
Fターム[4F072AG05]の内容
強化プラスチック材料 (49,419) | 予備成形品 (4,017) | 予備成形品の種類 (2,408) | ペレット (184)
Fターム[4F072AG05]に分類される特許
41 - 60 / 184
電子機器ハウジング用の薄肉成形体
【課題】耐衝撃性に優れ、吸水による寸法変化の少ない、携帯電話機等の電子機器のハウジングや内部シャーシ用として適した薄肉成形体とその製造方法を提供する。
【解決手段】ガラス長繊維束にPA11、12,610、612から選ばれるPAを溶融させた状態で含浸させ一体化した後に5〜15mmの長さに切断した繊維束を含み、(a)引張呼びひずみが2%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であることと、(b)ノッチ有りシャルピー衝撃強度が30kJ以上であることを同時に満たす、ガラス繊維の含有量が40〜70質量%の樹脂組成物から得られる、厚みが0.8〜2.0mmで含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体。
(もっと読む)
パルプ繊維複合体原料
【課題】高い曲げ弾性率を得るために扁平状の充填材を加えたパルプ繊維複合PPは、繊維表面のフィブリル化した微細繊維に残存する空気が射出成形時に分離して成形品に気泡として残留して意匠性を著しく低下させる。このため、パルプ繊維にエラストマーなどの希薄溶液を付与後に絞液して付着させる手段などによって対処していたが、反面、衝撃強度の低下をもたらしていた。
【解決手段】この発明に係るパルプ繊維複合体原料は、含浸した界面活性剤と同系の界面活性剤を用いて水分散させた微粒子状態の低弾性エラストマーを保持したパルプ繊維が、表面に鱗片状の無機物を保持して成ることを特徴とする。
(もっと読む)
パルプ繊維強化樹脂の製造方法

【課題】パルプ繊維は、表面にフィブリル化した微細繊維を備えて凝集しやすいことから、PPと複合化する際に繊維が凝集して樹脂への分散が困難であるほか、凝集した繊維内に残存する空気が成形圧によって排出し、成形品に白化となって残存して、意匠性を悪化させていた。
【解決手段】この発明に係るパルプ繊維強化樹脂の製造方法は、粒子状に粉砕したパルプを空気とともに対流・攪拌した状態で高粘性エラストマーを含む分散液の希薄溶液を吹き付けながら混合した後に、1mm以上の長繊維を加えて対流・攪拌して均一分散させた混合パルプ充填剤を、熱可塑性樹脂と混練して複合化することを特徴とする。
(もっと読む)
パルプ繊維強化樹脂原料
【課題】パルプ繊維複合PPは、パルプ繊維表面および繊維間の残存空気が射出成形時の高圧付与によって分離し、成形品に気泡として残留して意匠性を著しく低下させる。このため、パルプ繊維にエラストマーなどの希薄な溶液に浸漬するなどして含浸させた後に絞液して残存空気を排除させるなどしていたが、反面、衝撃強度の低下をもたらしていた。
【解決手段】この発明に係るパルプ繊維強化樹脂原料は、界面活性剤を含浸したパルプ繊維に、界面活性剤と同種の界面活性剤の存在下で水に分散させた低弾性エラストマーの微粒子が付着し、低弾性エラストマーと熱可塑性樹脂の微細粒子が粘着して成ることを特徴とする。
(もっと読む)
長繊維強化樹脂ペレットおよびそれを溶融成形してなる長繊維強化樹脂成形品
【課題】本発明は、分散性に優れた樹状ポリエステルを長繊維強化樹脂に配合することにより、優れた機械的強度、流動性(成形加工性)、外観、寸法安定性を改善された長繊維強化樹脂成形品、およびそれに使用する長繊維強化樹脂ペレットを提供することをその課題とするものである。
【解決手段】熱可塑性樹脂(A)、樹状ポリエステル(B)を配合してなる樹脂組成物に対し、繊維状充填剤(C)を配合してなる長繊維強化樹脂組成物であり、繊維状充填剤(C)が樹脂組成物中において実質的にその全てがペレットと同じ長さで平行配列しており、かつその長さが5〜30mmである長繊維強化樹脂ペレット。
(もっと読む)
複合強化繊維束の製造方法およびそれを用いた成形材料
