
Fターム[4F072AG02]の内容
強化プラスチック材料 (49,419) | 予備成形品 (4,017) | 予備成形品の種類 (2,408) | 補強材のプリフォーム (246)
Fターム[4F072AG02]に分類される特許
201 - 220 / 246
中空FRPの製造方法
【課題】中子に、強化繊維基材を該中子の翼弦長方向に巻付けたプリフォームを用いて中空構造の翼形状を持つFRP部材をRTM成形で作成する際に、注入樹脂圧力による中子の寸法変動が引き起こすヒケや樹脂リッチといった外観不良、マトリックス樹脂の中子内部への浸透による重量増、界面との剥離による強度低下の無く、安定して製造できる方法を提供すること。
【解決手段】断面の少なくとも一部に直線部を有する翼形状の中空構造の中子に、強化繊維基材を該中子の翼弦長方向に巻付けたプリフォームを作成する際に、下記式を満たすように巻き付け張力を制御したプリフォームを作成し、該プリフォームに内圧を付与しながら、RTM成形する。 100*{X−(Y+Z)}/Z=A(A≦0)・・・(1) 0.3≦|A|<0.7 ・・・(2)式中X:強化繊維を巻き付けた後の翼弦長寸法Y:巻付けた強化繊維基材の厚みZ:中子単体の翼弦長寸法
(もっと読む)
繊維補強遮水シートを用いた遮水工法

【課題】応力がかかってもシートが伸びてしまうことのない十分な強度を有しているとともに、下地の陥没などに対しては吸収できるような繊維補強遮水シートを用いた遮水工法を提供する。
【解決手段】底面10と法面11からなる凹所に遮水シート1を敷設する遮水工法において、少なくとも法面に敷設する遮水シート1としてエラストマー中に経糸は20kgf/cm以上の強度を有し、緯糸5は0.1〜1.0kgf/cm以下の強度を有するスダレを埋設した遮水シート1を用い、遮水シート1の重量がかかる法面11の斜面に沿った方向に前記遮水シート1に埋設した緯糸方向をあわせて敷設してなる。
(もっと読む)
衝撃エネルギー吸収性能を有する縫合組物FRPパイプ

【課題】ブレイダー装置によるブレイディング処理によって組成される繊維強化プラスチック製の衝撃エネルギー吸収性能の高い縫合組物FRPパイプという具体的な構造物を提供すること。
【解決手段】軸線に対する組角度が±θ°の組糸4、4と、軸線に対する角度が0°の中央糸5とを選択的に組み合わせて、ブレイダー装置によって、組成の芯となるマンドレル上に複数層の組物層2からなる組物円筒状プリフォーム1を組成してなり、組物円筒状プリフォームを層厚方向に縫合糸により縫合処理し、樹脂材を含浸硬化して縫合組物FRPを形成してなることを特徴とする衝撃エネルギー吸収性能を有する縫合組物FRPパイプ。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 樹脂含浸性が高く生産性に優れた長繊維強化熱可塑性樹脂成形材料の製造方法を提供すること。
【解決手段】 連続した強化繊維束を含浸ダイに導入し、溶融した熱可塑性樹脂中に浸漬させて、ノズルから引き抜く繊維強化熱可塑性樹脂成形材料の製造方法であって、強化繊維束を、該強化繊維束の引き抜き方向と順方向に熱風が流れている予熱室を通過させて予熱処理したのち、含浸ダイへ導入させる。熱風は、温度が(熱可塑性樹脂の溶融温度−100)〜(熱可塑性樹脂の溶融温度+10)℃であり、風速は10〜120m/minであり、風量は1〜8m3/minであることが好ましい。
(もっと読む)
基板の製造方法
【課題】 表面が平滑な電子デバイスに用いる基板の製造方法を提供する。
