
Fターム[4F072AG02]の内容
強化プラスチック材料 (49,419) | 予備成形品 (4,017) | 予備成形品の種類 (2,408) | 補強材のプリフォーム (246)
Fターム[4F072AG02]に分類される特許
41 - 60 / 246
繊維強化樹脂成形品、およびその製造方法
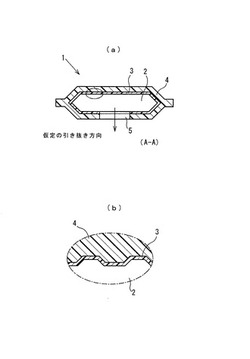
【課題】中空2を有するFRP1が中子3の引き抜きを容易に行うことができない形状であっても、コストアップすることなく中空2の形状を安定させて、表面品質を向上させるとともにマトリックス樹脂の注入圧を高めて成形サイクルを短縮する。
【解決手段】FRP1において、繊維強化樹脂部4の内側に中子3を残存させる。これにより、中子3を引き抜く必要がなくなるので、FRP1が中子3の引き抜きを容易に行うことができない形状であっても、FRP1を複数のパーツに分割する必要がなくなる。このため、設備コストやランニングコストを安価に抑えることができるので、コストアップすることなく中空2を有するFRP1を得ることができる。また、中子3を引き抜く必要がないので、中子3自身の剛性を高めたり、中空2に充填物を充填してRTM成形後に充填物を抜き出したりすることで、中空2の形状を安定させることができる。
(もっと読む)
プリフォーム
【課題】プリフォームとしての外観品質を保持しつつ、ピンホールが少なく表面品位の高い成形品とすることができるプリフォームを提供する。
【解決手段】繊維シートの少なくとも片面に粘着性付与剤が付着した繊維基材を複数枚積層し粘着性付与剤で固着してなる、樹脂注入成形に用いるためのプリフォームであって、プリフォームの少なくとも片面の最外層に配する繊維基材は、それ以外の繊維基材より粘着性付与剤の付着量が多いことを特徴とするプリフォーム。
(もっと読む)
パルプ繊維強化樹脂の製造方法及びパルプ繊維強化樹脂

【課題】パルプ繊維複合PP(ポリプロピレン)は、パルプ繊維表面のフィブリル化した微細繊維に残存する空気が射出成形時に分離して成形品に気泡として残留して意匠性を著しく低下させる。このため、パルプ繊維にエラストマーなどの希薄溶液を付与後に絞液して付着させる手段などによって対処していたが、反面、衝撃強度の低下をもたらしていた。
【解決手段】この発明に係るパルプ繊維強化樹脂の製造方法は、パルプ繊維を空気とともに対流・攪拌した状態で低弾性エラストマーを含む分散液を吹き付けながら混合した後に、前記分散液に用いた溶媒を除去したものを、熱可塑性樹脂と混練して複合化することを特徴とする。
(もっと読む)
液晶ポリエステル含浸繊維シートの製造方法
【課題】寸法安定性に優れる液晶ポリエステル含浸繊維シートを製造する。
【解決手段】液晶ポリエステルとハロゲン原子を含まない非プロトン性溶媒とを含む液状組成物を、ポリベンザゾール繊維から構成されるシートに含浸した後、前記溶媒を除去することにより、液晶ポリエステル含浸繊維シートを製造する。前記溶媒としては、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド及びN−メチルピロリドンが好ましく用いられる。前記シートとしては、織物が好ましく用いられる。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
透明な繊維強化樹脂組成物およびその積層物
【課題】本発明が解決しようとする問題点は、繊維補強樹脂であって、透明である積層材、およびそれからなる強化窓およびカバーなどを廉価に提供することである。
【解決手段】本発明繊維補強樹脂組成物は補強材超高分子量ポリエチレン繊維とマトリックスの屈折率差が小さく、実質的に透明で補強繊維が見えない補強樹脂である。また、本発明はマトリックスがスチレン系ポリマーである繊維補強樹材であり、それを中間層とした透明ガラス積層物である。また、それを中間層とした中間層としたポリカーボネート層および、またはPMMA層からなる透明積層物である。
(もっと読む)
強化繊維プリフォームの作製方法及び強化繊維プリフォーム
【課題】 強度の高いフランジ付の強化繊維プリフォームを容易に作製することができる、ブレイダー装置を用いた強化繊維プリフォームの作製方法及び、強化繊維プリフォームを提供する。
