラメントを収束した糸を一方向に引き揃えて成る繊維体に付着したサイジング剤を除去するサイジング剤の除去方法であって、前記糸1若しくは前記繊維体を前記サイジング剤が溶解可能な溶媒2に気泡3を発生させながら連続的に通過せしめることで、前記糸1若しくは前記繊維体から前記サイジング剤を除去する。
(もっと読む)
制振性繊維強化複合材料
【課題】
産業用梁部材において、軽量かつ高剛性でありながら、制振性に優れた繊維強化複合材料を提供することである。
【解決手段】
複数層の強化繊維層を含む積層体を組み合わせなる、長手方向に直交する断面が4角形である繊維強化複合材料であって、それぞれの積層体は別個に積層されており、少なくとも1つの積層体には破断伸びが50〜1000%である粘弾性樹脂層が含まれ、前記粘弾性樹脂層が含まれてなる積層体中少なくとも1層の粘弾性樹脂層は前面にわたって存在してなることを特徴とする繊維強化複合材料。
(もっと読む)
プリフォームの製造方法

【課題】繊維に含有されているサイジング剤やカップリング剤を利用して、立体形状の三次元繊維構造体から成るプリフォームの形態保持性を容易に確保することができるプリフォームの製造方法を提供する。
【解決手段】プリフォームの製造方法は、反応性の表面処理剤により表面処理された繊維束を一方向に配列して形成した繊維束層を積層して少なくとも2軸配向の平板状の積層繊維群を形成する連続繊維配列工程と、平板状の積層繊維群にその厚さ方向に結合糸としての厚さ方向糸を挿入する厚さ方向糸挿入工程とを備えている。さらに、積層繊維群を加圧手段を用いて加圧変形させて三次元繊維構造体とする加圧変形工程と、三次元繊維構造体を加熱処理する加熱処理工程とを備えている。
(もっと読む)
繊維強化ポリマー複合物製造用の強化繊維束
短切断の合成またはセルロースに基く天然の強化繊維が通常の容量測定または重量測定による秤量装置を用いる単軸または二軸スクリュー押出し機或いはダブルアームドバッチ式混合機で行われるような混練り工程に均一に供給される形でポリマー複合物のために提供される。本強化繊維は、混練り工程に供給したときにマトリックス樹脂中に分散し、均一に分布するようになる。また本強化繊維は、繊維を被覆し且つ各切断繊維束内に一時的繊維間結合を形成する仕上げ組成物を有する切断繊維束の形で提供される。この仕上げ組成物は、切断繊維束が容量低下または重量低下によるスクリュー供給機装置により混練り工程に均一に供給できるように繊維間付着性を提供する。混練り工程での混合時には、一時的結合が壊れ、切断繊維束が別々の個々の繊維に崩壊し、マトリックスポリマー中に分散する。短切断強化繊維の製造法も提供される。 (もっと読む)
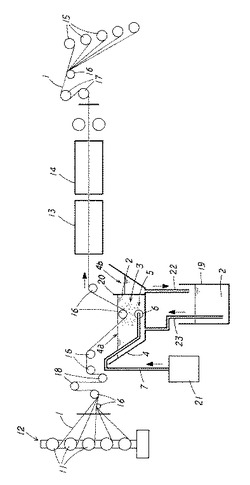
繊維強化プラスチック製管体の製造方法
【課題】製造中のスチレン拡散防止を図るとともに、高強度で均一な肉厚、外観の優れた繊維強化プラスチック製管体を製造する方法を提供する。
【解決手段】上記製造方法を、筒状の成形型上に被含浸物のシート状の強化繊維基材2を配設し、この強化繊維基材の上に、離型材3を介して注入樹脂の拡散を促進する樹脂拡散部材4を敷設し、これらの強化繊維基材、離型材及び樹脂拡散部材をバッグフィルム5によって成形型上に気密に被覆し、このバッグフィルム内を真空減圧状態にしてバッグフィルム内に樹脂を吸引、注入して、強化繊維基材に樹脂を含浸させる繊維強化プラスチック製管体の真空注入成形方法であって、強化繊維基材として繊維編織物及び伸縮性シートを積層して用いるものとする。
(もっと読む)
成形材料、繊維強化プラスチックおよびそれらの製造方法
【課題】本発明は、良好な流動性を有し、FRPとした場合に優れた力学物性を発現する経済性に優れた成形材料およびその製造方法ならびに該成形材料を用いたFRPを提供せんとするものである。