【解決手段】 電子デバイスに用いる基板の製造方法であって、繊維を含むシート状基材1に第1熱硬化性樹脂を含む第1樹脂材料を担持する担持工程と、シート状基材1に担持した第1樹脂材料が固化に至る前にシート状基材1の両側に支持体9を積層する積層工程と、支持体9を積層したシート状基材1を加熱処理して第1熱硬化性樹脂を少なくとも半硬化の状態になるまで硬化させる硬化工程と、硬化工程の後に支持体9をシート状基材1から剥離する剥離工程と、を備える。
(もっと読む)
成形材料用樹脂組成物及び成形材料
【課題】ビス(2−オキサゾリン)化合物と芳香族アミンの反応を緩やかにし、樹脂組成物を半硬化状態で一旦留め置くことを可能にして、取扱い性のよい成形材料を提供する。
【解決手段】ジシクロペンタジエン型エポキシモノマとその硬化剤として作用する過剰の芳香族アミンとの予備反応物と、ビス(2−オキサゾリン)化合物と、前記芳香族アミンとビス(2−オキサゾリン)化合物との反応を開始させる触媒とを含む成形材料用樹脂組成物とする。この樹脂組成物を補強繊維基材に保持させ加熱乾燥により半硬化状態として、成形成形材料とする。
(もっと読む)
内装材及び成形材料の製造方法
【課題】本発明の課題は、剛性の高い内装材とすることのできる成形材料を提供することである。
【解決手段】疎水性繊維99.5〜50重量%と親水性繊維0.5 〜50重量%とを含む混合繊維集合体に熱硬化性合成樹脂を含浸せしめた成形材料中の熱硬化性合成樹脂を硬化してなる基材32と、該基材の表面に貼着されている表皮材33とからなり、該基材と該表皮材とは、接着面に点状に散在されている接着剤層34Aによって接着されているものを内装材とする。
(もっと読む)
TFP法により単層又は複層の繊維プリフォームを製造する方法
本発明は、力の変動に適合するように配列された繊維ストランド2−8,18を用い、TFP法により、面倒な裏張り層がなく、実質的に所望の材料厚さ、及び所望の表面幾何学形状を有する単層又は複層の繊維プリフォーム1,17の製造方法に関し、柔軟性及び弾性を有する基体9,19、特に、エラストマーにより形成された基体9,19上に、繊維プリフォーム1,17を形成するために縫製ヘッドから導かれる固定糸10,11を用いて繊維ストランド2−8,18を載置し付着させる工程と、基体9,19から繊維プリフォーム1,17を持ち上げる工程とを備える。この方法で製造された繊維プリフォーム1,17は実質的に最適な、即ち、実質的に力の変動に適合した繊維配列を備え、繊維配列中に容易に判断できる欠陥を有しない。この結果、過度な機械的応力に耐えると同時に軽量である構成材を、例えば、引続くRTM法によって、創ることができる。 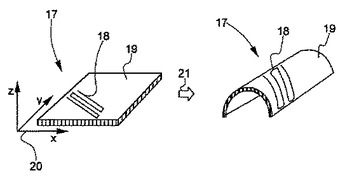 (もっと読む)
(もっと読む)
3次元的に屈曲した繊維複合材料製の構造部材の製造方法
3次元的に屈曲した繊維複合材料製の構造部材の製造方法である。その構造部材は、曲げ荷重を支持するのに適した所定の断面形状を有し、少なくとも1つのウェブ部と該ウェブ部に接続した少なくとも1つのフランジ部とを備え、該フランジ部が0度配向の繊維を含んで成るものである。この製造方法は、
a)平坦形状であって少なくとも1つの平面内において屈曲可能な、ベースをなす繊維積層体を用意し、
b)用意した前記繊維積層体の一部分の上に、0度配向の繊維を含んで成る一軸配向の繊維積層体テープ材を配置して、該繊維積層体テープ材が、製造しようとする繊維複合材料製の構造部材の前記少なくとも1つのフランジ部に位置するようにし、