【課題】強化繊維束への含浸性が良好であり、かつボイドが少なく、成形時の揮発分が少ない複合強化繊維束を製造することを目的とする。また、複合強化繊維束を用いた成形材料であって、成形品中への繊維分散が良好である成形品を製造できる成形材料を提供することを目的とする。
【解決手段】強化繊維束(A)50〜87質量%に、特定の条件を満たすエポキシ樹脂(B)13〜50質量%を含浸させてなる複合強化繊維束の製造方法であって、成分(A)に成分(B)を供給し、成分(B)を100〜300℃の溶融状態で成分(A)と接触させる工程(I)と、成分(B)と接触している成分(A)を加熱して成分(B)の供給量の80〜100質量%を成分(A)に含浸させる工程(II)を有する複合強化繊維束の製造方法、およびその方法で製造される複合強化繊維束に、熱可塑性樹脂(C)が接着されている成形材料。
(もっと読む)
ガラス繊維強化熱可塑性樹脂組成物ペレットの製造方法
【課題】噛み合い型の二軸以上の押出機を用いる樹脂成形品の製造において、高い生産性を実現するため、短時間でモノフィラメントの集合体である、ガラスロービング、又はチョップドストランド等のガラス繊維束をモノフィラメントに解繊できる製造条件を提供する。
【解決手段】互いに回転して噛み合うスクリューを備えた二軸以上の押出機を用いて、ガラス繊維強化熱可塑性樹脂組成物ペレットを製造する方法であって、混合混練する際にガラス繊維束が受けるせん断応力の時間積分値の最小値(最小せん断応力履歴値Tmin)を制御して、製造条件を決定する。
(もっと読む)
強化熱可塑性樹脂組成物および成形品
【課題】耐熱性や成形性、剛性、導電性、耐衝撃性に優れ、得られる成形品の2次加工性、耐衝撃性を高くできる強化熱可塑性樹脂組成物を提供する。
【解決手段】本発明の強化熱可塑性樹脂組成物は、ポリカーボネート樹脂(A)40〜90質量%と、ゴム質重合体(B1)の存在下に、芳香族アルケニル化合物単量体(a)およびシアン化ビニル化合物単量体(b)がグラフト重合したグラフト共重合体(B)10〜60質量%(ただし、(A)成分と(B)成分との合計が100質量%である。)と、ポリカーボネート樹脂(A)とグラフト共重合体(B)との合計100質量部に対して、水溶性ポリアミドで表面処理された無機充填材(D)1.0〜9.9質量部と、スルホン酸金属塩(E)0.02〜0.5質量部とを含有する。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法
【課題】炭素繊維にジアミン成分として1,9−ノナンジアミン単位を含む半芳香族ポリアミド樹脂を含浸させたストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】炭素繊維にジアミン成分として1,9−ノナンジアミン単位を含む半芳香族ポリアミド樹脂を含浸させたストランドの製造方法であって、複数の開繊ローラーを繊維束走行に対して交互に斜めに配置した含浸浴中に溶融状態の樹脂を充填し、炭素繊維束を含浸浴中の開繊ローラーに接触通過させ開繊させつつ樹脂を含浸させることによる炭素繊維の含浸ストランドの製造方法。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法
【課題】樹脂含浸性に優れた炭素繊維の熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】溶融状態の熱可塑性樹脂が充填されかつ円弧形状を有するブロックが配置された含浸浴中に、炭素繊維束を導入し、ブロックの円弧部分に炭素繊維束を接触通過させ開繊させつつ、炭素繊維束に熱可塑性樹脂を含浸させ熱可塑性樹脂含浸ストランドを製造する方法であって、円弧形状を有するブロックは凸状の円弧を有する開繊ブロックと逆凹状の円弧を有する収束ブロックから構成され、その弧の向きは同一であり、開繊ブロックをはさむように収束ブロックが配列されていることを特徴とする熱可塑性樹脂含浸ストランドの製造方法。
(もっと読む)
炭素繊維の樹脂含浸ストランドおよびペレットの製造方法
【課題】樹脂含浸性に優れた炭素繊維の熱可塑性樹脂含浸ストランド、および炭素繊維の長繊維ペレットを提供する。