【解決手段】本発明の成形材料は、繊維長が5〜100mmの範囲内である強化繊維が実質的に一方向に引き揃えられた、フィラメント本数が10,000〜700,000本の範囲内であるチョップド繊維束がマトリックス樹脂で一体化された成形材料であって、成形材料中におけるチョップド繊維束の繊維束の平均幅Wmと平均厚みtmとの比率(Wm/tm)が70〜1,000の範囲内であり、かつ、チョップド繊維束の平均幅Wmが2〜50mmの範囲内、平均厚みtmが0.02〜0.1mmの範囲内である。
(もっと読む)
チョップド繊維束、成形材料、および繊維強化プラスチックの製造方法
【課題】本発明は、マトリックス樹脂とコンパウンドされた成形材料として用いた場合、良好な流動性、成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性を発現するチョップド繊維束の製造方法を提供せんとするものである。
【解決手段】本発明のチョップド繊維束の製造方法は、強化繊維を実質的に一方向に引き揃えてなるチョップド繊維束の製造方法において、連続した複数の繊維束を連続的に走行させ、走行途中の箇所に配された拡幅手段で、拡幅前の繊維束の幅W1と拡幅後の繊維束の幅W2との比率(W2/W1)が1.1〜20の範囲内となるように該繊維束を拡幅した後、拡幅した状態の複数の繊維束を同時に切断することを特徴とするものである。
(もっと読む)
透明樹脂組成物及びこれを用いた光学部材
【課題】 高屈折率化及び現像可能な透明樹脂組成物及びこれを用いた光学部材を提供する。
【解決手段】 有機溶媒やアルカリ液に分散可能であり、少なくとも1種類以上のリン含有界面活性剤で表面を修飾された無機微粒子(A)及び少なくとも1種類以上の透明樹脂(B)を含有してなる透明樹脂組成物及びこれを用いた光学部材であり、前記無機微粒子(A)として、チタン、ジルコニウム、亜鉛及びアルミニウムからなる群から選択される金属を1種類以上含有することが好ましい。
(もっと読む)
成形材料及び成形品
【課題】モールディングコンパウンドの持つ生産性、強度、寸法安定性、低VOCにおいて優れた物性を保ちつつ、低密度と優れた外観とを両立し、住宅設備や自動車、電気等の種々の分野に有用な成形材料及びその成形品を提供する。
【解決手段】不飽和ポリエステル樹脂組成物をガラスファイバーに含浸させてなる成形材料であって、上記不飽和ポリエステル樹脂組成物は、不飽和ポリエステル樹脂、低収縮化剤、無機充填材、ガラスマイクロバルーン、多官能イソシアネート化合物及び有機ベントナイトを含有し、該有機ベントナイトが脂肪族系化合物で処理されたものであり、不飽和ポリエステル樹脂及び低収縮化剤の総量を100質量部とすると、ガラスマイクロバルーンが5〜50質量部、多官能イソシアネート化合物が0.3〜5質量部、有機ベントナイトが0.5〜10質量部である成形材料。
(もっと読む)
炭素繊維強化シート状成形材料及びその製造方法
【課題】 表面が平滑で塗装適性にも優れ、成形品において安定してクラスA−表面を実現することが可能な炭素繊維強化シート状成形材料、及び、煩雑な操作及び高コストを必要とせずとも、該成形材料を安定的に低不良率で生産できる製造方法を提供する。
【解決手段】 不飽和ポリエステル(a)、ビニル単量体(b)、熱可塑性ポリマー(c)、ポリイソシアネート(d)、充填材(e)及び幅広炭素繊維束(f)を必須成分として含み、(a)〜(c)の総量100質量%に対して、熱可塑性ポリマー(c)が10〜30質量%であり、ポリイソシアネート(d)が0.3〜5質量%であり、(a)〜(f)の総量100質量%に対して、幅広炭素繊維束(f)が10〜35質量%である炭素繊維強化シート状成形材料である。
(もっと読む)
炭素繊維強化シート状成形材料及びその製造方法
【課題】 成形品において電着塗装が可能であるとともに、表面が平滑で塗装適性にも優れ、安定してクラスA−表面を実現することが可能な炭素繊維強化シート状成形材料、及び、煩雑な操作及び高コストを必要とせずとも、該成形材料を安定的に低不良率で生産できる製造方法を提供する。