【解決手段】 少なくとも第1筒状部21と第2筒状部22とを含む組成物12を、ブレイダー装置BRを用いて継ぎ目無く作製する工程と、第1筒状部21を変形させ、第1筒状部21の壁を第2筒状部22に対して突出させてフランジ部31を形成する工程と、を備える強化繊維プリフォームの作製方法とする。
(もっと読む)
ポリマー不織布を有する多軸積層体
繊維補強複合材料、その製造方法、複合材料成形体および複合材料成形体の積層体
【課題】種々の熱可塑性樹脂の成形体、特にシート状や薄肉成形体の機械物性を改善するために、マトリクス樹脂と同種の樹脂で形成されたナノファイバーを用いて補強された複合材料を提供する。
【解決手段】電界紡糸法によって得られ、かつ特定の要件を満たした熱可塑性樹脂製繊維と熱可塑性樹脂シートとが積層されてなる複合材料であって、熱可塑性樹脂としての加工可能温度(TB℃)を有する熱可塑性樹脂Bからなる樹脂製繊維と熱可塑性樹脂A(加工可能温度TA℃)からなるシートとを複合化する際に、その製造温度(TP℃)としてTA<TP<TBである条件下に成形されたものが有効である。
(もっと読む)
プリフォームの製造方法
【課題】比較的大型あるいは肉厚のFRPの成形前駆体としての強化繊維基材のプリフォームを効率よく賦形でき、一連の工程を自動化可能なプリフォームの製造方法の提供。
【解決手段】少なくとも(1)接着材料を表面に付与した、予め所定形状に裁断したシート状強化繊維基材を準備する工程、(2)強化繊維基材を成形型へ搬送する工程、(3)強化繊維基材を成形型の下型上に配置する工程、(4)下型上の強化繊維基材を分割上型でプレスすることにより所定形状に賦形する工程、(5)強化繊維基材の積層体を加熱することにより接着材料を軟化または溶融させて強化繊維基材同士を接着する工程、(6)接着材料を冷却により固化させて強化繊維基材同士を一体化して積層体の賦形形状を目標とする所定形状に固定する工程、(7)賦形された積層体を脱型する工程を有するプリフォームの製造方法。
(もっと読む)
強化繊維成形体及びその製造方法
【課題】強度・剛性が向上する等の強化繊維成形体を得る。
【解決手段】この発明の強化繊維成形体は、四角形状である基材5aは、各頂点からそれぞれ周方向に離れた切込み始点Aから内側に切込み終点Bまで切断されて形成された切込み部6a〜6dと、隣接した各切込み終点B同士を結ぶ第1の折線イと、各切込み終点Bから外側方向に延びた第2の折線ロを有し、基材5aは、第1の折線イで折曲されて底面部の構成要素である底面及び側面部の構成要素である側面となる本体部5a1と、第2の折線ロで折曲されて隣接した側面に重層して連結した重ね部5a2とから構成されている。
(もっと読む)
強化エラストマー
エラストマーの全体にわたって離散した多孔質材料片が分布しているエラストマー。好ましくは、その多孔質材料は延伸ポリテトラフルオロエチレン(PTFE)であり、組成物の引張応力は50%伸び率で約1MPaより大きく、好ましくは1.5MPaより大きく、100%伸び率で2MPaより大きく、好ましくは3MPaより大きい。  (もっと読む)
(もっと読む)
繊維複合材料からのシート状の半製品の製造法
本発明は、炭素単繊維、炭素繊維束又はそれらの混合物を定義された異方性配向で含有し、かつ少なくとも1つの熱可塑性マトリックス材料を含有する繊維複合材料からのシート状半製品の製造法に関し、該方法は、炭素繊維の異方性を、炭素と異なる紡織繊維の良好な配向性を利用しながらカード法において発生させ、その際、炭素と異なる紡織繊維の少なくとも部分が熱可塑性であり、かつ炭素繊維は炭素繊維含有の廃材又は使用済み品から分離したことを特徴としている。カード法によって面状に作製された、長手方向において炭素繊維の特定の配向を有する繊維ウェブは、少なくとも1つの後続の工程において熱の作用下でシート材料へと圧縮する。本発明による方法により、炭素繊維を、例として、紡織繊維系の製造廃物、付着又は硬化した製造廃物から、調製された使用済みCFK部材等から、強化繊維として用いることが可能となり、それをもって、より費用対効果が大きい出発材料が提供され、かつ上述の使用済み品に含まれた炭素繊維、炭素繊維束又はそれらの混合物が、目的に適った使用に新たに供給される。 (もっと読む)
トウプリプレグ用エポキシ樹脂組成物およびトウプリプレグ
【課題】自己接着性が極めて少なく、ボビンからの解舒性および工程通過性に優れており、非常に高い破壊靭性を有する繊維強化複合材料を製造することができるトウプリプレグ、およびそのようなトウプリプレグを製造することができるトウプリプレグ用エポキシ樹脂組成物を提供すること。
