
Fターム[4F072AG02]の内容
強化プラスチック材料 (49,419) | 予備成形品 (4,017) | 予備成形品の種類 (2,408) | 補強材のプリフォーム (246)
Fターム[4F072AG02]に分類される特許
221 - 240 / 246
鋳型用有機粘結剤及びこれを用いて得られる鋳物砂組成物並びに鋳型
【課題】鋳物砂と混練した直後の鋳物砂組成物を用いた場合、及びかかる混練から一定時間経過した鋳物砂組成物を用いた場合の何れにおいても、得られた鋳型が優れた強度を発揮し得る鋳型用有機粘結剤、及びこの鋳型用有機粘結剤を用いて得られる鋳物砂組成物、並びに、かかる鋳物砂組成物を用いて造型されるガス硬化鋳型及び自硬性鋳型を提供すること。
【解決手段】フェノールウレタン系のガス硬化鋳型又は自硬性鋳型の造型に用いられる有機粘結剤として、フェノール樹脂とポリイソシアネート化合物と有機溶剤と共に、五員環内に少なくとも2つの窒素原子を有する化合物を始めとする所定の化合物からなる群より選ばれた少なくとも1種の有機窒素化合物を、必須の構成成分として含有するものを採用した。
(もっと読む)
プリフォームの製造方法、この製造方法に用いられる繊維基材及びプリフォーム製造装置
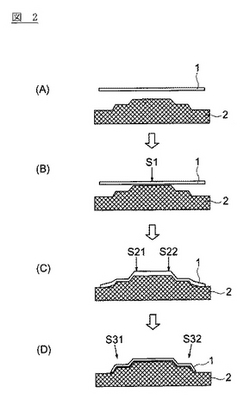
【課題】目ずれやシワの発生を抑制するプリフォームの製造方法を提供する。
【解決手段】
繊維基材1を賦形型2にセットするステップと、賦形型2にセットされた繊維基材1の略中央に設定された中央部を押さえるステップと、繊維基材1の略中央から端部へ離隔する方向に向かって、繊維基材を連続的又は特定の箇所を順次押さえるステップと、を有する。
(もっと読む)
プリフォームの製造方法、繊維強化複合材料の製造方法、プリフォーム及びこれを用いた繊維強化複合材料

【課題】三次元形状のプリフォームにおいて、基材の目開きや薄層化を防止し、部分的に強度が低下しない、生産効率の高い製造方法を提供する。
【解決手段】表面が平坦な二次元形状と表面に凹凸を有する三次元形状とを含む所定の立体形状に繊維基材を賦形する場合、連続繊維基材を二次元形状に賦形して凸状部プリフォーム3を得て、短繊維基材を三次元形状に賦形して平坦部プリフォーム4を得て、凸状部プリフォーム3と平坦部プリフォーム4とを接合させる。
(もっと読む)
シートモールディングコンパウンドで使うポリマー/WUCSマット
強化繊維の束と結合材料とで形成されたモールディングマット(295)の製造方法を提供する。強化繊維は、好ましくはウェットユースのチョップドストランドガラス繊維(WUCS)である。結合材料は、強化繊維より低い融点を有するいずれの熱硬化性材料でもよい。ウェットユースのチョップドストランドガラス繊維を部分的に広げ、かつ結合繊維をフィラメント化し、強化繊維と結合繊維をブレンドし、強化繊維と結合繊維をシートに形成し、かつシートを結合することによって、モールディングマットを形成することができる。結合工程の際、結合繊維の融点より高いが、ガラス繊維の融点より低い温度にシートを加熱する。このようにして形成されたモールディングマットをシートモールディングコンパウンド中の強化材料として使用することができる。 (もっと読む)
竹繊維強化プラスチック成形品の製造方法
【課題】 表面が滑らかで、見栄えが良く、しかも環境に優しい竹繊維強化プラスチックの成形品を提供する。
【解決手段】 竹の稈の繊維を布状(織布、不織布のいずれでもよい)に形成し竹繊維シートにする。
この竹繊維シートを、熱可塑性樹脂層間に挟んだ状態で金型内に入れて圧縮成形する。