【解決手段】 不飽和ポリエステル(a)、ビニル単量体(b)、熱可塑性ポリマー(c)、ポリイソシアネート(d)、充填材(e)、導電性カーボンブラック(f)及び幅広炭素繊維束(g)を必須成分として含む炭素繊維強化シート状成形材料であって、 上記炭素繊維強化シート状成形材料は、(a)〜(c)の総量100質量%に対して、熱可塑性ポリマー(c)が10〜30質量%であり、ポリイソシアネート(d)が0.3〜5質量%であり、導電性カーボンブラック(f)が1〜12質量%であり、(a)〜(g)の総量100質量%に対して、幅広炭素繊維束(g)が10〜35質量%である炭素繊維強化シート状成形材料である。
(もっと読む)
難燃性膜材
【課題】難燃性、耐候性、耐水性、耐摩耗性、柔軟性及び抗張力等の力学的物性に優れた難燃性膜材を提供する。
【解決手段】難燃性膜材用シートをシート状繊維の片面又は両面に積層してなる難燃性膜材であって、前記難燃性膜材用シートは、エチレン単独重合体、プロピレン単独重合体、エチレン及び/又はプロピレンとこれらと共重合可能な他のα−オレフィンとの共重合体、エチレン−アクリル酸エチル共重合体及びエチレン−酢酸ビニル共重合体からなる群より選択される少なくとも1種の熱可塑性樹脂100重量部と、層状珪酸塩0.1〜100重量部と、非ハロゲン系難燃剤5〜100重量部とを含有するものであり、前記層状珪酸塩は、前記難燃性膜材用シート中において、広角X線回折測定法により測定した(001)面の平均層間距離が3nm以上であり、且つ、一部又は全部が5層以下に分散している難燃性膜材。
(もっと読む)
炭素繊維用サイズ剤、その水分散液、炭素繊維、及び炭素繊維強化複合材料
【課題】炭素繊維に対して良好なマトリックス樹脂含浸性を付与し、安定した工程通過性、及び物性改善効果を備えた炭素繊維になし得る炭素繊維用サイズ剤を提供する。
【解決手段】下記の成分(A)20〜80質量%と成分(B)10〜50質量%と成分(C)10〜40質量%とからなる混合物を50質量%以上含有する。
成分(A):分子中に少なくとも1個のエポキシ基を有する化合物であって、125℃における表面自由エネルギーの値EAが21〜24mJ/m2である;
成分(B):分子中に少なくとも1個のエポキシ基を有する化合物であって、125℃における表面自由エネルギーの値EBが28〜34mJ/m2である;
成分(C):分子中に少なくとも1個のエポキシ基を有する化合物であって、125℃における表面自由エネルギーの値ECが37〜42mJ/m2である。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する芯鞘構造の繊維強化プラスチックの製造方法を提供すること。
【解決手段】少なくとも次の(1)〜(3)の工程を順次経て芯鞘構造の繊維強化プラスチックを成形する。(1)切込プリプレグ基材を含む複数枚のプリプレグ基材を積層した積層体をマンドレル上に設ける賦形工程、(2)成形型内に積層体を配置し、熱硬化性樹脂を軟化させ、発泡性樹脂を注入して、発泡、硬化させると同時に、前記発泡性樹脂の発泡圧で前記積層体を伸張させ、成形型に押し付けて硬化させ、芯鞘構造の繊維強化プラスチックを成形する成形工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
炭素繊維配向連接フィルムの製造方法及び該製造方法により製造される炭素繊維配向連接フィルム
【課題】マトリックスの比誘電率の値に関わらずマトリックスとなる樹脂の持つ本来の特性を損なわずに、優れた導電性を付与する炭素繊維配向連接フィルムの製造方法及び該製造方法により得られたフィルムを提供する。
【解決手段】 樹脂マトリックスと炭素繊維を混合する混合工程と、前記混合工程で得られた混合物に対して、前記炭素繊維が前記混合物中で可動な状況下としながら周波数50Hz以上100MHz以下の交流電場をかける電場印加工程と、前記電場印加工程により前記炭素繊維が配向し、かつ連接した状態を保持する状態にて固化する固化工程とを有することを特徴とする炭素繊維配向連接フィルムの製造方法。
