
Fターム[4F072AG02]の内容
強化プラスチック材料 (49,419) | 予備成形品 (4,017) | 予備成形品の種類 (2,408) | 補強材のプリフォーム (246)
Fターム[4F072AG02]に分類される特許
21 - 40 / 246
成形品の製造方法および成形品
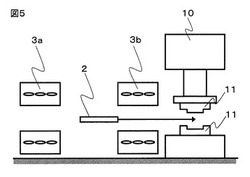
【課題】加熱中に熱膨張を生ずる成形材料のスタンピング成形において、成形サイクルを短縮させ、かつ、厚みが不均一な材料についても均一に加熱できる成形材料の製造方法を提供する。
【解決手段】不連続強化繊維基材に熱可塑性樹脂を含浸してなる成形材料を、次の(A)〜(C)の工程を経て加熱して後、プレス成形する成形品の製造方法で(A)がオフラインにて実施されることを特徴とする。(A)その表面温度および中心温度のそれぞれが成形温度域となるまで昇温する第一の加熱工程3a。(B)成形品前駆体を第二の加熱工程(C)に搬送する工程であって、かかる工程中における成形品前駆体の表面温度および中心温度のそれぞれが、特定の関係を満たす搬送工程2。(C)成形品前駆体を加熱して、その表面温度および中心温度のそれぞれを、成形温度域まで昇温する第二の加熱工程3b。
(もっと読む)
プリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法

【課題】ハイサイクルプレス成形で成形した成形品の表面に凸凹部分が発生するのを抑制することができるプリフォーム及び同プリフォームの製造方法並びに同プリフォームを用いた繊維強化樹脂成形品の製造方法を提供する。
【解決手段】予め本発明の裏面にフィルム状樹脂組成物(7) を貼り付けたプリフォーム(6) を用いずに成形した成形品から、成形品の表面に発生する樹脂枯れや凸凹部分の発生箇所(欠陥箇所)を特定しておき、一以上積層した原プリフォーム裏面側の前記欠陥箇所に対応する特定部位に、前記凸凹部分を覆う面積のフィルム状樹脂組成物(7) を貼り付ける。この裏面にフィルム状樹脂組成物を貼り付けたプリフォームを用いて成形品を製造する。
(もっと読む)
繊維強化プラスチック及びその製造方法
【課題】重量を増加することなく、剛性、耐衝撃性に優れた繊維強化プラスチック及びその製造方法を提供する。
【解決手段】熱可塑性樹脂中に炭素繊維、および、耐熱有機繊維を強化材として含んでなる繊維強化プラスチックであって、以下(1)および(2)を同時に満たし、かつ、熱可塑性樹脂中において、炭素繊維と耐熱有機繊維とが少なくとも一部で交絡していることを特徴とする繊維強化プラスチックとする。
(1)炭素繊維の重量:耐熱有機繊維の重量=90:10〜40:60
(2)炭素繊維と耐熱有機繊維の総重量:熱可塑性樹脂の重量=5:95〜70:30
また、炭素繊維、耐熱有機繊維、および、熱可塑性繊維を以下(1)および(2)を同時に満たす不織布を成形し、これを熱可塑性繊維の融点または軟化点以上で加熱しかつ加圧し、繊維強化プラスチックの製造する。
(1)炭素繊維の重量:耐熱有機繊維の重量=90:10〜40:60
(2)炭素繊維と耐熱有機繊維の総重量:熱可塑性繊維の重量=5:95〜70:30
(もっと読む)
繊維樹脂複合構造体の製造方法および成形体の製造方法
【課題】機械的特性に優れた成形体を効率よく製造可能な成形体の製造方法、および、成形されることで前記成形体を簡単に製造することができる繊維樹脂複合構造体を効率よく製造可能な繊維樹脂複合構造体の製造方法を提供すること。