あるいは、竹繊維シートの上に熱可塑性樹脂層を重ね、片面に竹繊維シートが露出した状態で金型に入れ、圧縮成形する。
少なくとも片面が熱可塑性樹脂層に覆われた竹繊維強化プラスチックの成形品になる。
(もっと読む)
通路および管路を内側ライニングするための樹脂含浸させられた繊維チューブの製作
本発明は、含浸の間、200〜20000mPasの粘度を有していて、含浸後、50000〜2000000mPasの粘度に増粘される反応樹脂を含浸させることによって、通路および管路を内側ライニングするための樹脂含浸させられた繊維チューブを製作するための方法に関する。 (もっと読む)
3次元で一体的に織成された強化パネル
織成された基礎布(8)からなる、2つの方向に補強材を伴った、一体に織成された3次元のプレフォームであって、第1織成布、第2織成布及び第3織成布(10、12、14)を有する。第1の布が第2の布に相対して折り畳み可能なように、第1織成布と第2織成布(10、12)との間の領域上に複数のヤーンが織り交ぜられる。第3の布が第2の布に相対して折り畳み可能なように、第2織成布と第3織成布(12、14)との間の領域上に追加の複数のヤーンが織り交ぜられる。織成された布を折り畳むことで、2つの方向に補強材を伴った一体に織成された3次元のプレフォームが形成される。 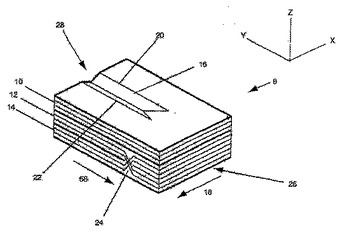 (もっと読む)
(もっと読む)
複合シートとそれを用いた平滑な表面を有する複合材料
【課題】本発明の目的は、平滑な表面(意匠性表面)を有する繊維強化プラスチック成形品を得るための、複合シート及びそれを用いた複合材料を提供することにある。
【解決手段】本発明の目的・課題は、多軸織物基材と、少なくともその一面に積層された、樹脂により一時的に接着・拘束された一方向配列強化繊維シート(層)が、この強化繊維シート方向に配列したステッチ糸により縫合一体化されていることを特徴とする複合シートによって達成される。そして、また、かかる複合シートに含浸せしめられた、マトリックス樹脂とからなる平滑な表面を有する複合材料によって達成される。
(もっと読む)
中空粒子を含有する樹脂組成物、同組成物を含むプリプレグおよび積層板
低誘電率および低誘電正接を有するとともに、熱膨張係数の小さい積層板を安定して製造することのできる樹脂組成物を提供する。この樹脂組成物は熱硬化性樹脂と中空粒子を含有し、中空粒子のシェルは架橋性モノマーの重合体もしくは共重合体、又は架橋性モノマーと単官能性モノマーとの共重合体でなる単層構造を有する。中空粒子の平均粒径は0.1〜30μmであり、シェル厚みは、0.01〜4μmであり、中空粒子の全体積に対する内部空隙の体積比率は40〜80%である。 (もっと読む)
N−複素環式カルベン触媒を使用する巨大環状ポリエステルオリゴマーの重合
N−複素環式カルベンは、巨大環状ポリエステルオリゴマーの重合に有効な触媒である。この触媒によって迅速な重合、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
繊維強化ポリイミド複合材料の製造方法
【課題】 本発明が解決しようとする課題は、高温高精度の温度制御が求められない低コストの設備で、樹脂を外部から圧送、圧入する過程で高粘性や局部的硬化といった現象を起こすことがない、リキッドモールディング成形法による繊維強化ポリイミド複合材料を製造できる技術を提供することにある。
【解決手段】 本発明の繊維強化ポリイミド複合材料の製造方法は、有機溶媒中に付加型のイミドオリゴマーが重量比で20%以上溶解しているイミドオリゴマー溶液を、リキッドモールディング法によって強化繊維もしくは繊維織物に含浸し、有機溶媒を揮発させた後に、加熱、電子線照射もしくは紫外線照射してイミドオリゴマーを付加反応させて複合材料を成形するようにした。