(もっと読む)
繊維強化複合材料
【課題】織物状繊維樹脂部と、短繊維樹脂部との厚さ方向の境界部に発生する応力を緩和させ、該部分の強度低下を抑えることがきる繊維強化複合材料を提供する。
【解決手段】 織物状強化繊維16及び樹脂を少なくとも含む織物状繊維樹脂部15と、短強化繊維12及び樹脂13を少なくとも含む短繊維樹脂部11と、を少なくとも有した繊維強化複合材料10であって、該繊維強化複合材料10は、前記織物状繊維樹脂部15の織物状強化繊維16の繊維量が、短繊維樹脂部11に隣接した織物状繊維樹脂部15の幅方向Bの端部17に進むに従って減少するように構成されてなる。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する、中空構造の繊維強化プラスチックの製造方法を提供すること。
【解決手段】一方向に引き揃えられた強化繊維と熱硬化性樹脂とから構成され、該強化繊維を横切る方向に複数の切り込みによって少なくとも一部の強化繊維を所定の長さに分断した切込プリプレグ基材を用いて、少なくとも次の(1)〜(3)の工程を順次経て中空構造の繊維強化プラスチックを成形する。(1)前記切込プリプレグ基材を含む複数枚のプリプレグ基材を積層した積層体を膨張性マンドレル上に設ける賦形工程、(2)成形型内に積層体をマンドレルと共に配置し、熱硬化性樹脂を軟化させ、積層体を伸張させ、成形型に押し付けて硬化させ、繊維強化プラスチックとする成形工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
繊維強化複合樹脂組成物及びその製造方法
【課題】熱伝導路となる繊維が配向した繊維方向はもとより、繊維が重なる方向にも高い熱伝導率をもつ繊維複合樹脂材料を提供する。
【解決手段】マトリクスとなる樹脂と、繊維径が1μm以下で、少なくとも一部が金属化合物からなる被覆層で被覆されているポリマー繊維とを含み、被覆層とポリマー繊維の合計の充填率が30〜90体積%である繊維強化複合樹脂組成物。
(もっと読む)
光硬化型プリプレグ
【課題】簡便な脱泡作業で確実に密着性を確保することが可能な光硬化型プリプレグを提供する。
【解決手段】光重合開始剤を含む樹脂R1、R2を繊維質基材G1、G2に含浸させてシート状に形成され、特定波長の光を照射することによって硬化する光硬化型プリプレグPにおいて、それぞれ樹脂R1、R2を繊維質基材G1、G2に含浸させて一体に積層した上層部1と下層部2を備えてなり、上層部1は、樹脂R1に少なくとも2種の光重合開始剤を含み、少なくとも1種の光重合開始剤を感光させる第1の特定波長の光を照射することによって一部の樹脂R1が予備重合して硬化し、下層部2は、第1の特定波長の光に感光しない光重合開始剤のみを含む樹脂R2を備えて形成されている。
(もっと読む)
硬化性複合材料における樹脂への強化繊維のカップリング
【課題】強化繊維、強化繊維を製造する方法、複数の強化繊維を製造する方法、硬化性樹脂用の強化繊維、硬化複合材料、硬化性複合材料、硬化複合材料を製造する方法、複合材料を表面に施す方法、および複合材料を成形する方法の提供。
【解決手段】成形された複合材料を調製する方法は、強化繊維を、平均繊維長5mm未満まで粉砕し、粉砕した繊維をカップリング剤で処理し、乾燥した繊維を、繊維上のカップリング剤と反応する液体樹脂中に懸濁する。好ましい繊維は、ガラス繊維、およびか焼酸化鉄でコーティングしたミルドマイカを含む。好ましいカップリング剤は、有機シランおよび金属アクリレート、例えば亜鉛ジアクリレートである。上記の方法により形成される複合材料は、耐衝撃性、引張強さ、および曲げ強さの向上を示す。
(もっと読む)
81 - 100 / 164
[ Back to top ]