【解決手段】成形体は、繊維片2と、樹脂等からなるマトリックス3とで構成されたものである。このような成形体の製造方法は、繊維片2の集合体からなる基材用シート10’に対して、繊維片2同士を解離させる加工を施すことにより、基材用シート10’を所定の形状に裁断し、基材10を得る工程と、基材10に樹脂等を含浸させ、繊維樹脂複合構造体100を得る工程と、繊維樹脂複合構造体100を成形型内で加圧加熱成形し、成形体を得る工程と、を有する。基材用シート10’中の繊維片2同士を解離させる加工には、基材用シート10’にウォータージェットWを噴射するウォータージェット加工が好ましく用いられる。
(もっと読む)
ハニカム用基材及びその製造方法
【課題】 航空機の部材や建築構造部材等として、火災防止や軽量性が重要とされる分野に主として用いられる、軽量で十分な機械的強度を有し、耐熱性、難燃性、低吸湿で寸法安定性に優れるハニカム用基材を提供する。
【解決手段】 ポリフェニレンサルファイド繊維からなる織布又は不織布を支持体とするハニカム用基材であって、支持体の繊維間空隙が多孔質のポリアミドイミド樹脂で満たされていることを特徴とする。
(もっと読む)
ランダムマット
【課題】繊維強化複合材料成形の先駆体として用いられるランダムマットを提供する。
【解決手段】繊維長10〜100mmの強化繊維と熱可塑性樹脂とから構成され、強化繊維は25〜3000g/m2の目付けにて実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上で構成される強化繊維束(A)について、繊維全量に対する強化繊維束(A)の割合が30Vol%以上90Vol%未満であり、かつ強化繊維束(A)中の平均繊維数(N)が下記式(2)を満たすことを特徴とするランダムマット。
臨界単糸数=600/D (1)
6×104/D2<N<2×105/D2 (2)
(ここでDは強化繊維の平均繊維径(μm)である)
(もっと読む)
繊維強化複合材料用エポキシ樹脂組成物
【課題】
複合材料を製造する時の作業上の欠点を克服した繊維強化複合材料用エポキシ樹脂組成物。詳しくは、硬化物が優れたポットライフを有する繊維強化複合材料用エポキシ樹脂組成物を提供することにある。
【解決手段】
硬化剤として4,4’−ジメチル−3,3’−ジアミノジフェニルスルホンを含有する繊維強化複合材料用エポキシ樹脂組成物。
(もっと読む)
フェノール樹脂、オキサゾリン及びエポキシドをベースとするプレポリマーの連続的な製造方法
【課題】ケトン中での良好な溶解性と、100℃を下回る融点とを特徴とする、フェノール樹脂をベースとするプレポリマーを提供する。
【解決手段】フェノール樹脂、オキサゾリン成分及びエポキシドをベースとするプレポリマーを、触媒の存在下で押出機を使用して連続的に製造する方法において、フェノール樹脂及びオキサゾリン成分を物質流Aで、触媒としての三フッ化ホウ素もしくは三塩化アルミニウムのルイス付加物又はアリールスルホン酸もしくはアルキルスルホン酸又は潜伏性アリールスルホン酸もしくは潜伏性アルキルスルホン酸を物質流Bで、エポキシドを物質流Cで、押出機へと供給し、前記物質流Aの入口は押出方向に見て物質流Cの入口の前にあり、120〜200℃の反応温度及び押出機中での前記出発物質の滞留時間3秒〜15分で十分に混和し、押出機の生成物排出物を45℃未満の温度へと30〜60秒の間に冷却する。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
強化繊維基材、強化繊維複合材のプリフォームおよび強化繊維複合材
【課題】従来よりも賦形性に優れた強化繊維基材、強化繊維複合材のプリフォームおよび強度に優れた強化繊維複合材の提供にある。
【解決手段】強化繊維を一方向に引き揃えた一方向強化繊維シート12と織布13との積層により形成された強化繊維基材11である。織布13は、織布13の厚み方向に貫通する複数の切れ目14を備える。複数の切れ目14が織布13の全面にわたって配設され、複数の切れ目14により賦形時における織布13の皺の発生が抑制される。
(もっと読む)