c)少なくとも1本の第1縫着線に沿って、前記繊維積層体テープ材を、ベースをなす前記繊維積層体に縫着することによって、一軸配向の前記繊維積層体テープ材を含んでいるフランジ部形成ストリップ材部分と一軸配向の前記繊維積層体テープ材を含んでいないウェブ部形成ストリップ材部分とを有する、平坦形状のプレハブ材としての繊維積層体ストリップ材を形成し、
d)平板形状のプレハブ材としての前記繊維積層体ストリップ材を作業平面の上に用意し、
e)プレハブ材としての前記繊維積層体ストリップ材を、製造しようとする3次元的に屈曲した繊維複合材料製の構造部材の目標形状に合わせて屈曲させ、
その際に、前記繊維積層体ストリップ材の前記フランジ部形成ストリップ材部分を、前記ウェブ部形成ストリップ材部分に対して角度を成すようにして前記作業平面から起立させて、少なくとも1本の屈曲軸心の周りに一軸的に屈曲させるようにし、該少なくとも1本の屈曲軸心は、前記0度配向の繊維の延在方向に対して垂直に、且つ、一軸配向の前記繊維積層体テープ材のテープ面に対して平行に延在する軸心であり、
更にその際に、前記繊維積層体ストリップ材の前記ウェブ部形成ストリップ材部分を実質的に前記作業平面内のみにおいて屈曲させ、それに伴って該ウェブ部形成ストリップ材部分の繊維配列がひずみ変形するようにし、
f)少なくとも1本の第2縫着線に沿って、プレハブ材としての前記繊維積層体ストリップ材を、少なくとも1つの平面内で屈曲した支持材に縫着し、前記第2縫着線は、前記フランジ部形成ストリップ材部分と前記ウェブ部形成ストリップ材部分との境界部分の前記ウェブ部形成ストリップ材部分の側だけに設定される縫着線であり、それによって、形状安定性を有し、製造しようとする繊維複合材料製の構造部材に合わせて3次元的に屈曲した第1の部分的繊維積層体プリフォームを形成する、
ことを特徴とする方法である。
(もっと読む)
TFPプロセスによって単層又は多層の繊維構造プレフォームを製造する方法及び基材層
本発明に係る繊維構造プレフォームの製造方法は、基材層の少なくとも特定領域に剥離層3,26を設ける工程と、TFPプロセスの完了後に、繊維構造プレフォーム1,25を固定装置24内に設置して、前記固定装置24内において供給される熱によって固定用縫糸17の少なくとも一部を溶解する工程と、剥離層3,26によって繊維構造プレフォーム1,25から離間されている基材層2を繊維構造プレフォーム1,25から取り外す工程とを含む。本発明に係る製造方法によって製造された繊維構造プレフォームは、所望の厚みを得つつ欠陥無しの最適な繊維構造を有し、高機械的負荷に耐える必要がある耐負荷部材用の複合材料体を形成することができる。 (もっと読む)
強化繊維基材のマーキング方法、繊維強化複合材の製造方法、及び繊維強化複合材
【課題】マーキング精度を向上できる強化繊維基材のマーキング方法、歩留まりが良好な繊維強化複合材の製造方法、及び繊維強化複合材を提供する。
【解決手段】プリフォーム1に対して、賦形時の基準となる折り曲げライン2,3(基準マーク)及びプリフォーム1を成形用金型内に位置決め配置する際の基準となる位置決めライン4(基準マーク)を、熱可塑性を有する糸状繊維5を用いて、該糸状繊維5をプリフォーム1の表面に熱溶着させることによりそれぞれマーキングする。
(もっと読む)
強化用ガラス繊維およびそれを用いた繊維強化不飽和ポリエステル樹脂組成物
【課題】集束性および作業性に優れた強化用ガラス繊維であって、成形性、機械的強度、耐水性および耐熱水性などに優れ、特に前記外観欠点がなく、色調劣化や表面外観に優れた繊維強化不飽和ポリエステル樹脂成形体を実現できる強化用ガラス繊維と、かかる強化用ガラス繊維を用いた繊維強化不飽和ポリエステル樹脂組成物を提供すること。