【解決手段】所定のエポキシ樹脂、硬化剤、硬化促進剤、コアシェルポリマーを含み、25℃における粘度が60Pa・s以下であるエポキシ樹脂組成物であって、該エポキシ樹脂組成物を135℃の温度で2時間硬化した硬化物の破壊靭性(KIc)が1.0MPa・m0.5以上であることを特徴とするトウプリプレグ用エポキシ樹脂組成物。
(もっと読む)
透明複合シート、およびそれを用いた透明複合基板
【課題】透明性を維持したまま、保管時や使用時における表面凹凸の発生が抑制された透明複合シートを提供すること。
【解決手段】樹脂硬化物(A)、ガラス繊維布(B)およびガラスフィラー(C)を含有する透明複合シートであって、
前記ガラス繊維布(B)と前記ガラスフィラー(C)の波長589nmにおける同一温度での屈折率差が−0.01〜+0.01であり、
前記ガラスフィラー(C)は、アスペクト比が1.5〜10であり且つ平均短軸直径が4〜15μmであるガラスフィラーを30体積%以上含有するものである、
ことを特徴とする透明複合シート。
(もっと読む)
複合容器
【課題】強化層の厚み方向の熱伝導率が高く、プレクール条件を緩和できる複合容器を提供する。
【解決手段】強化用繊維と長さ1mm以下の炭素繊維を含有する樹脂組成物の硬化物とからなる強化層を容器の外側に配置した複合容器。強化用繊維と樹脂組成物の組み合わせはトウプリプレグであることが好ましい。容器は口金つきの中空ライナーであることが好ましい。強化用繊維は炭素繊維であることが好ましい。強化層の熱伝導率は3W/(m・K)以上20W/(m・K)以下であることが好ましい。
(もっと読む)
ベール糸を重ね合わせ織り交ぜることによって形成された新規な中間材料
本発明は、織り交ぜによって絡み合わされた一組のバンドを含む中間材料に関係し、この材料は、いわゆるボイル・バンドである、バンドの少なくとも一部、好ましくはバンドの全部がバンドの長さ方向に平行な方向に延在する一連の強化糸又は長繊維からなり、バンドの各表面上で熱可塑性繊維不織布と組み合わされた一方向シートを形成し、2枚の不織布が熱可塑性があることによりボイル・バンドの凝集性を保証するようになっていることを特徴とする。本発明は、複合部品を形成するためにそのような材料を実現する製造方法にも関係し、さらに、その結果得られる複合部品にも関係する。 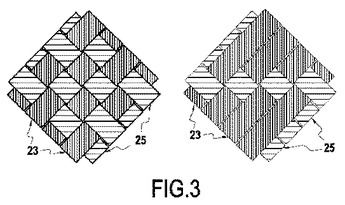 (もっと読む)
(もっと読む)
繊維強化樹脂製歯車
【課題】機械的強度及び耐久性に優れた繊維強化樹脂製歯車を提供する。
【解決手段】繊維補強材と樹脂からなる繊維強化樹脂製歯車であって、該繊維補強材が、単繊維繊度が10〜45dtex、結晶化度が55〜70%のパラ型芳香族ポリアミド繊維を、該繊維補強材の全重量に対して3〜60重量%含むことを特徴とする繊維強化樹脂製歯車とする。
(もっと読む)
液状樹脂注入用途のための改質樹脂系及びそれに関連する加工方法
本発明の態様は、液状樹脂注入(LRI)法、LRI法の変形及び他の適した方法における使用のための改質樹脂系を目的とする。1つの態様において、改質樹脂系は、少なくとも1種のベース樹脂、あらかじめ決められた範囲内のある量の粒子及びあらかじめ決められた範囲内のある量の熱可塑性材料の新規な組み合わせを含み、ここで改質樹脂系は、組み合わされると、特定の温度で閾値平均粘度より低い平均粘度及び高いレベルの靭性を有する。改質樹脂系はさらに、硬化剤及び他の適した成分を含むことができる。改質樹脂系は、改質樹脂系の粘度、可使時間、硬化温度、ガラス転移温度又は引張弾性率のような性質に不利に影響を与えることなく、完成された複合製品に必要な靭性及び損傷抵抗性を与えることを少なくとも部分的に担うことができる独特、制御可能且つ一定の形態を示すことが実験的に示された。 (もっと読む)
低分子量ポリアミド樹脂を基材とする複合物品
本発明は、複合物品の製造のために、高分子量ポリアミドと同様の処理加工条件で使用できる低分子量ポリアミド樹脂を使用することに関する。該物品は、通常使用されるよりも短いサイクル時間で製造された場合であっても、また、該複合物品の製造中又は製造後に他の処理をすることがなくても、顕著な剛性、破壊強度、衝撃靱性及び疲労挙動などの良好な機械的性質を有する。 (もっと読む)
41 - 60 / 246
[ Back to top ]