(もっと読む)
伝動ベルト
【課題】伝動ベルトの注水時のスリップによる伝動能力の低下と異音の発生とを有効に防止する。
【解決手段】伝動ベルトであるVリブドベルトBの圧縮ゴム層6におけるリブ部8のリブゴム内に、RFL処理したゲル化可能なポリビニルアルコール繊維からなる短繊維10,10,…を埋設する。ベルトBの注水時に、リブ部8表面の短繊維10が吸水によりゲル化して、ベルトBとプーリとの界面に水層が形成されずに、その界面を水がない状態に保ち、水層に起因するベルトBの伝動能力の低下とスリップによる異音発生とを抑制する。
(もっと読む)
複合材製インサートおよびその製造方法、ならびにそのようなインサートを備えるサンドイッチ構造の作製方法
【課題】本発明は、補強インサートならびにその製造方法に関する。
【解決手段】このインサートは、ファイバ区間(15、16)を形成するように層(10〜14)を通過する一体化ファイバによって互いに一体化されたファイバの重なった層(10〜14)を備え、これらの区間(15、16)のうちの少なくともいくつかが直線である。これらのファイバ区間(15、16)および層(10〜14)は硬化樹脂(17)中に埋め込まれる。さらに、インサートを構成するファイバの総密度がインサートの体積の50%〜60%であり、ファイバ区間はインサートの体積の3%〜10%を占める。本発明は、少なくとも1つのそのようなインサートを備えるサンドイッチ構造の作製方法にも関する。
(もっと読む)
繊維強化樹脂製線材の成形方法・繊維強化樹脂製線材・繊維強化樹脂製線材の成形装置・繊維強化樹脂製線材の成形に用いられる繊維束
【課題】金型のような高価な成形加熱治具を要することなく成形でき、成形速度を高速にできるとともに、多品種少量生産もコストアップを来たすことなく容易にでき、繊維強化樹脂製線材の製造コストの大幅な低減を図れるようにする。
【解決手段】撚って断面が円形状になるように予備成形した繊維束2をテンションローラ9で張力を付与しながら送り、樹脂槽3内にどぶ浸けして熱硬化性樹脂11を含浸し、余分な樹脂をダイス4に通して削ぎ落とした後、電気炉5内で折り返し案内して樹脂を非接触状態で加熱しながら硬化させつつ引き抜き手段6により引き抜く。
(もっと読む)
繊維強化複合材料用樹脂組成物、該組成物を用いた繊維強化複合材料の製造方法及び繊維強化複合材料
【課題】 ボイドおよびクラックが形成されず、又、靱性に優れ、さらに硬化時間も短い繊維強化複合材料の製造方法、この方法に適した樹脂組成物及び該樹脂組成物を用いた繊維強化複合材料の提供。
【解決手段】 下記構成成分(A)及び(B)
(A):下記を含む100重量部のシアネートエステル樹脂、
(A1):5〜30重量%のゴムで改質された樹脂の50〜100重量部
(A2):ゴム改質されていない樹脂の0〜50重量部
(B):0.01〜0.5重量部の金属配位型触媒
を含み、50〜120℃における粘度が100〜800mPa・sであり、前記温度範囲で前記粘度範囲を1時間以上保持する樹脂組成物を用い、下記工程(1)〜(3)をこの順に行う。
(1)成形型に、強化繊維を配置
(2)50〜120℃の温度で前記樹脂組成物を加熱し、強化繊維に加熱樹脂組成物を含浸
(3)含浸後120〜200℃で加熱し、繊維強化複合材料を得る。
(もっと読む)
耐熱炭素繊維強化複合材料用プリフォーム及び耐熱炭素繊維強化複合材料の製造方法
【課題】 プリフォームの熱分解時に変形が起こり難い炭素繊維と炭素やセラミックスをマトリックスとする炭素繊維複合材料用プリフォーム及びそれを用いた耐熱炭素繊維複合材料の製造方法を提供する。