【解決手段】シランカップリング剤と酢酸ビニル系重合体とウレタン樹脂を含むガラス繊維用集束剤が付着した強化用ガラス繊維であって、前記集束剤の付着量が、集束剤を含む強化用ガラス繊維100質量部中において固形分で0.8〜1.2質量部を占める量であり、前記強化用ガラス繊維をスチレンに浸漬したときの前記集束剤のスチレンに対する1時間および3時間の溶解度が50〜60質量%であり、24時間の溶解度が60〜70質量%である強化用ガラス繊維、およびそれを用いた繊維強化不飽和ポリエステル樹脂組成物。
(もっと読む)
プリフォーム用バインダー組成物、プリフォーム用強化繊維基材、プリフォームの製造方法および繊維強化複合材料の製造方法
【課題】
本発明は、強化繊維の体積含有率が高く、且つ、衝撃後圧縮強度に優れた繊維強化複合材料のレジン・トランスファー・モールディングによる製造方法に用いるプリフォーム用バインダー組成物およびそれからなるプリフォーム用強化繊維基材を提供せんとするものである。
【解決手段】
本発明のプリフォーム用バインダー組成物は、バインダー組成物であって、該組成物が、温度200℃、剪断速度1000s−1における剪断粘度が200〜1000Pa・sであることを特徴とするものである。また、本発明のプリフォーム用強化繊維基材は、かかるプリフォーム用バインダー組成物を強化繊維に付与してなることを特徴とするものである。
(もっと読む)
複合材料用樹脂可溶熱可塑性ベール
硬化性組成物用強化要素である樹脂可溶熱可塑性重合体ベール[ここで、前記重合体要素は固相状態の不織ベールであるが、これは、これを溶かし得る硬化性樹脂マトリクス組成物の成分との接触が前記硬化性組成物が実質的にゲル化および/または硬化し始める温度より低くかつ前記重合体要素が溶融する温度より低い温度で生じた時点で相転移を少なくともある程度起こして液相になるに適する]、それの製造方法、少なくとも1種の熱可塑性ベール要素を構造補強用繊維と一緒に含有して成る硬化性組成物用プレフォーム担体構造物、それの製造方法、少なくとも1種の熱可塑性ベール要素または担体構造物と硬化性樹脂マトリクス組成物を含有して成る硬化性組成物、それの製造および硬化方法、そしてそれから得た硬化複合材料または樹脂体およびこれらの公知および新規な使用。 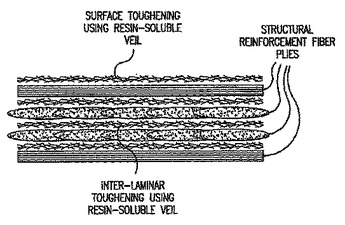 (もっと読む)
(もっと読む)
補強パッド
本発明は、厚さが少なくとも3mmでありかつ相対する主要面を有する不織繊維層を含み、前記主要面のうち一方が接着層を含み、前記不織繊維層が架橋性組成物を含む、補強パッドを提供する。架橋性組成物を硬化すると、不織繊維層を剛性化することができる。 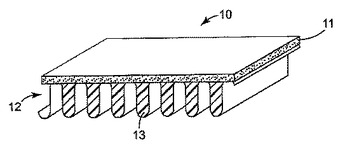 (もっと読む)
(もっと読む)
繊維強化複合材料
【課題】
本発明は、高い衝撃後圧縮強度を有し、且つ、損傷視認性に優れたRTM成形繊維強化複合材料を提供せんとするものである。
【解決手段】
本発明は、かかる課題を解決するために、次のような手段を採用するものである。すなわち、本発明のRTM繊維強化複合材料はエポキシ樹脂を含む主剤とエポキシ樹脂を硬化させうる成分を含む硬化剤とから成り、180℃で2時間熱硬化させた硬化物の引張伸度が3〜10%であるエポキシ樹脂組成物を炭素繊維を含む強化繊維基材または該強化繊維基材を積層してなるプリフォームに注入含浸して加熱硬化されて成るRTM成形繊維強化複合材料であり、且つ、交差積層された該プリフォームから得られる厚さ4〜5mmの該繊維強化複合材料について、JIS K 7089(1996)に従って試験片の厚さ1mmあたり20Jの衝撃エネルギーを付与した後のデント深さが0.6mm以上であることを特徴とするものである。