複合材組成物
【課題】プリフォームを用いて製造する未硬化組成物及び硬化複合材料を提供する。
【解決手段】プリフォームは、(a)強化ファブリック層と、(b)強化ファブリック層に組み込まれた熱可塑性ブロックコポリマー繊維とを含有し、熱可塑性ブロックコポリマーは、メチルメタクリレート構造単位を有しており、未硬化エポキシ樹脂に実質的に溶解するが、対応する硬化エポキシ樹脂には実質的に溶解しない、未硬化複合材組成物、硬化複合材料及び硬化複合材料の製造方法。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】RTMまたはVaRTM法において、特に厚みが10mm以上である厚い部材に、油圧プレスなどの大型のプレス装置を使用することなく、型の簡易化および加圧装置を小型化することで、より低圧力で樹脂を未含浸なく含浸させるとともにボイドの発生を抑制する。
【解決手段】成形型内に強化繊維基材からなる積層体を配置し、該積層体の両面に樹脂注入口から延在する前記強化繊維基材よりも樹脂流動抵抗が低い樹脂拡散媒体を配置するとともに、樹脂吸引口から延在する樹脂吸引媒体を前記積層体に接触するように配置し、前記成形型内を該樹脂吸引媒体を介して真空吸引することにより減圧した後、該成形型内に前記樹脂拡散媒体を介して樹脂を注入し、前記積層体に樹脂を含浸させる繊維強化プラスチックの製造方法において、樹脂吸引媒体は、実質的に樹脂注入口と反対側に位置する該積層体の厚みによって形成される側壁に沿って接触するように配置することを特徴とする繊維強化プラスチックの製造方法。
(もっと読む)
硬化性組成物及び透明複合シート
【課題】硬化前の粘度が低く、更に透明性が良好である硬化物を与え、かつ耐熱性が高く、180℃以上の無機材料層を形成する過程に耐え得る硬化物を与える硬化性組成物を提供する。
【解決手段】硬化性組成物は、下記式(1)で表されるトリアジン骨格を有する(メタ)アクリレート化合物と、屈折率調整剤とを含む。硬化性組成物の硬化後の硬化物の589nmにおける屈折率は1.557以上、1.571以下であり、かつ該硬化物のガラス転移温度は180℃以上である。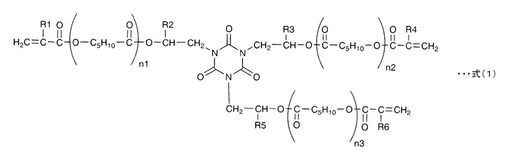 (もっと読む)
(もっと読む)
転がり軸受
【課題】高温でかつ高速回転する用途に使用できる転がり軸受を提供する。
【解決手段】内輪5および外輪6と、この内・外輪間に介在する複数の転動体7と、この転動体を保持する保持器1とを備え、高温でかつ高速回転する用途に使用できる転がり軸受であり、特にDN値が150万以上で、かつ使用温度が200℃以上となる用途に用いられる転がり軸受であって、保持器は、母材の高分子化合物を炭素繊維材で強化してなる炭素繊維複合材料を成形してなり、該成形法がレジントランスファーモールディング法である。
(もっと読む)
複合強化繊維束の製造方法およびそれを用いた成形材料
【課題】強化繊維束への含浸性が良好であり、かつボイドが少なく、成形時の揮発分が少ない複合強化繊維束を製造することを目的とする。また、複合強化繊維束を用いた成形材料であって、成形品中への繊維分散が良好である成形品を製造できる成形材料を提供することを目的とする。
【解決手段】強化繊維束(A)50〜87質量%に、特定の条件を満たすエポキシ樹脂(B)13〜50質量%を含浸させてなる複合強化繊維束の製造方法であって、成分(A)に成分(B)を供給し、成分(B)を100〜300℃の溶融状態で成分(A)と接触させる工程(I)と、成分(B)と接触している成分(A)を加熱して成分(B)の供給量の80〜100質量%を成分(A)に含浸させる工程(II)を有する複合強化繊維束の製造方法、およびその方法で製造される複合強化繊維束に、熱可塑性樹脂(C)が接着されている成形材料。
(もっと読む)