【解決手段】 耐熱炭素繊維強化複合材料用プリフォームを、炭素繊維に有機高分子又は無機高分子を含浸してなる賦形体であって、賦形体の嵩密度を0.6〜1.3g/cm3、かつ、賦形体の端面を光反射法により撮影した写真の画像解析グレイスケール分布におけるピーク高さ1/6の幅(w1/6)とピーク高さ1/2の幅(w1/2)とのピーク幅比[(w1/6)/(w1/2)]を2.0〜3.0と構成する。このプリフォームを熱処理して耐熱炭素繊維強化複合材料を製造する。
(もっと読む)
衝撃吸収部材の製造方法
【課題】 構造部材に使用される衝撃吸収部材であって、従来よりもさらに大きなエネルギー吸収量を実現する衝撃吸収部材の製造方法を提供する。
【解決手段】 中空の構造部材200と、その表面の全部又は一部を覆う、繊維強化部材100とからなる衝撃吸収部材300の製造方法であって、硬化後に繊維強化部材100となるプレプリグ150を形成するプレプリグ形成工程と、繊維強化部材100が、引張最大荷重特性、圧縮最大荷重特性、引張最大変位特性、及び圧縮最大変位特性からなる群より選択される一以上の特性を有し、異なる前記特性が前記構造部材の表面上に交互に形成されるようにプレプリグ150を構造部材200上に配置するプレプリグ配置工程と、プレプリグ150を硬化させて繊維強化部材100を形成するプレプリグ硬化工程とを含む。
(もっと読む)
長手方向の繊維ウェブの形成方法および形成装置、横方向の繊維ウェブの形成方法および形成装置、交差繊維ウェブの形成方法および形成装置、および、エアバッグの形成方法および形成装置
長手方向の繊維ウェブ(100)を形成するための方法が記載されており、該方法において、細長い断面外形を有する合成テープ(2)が、束(12)を形成するために、互いに略平行に配置され、テープ(2)はマトリクス材(46)に埋め込まれる。テープ(2)は互いに部分的に重なり合って配置される。 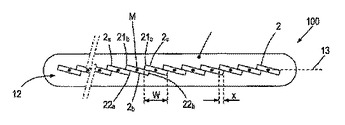 (もっと読む)
(もっと読む)
未含浸強化繊維の織布の裁断方法およびその裁断処理装置
【課題】未含浸強化繊維よりなる織布の裁断に際して、熱可塑性樹脂やタッキファイアの粉末を付与して織布を固定する方法では、粉末の分量や疎密のコントロールが難しく、裁断処理装置を自動化した場合に高速化ができない。
【解決手段】マトリックスとしての熱硬化性樹脂を含浸させて繊維強化樹脂材を製造するための未含浸強化繊維の織布を、裁断する方法であって、前記織布に、少なくともその裁断パターンに沿って、裁断用固定材としての常温で固体の熱硬化性樹脂が揮発性有機溶媒に溶かされてなる溶液を含浸させる含浸工程100と、前記溶液が含浸した織布より前記溶媒を乾燥させる乾燥工程200と、前記溶媒が乾燥した織布を前記裁断パターンで裁断する裁断工程300と、を備える。
(もっと読む)
ジグザグ形状の繊維強化樹脂成形品及びその製造法
【課題】引抜き成形によってジグザグ形状の繊維強化樹脂成形品を製造し、得られた成形品を用いた複合補強部材を得る。
【解決手段】強化繊維束に熱硬化性樹脂を含浸させ、賦形ノズルを通して引抜き、硬化域に引抜き方向に沿って複数本のピンを所定間隔を置いて2列に整列させ、該2列のピンが相互にジグザグとなるように配列して2列のピンを移動させ、賦形ノズルを2列のピンと相対的に引抜き方向に直交する方向に往復動させて強化繊維束を含む熱硬化性樹脂を2列のピンに交互に掛けて硬化させてジグザグ形状の引抜き成形体を製造する。
(もっと読む)
221 - 240 / 246
[ Back to top ]