(もっと読む)
プリフォームの製造方法および製造装置
【課題】RTM用の基材を用いた強化繊維積層体から3次元の繊維構造体(プリフォーム)を連続的に製造するプリフォームの製造方法、製造装置、およびそれらから得られるプリフォームならびにFRPを提供する。
【解決手段】配列した強化繊維糸条を含む強化繊維基材を複数枚積層一体化した強化繊維積層体であって、該強化繊維基材の層間に熱可塑性樹脂を主成分とする樹脂材料を有し、かつ、上記強化繊維積層体全体を厚み方向に少なくとも複数枚一体化した強化繊維積層体を用いて強化繊維構造体を一体化する製造方法において、少なくとも下記の工程(A)〜(C)を含むことを特徴とするプリフォームの製造方法。
(A)強化繊維積層体の表面に突起物を一体化させた凸型強化繊維構造体を形成する一次一体化工程、
(B)一体化してなる凸型強化繊維構造体の突起物を基に、凹部に位置決めする位置決め工程、
(C)位置決めした凸型強化繊維構造体を一体化する二次一体化工程。
(もっと読む)
ガラス繊維被覆用塗布液およびそれを用いたゴム補強用ガラス繊維
【課題】 ガラス繊維コードに塗布して被覆層としゴム補強用繊維とした際に、優れたゴム補強用ガラス繊維と耐熱ゴムの接着強さを有し、且つ塗布液調製後、長時間経過した後にガラス繊維コードに塗布被覆したとしても、ゴム補強用ガラス繊維と耐熱ベルトの接着強さが低下せず性能を維持する時間が長い、即ち、寿命が長いゴム補強用ガラス繊維の長時間の連続生産が可能なガラス繊維被覆用塗布液を提供する。
【解決手段】 モノヒドロキシベンゼン−レゾルシン−ホルムアルデヒド樹脂(A)とビニルピリジン−スチレン−ブタジエン共重合体(B)とクロロスルフォン化ポリエチレン(C)とを水に分散させエマルジョンとしたガラス繊維コードに被覆するためのガラス繊維被覆用塗布液。
(もっと読む)
強化繊維基材、プリフォーム、複合材料およびその製造方法
【課題】
一方向性基材を並行方向に並べる際にできる基材間の隙間を、成形品の段階まで適正な間隔に保つことができ、なおかつ、一方向性基材を複数枚積み重ねた積層体の状態でも高い柔軟性を維持できる強化繊維基材を提供する。
【解決手段】
一方向に並行するように引きそろえられた複数本の強化繊維糸条を、該強化繊維糸条に交差するように延在した補助糸により拘束することにより平面形態を保持した少なくても二枚の一方向性基材を含む強化繊維基材であって、該強化繊維糸条方向に並行な端部を持つ一方向性基材同士が、互いに重なり合わず、該端部の位置で、接続手段により繋がれていることを特徴とする強化繊維基材。
(もっと読む)
鋳型用有機粘結剤及びこれを用いて得られる鋳物砂組成物並びに鋳型
【課題】鋳物砂と混練した直後の鋳物砂組成物を用いた場合、及びかかる混練から一定時間経過した鋳物砂組成物を用いた場合の何れにおいても、得られた鋳型が優れた強度を発揮し得る鋳型用有機粘結剤、及びこの鋳型用有機粘結剤を用いて得られる鋳物砂組成物、並びに、かかる鋳物砂組成物を用いて造型されるガス硬化鋳型及び自硬性鋳型を提供すること。
【解決手段】フェノールウレタン系のガス硬化鋳型又は自硬性鋳型の造型に用いられる有機粘結剤として、フェノール樹脂とポリイソシアネート化合物と有機溶剤と共に、五員環内に少なくとも2つの窒素原子を有する化合物を始めとする所定の化合物からなる群より選ばれた少なくとも1種の有機窒素化合物を、必須の構成成分として含有するものを採用した。
(もっと読む)
201 - 220 / 246
[ Back to top ]