補強シート及びこれを用いたシート状構造材
【課題】シート材に高い伸び率及び良好な引張強度を付与し、かつ加工性及び環境特性にも優れた補強シート及びこれを用いたシート状構造材を提供することを目的とする。
【解決手段】本発明は、接着剤が含浸可能な補強シートであって、天然繊維を含む組成物を抄紙して得られ、抄紙方向に対して略垂直に設けられた複数の直線状切り込み部を有することを特徴とする補強シートである。上記直線状切り込み部の一端又は両端をそれぞれ囲うように設けられた非直線状切り込み部を有するとよい。上記非直線状切り込み部は、中心が上記直線状切り込み部上にあり、中心角が120度以上240度以下の略円弧形であるとよい。上記組成物が熱可塑性合成繊維及び/又は非熱可塑性化学繊維をさらに含むとよい。上記直線状の配設密度が10個/100cm2以上30個/100cm2以下であるとよい。
(もっと読む)
成形品、床材及びその製造方法
【課題】本発明が解決しようとする課題は、薄肉であっても優れた外観と優れた強度を両立した成形品を提供することである。
【解決手段】本発明は、強化繊維(a1)及び熱硬化性樹脂(a2)を含有する繊維含有率1質量%〜30質量%の成形材料(A)を用いて形成される層(I)と、繊維織物(b1)及び熱硬化性樹脂(b2)を含有する繊維含有率40質量%〜90質量%のプリプレグシート(B)を用いて形成される層(II)とが積層された、厚み0.5mm〜5mmであることを特徴とする成形品を提供するものである。
(もっと読む)
ハイサイクル成形用エポキシ樹脂組成物、硬化樹脂、および繊維強化複合材料
【課題】ハイサイクル成形による強化繊維複合材料の製造に適したエポキシ樹脂組成物を提供する。
【解決手段】以下の成分
A:フルオレン骨格を有するエポキシ樹脂、
B:グリシジルアミン型エポキシ樹脂、
C:フルオレン骨格を有さないグリシジルエーテル型樹脂、及び
D:脂肪族環式第一アミン
を含有し、全エポキシ樹脂100質量部中、成分Aが5〜40質量部であり、20℃における組成物粘度が0.1Pa・s以上3Pa・s以下であるエポキシ樹脂組成物。
(もっと読む)
微細セルロース繊維分散液およびセルロース繊維複合体並びにその製造方法
【課題】本発明は、微細セルロース繊維がゴム成分中に均一に分散し、液安定性および製膜性に優れ、微細セルロース繊維と加硫ゴム成分との複合体を生産性よく製造することができる微細セルロース繊維分散液の製造方法を提供することを目的とする。
【解決手段】微細セルロース繊維と、ゴム成分とを含有する微細セルロース繊維分散液の製造方法であって、セルロース繊維と、ゴム成分とを含有する原料分散液中で、セルロース繊維を解繊して、微細セルロース繊維を得る解繊工程を備える、微細セルロース繊維分散液の製造方法。
(もっと読む)
炭素繊維強化複合材料、その製造方法及びそれを用いたエレベータかご
【課題】成形時の樹脂のハンドリング性に優れ、成形後の高い難燃性及び機械的強度を兼ね備えた炭素繊維強化複合材料性を提供すること。
【解決手段】積層された炭素繊維基材に熱硬化性樹脂と水酸化アルミニウム、水酸化マグネシウム、三酸化アンチモン、五酸化アンチモン及び赤燐からなる群から選択される少なくとも1種の無機充填剤とを含有する熱硬化性樹脂組成物を含浸、硬化させてなる炭素繊維強化複合材料であって、炭素繊維強化複合材料全体における熱硬化性樹脂に対する無機充填剤の体積充填率が10体積%以上120体積%以下であり且つ炭素繊維基材の積層厚み方向に上層、中層及び下層に3等分したときに、上層における熱硬化性樹脂に対する無機充填剤の体積充填率が、中層及び下層それぞれにおける熱硬化性樹脂に対する無機充填剤の体積充填率の2倍以上であることを特徴とする炭素繊維強化複合材料。
(もっと読む)
21 - 40 / 246
[ Back to top ]