【解決手段】溶融状態の熱可塑性樹脂が充填されかつ円弧形状のピンが配置された含浸浴中に、炭素繊維束を導入し、ピンに炭素繊維束を接触通過させ開繊させつつ、炭素繊維束に熱可塑性樹脂を含浸させ熱可塑性樹脂含浸ストランドを製造する方法であって、
円弧形状のピンは円弧半径の異なる収束ピンと開繊ピンが交互に配列され、ピン数の合計は少なくとも3個であり、収束ピンの内接円の半径をR1,開繊ピンの外接円の半径をR2としたとき、R1>R2を満たすことを特徴とする熱可塑性樹脂含浸ストランドの製造方法、またそれからの炭素繊維長繊維ペレットの製造方法。
(もっと読む)
長繊維強化ポリアミド樹脂組成物の製造方法
【課題】樹脂ペレットの色調、含浸性、長期特性及び成形品外観の全てに優れた長繊維強化ポリアミド樹脂組成物を提供する。
【解決手段】溶融したポリアミド樹脂を強化繊維ロ−ビングに含浸させて得られるストランドをペレタイズして第1の樹脂ペレットを得る第1の工程と、前記第1の樹脂ペレットを前記ポリアミド樹脂の融点以下の温度で加熱し固相重合により高分子量化して第2の樹脂ペレットを得る第2の工程と、を有し、前記ポリアミド樹脂の硫酸相対粘度(ηr)が1.80〜2.40であり、前記第1の樹脂ペレットの末端アミノ基濃度及び末端カルボキシル基濃度が共に50ミリ当量/kg以上であり、前記第2の樹脂ペレットの硫酸相対粘度(ηr)が2.60〜5.00である、長繊維強化ポリアミド樹脂組成物の製造方法。
(もっと読む)
炭素繊維複合材料
【課題】熱可塑性樹脂をマトリクスとした炭素繊維複合材料成形を提供する。
【解決手段】繊維長5mm超100mm以下の炭素繊維と熱可塑性樹脂とから構成され、炭素繊維が実質的に2次元ランダムに配向しており、式(1)で定義される臨界単糸数以上の繊維束と、単糸の状態または臨界単糸数未満で構成される繊維束が同時に存在する事を特徴とする複合材料からなるランダム層と、炭素繊維が一方向に引き揃えられた一方向材と熱可塑性樹脂とからなる一方向材層とを有する炭素繊維複合成形体。
臨界単糸数=600/D (1)
(ここでDは炭素繊維の平均繊維径(μm)である)
(もっと読む)
樹脂成形体
【課題】優れた柔軟性を有しながら、一定の強度も担保された樹脂成形体を提供する。
【解決手段】樹脂と繊維とを含み、前記樹脂はポリオレフィンであり、前記繊維は表面処理されていない天然繊維であり、前記繊維の繊維径が90μm以下であり、且つ繊維間距離が200μm以下である樹脂成形体である。
(もっと読む)
ミクロフィブリル化植物繊維及びその製造方法、並びにそれを用いた成形材料、及び樹脂成形材料の製造方法
【課題】ビーズミルを用いて植物繊維を効率よく微細化することにより、例えば射出成形後において弾性率の異方性が小さい樹脂成形材料に用いられるミクロフィブリル化植物繊維の製造方法、及び該製造方法により得られる樹脂成形材料を提供し、また、該製造方法により得られるミクロフィブリル化植物繊維と樹脂とを混合することによって得られる弾性率の異方性が小さい成形材料及びその製造方法を提供する。
【解決手段】(1)植物繊維及び水を含む懸濁液を調製する工程、及び(2)工程(1)により得られる懸濁液、及びビーズをビーズミルに入れ、解繊する工程を含む、ミクロフィブリル化植物繊維の製造方法である。
(もっと読む)
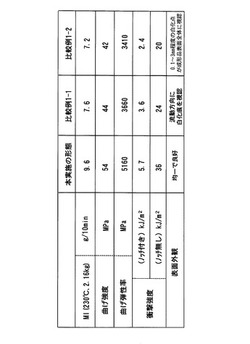
ガラス長繊維強化ポリアミド樹脂ペレット
【課題】 本発明ではガラス長繊維強化ポリアミド樹脂ペレットに関するものであり、ペレット内から強化連続ガラス繊維の抜け落ちが少なく、かつ、強度、弾性率および衝撃強度等の機械的強度、および熱変形温度等の耐熱性も優れた材料の提供を課題としたものである。
【解決手段】 強化ガラス繊維がペレットの長さ方向に連続し、かつ実質的に平行に配列し、強化ガラス繊維の含有率が45〜60質量%であるガラス長繊維強化ポリアミド樹脂ペレットであって、ポリアミド樹脂が結晶性ポリアミド樹脂で、相対粘度(96質量%濃硫酸を溶媒とし、25℃、1g/dlで測定)が1.6以上2.1以下であり、ポリアミド樹脂ペレットの空隙率が1.5%以下であり、該ペレットをJIS K7113に従って厚さ4mmの1号形試験片を射出成形し、速度 2mm/minで引張試験を行ったときの引張破壊伸びが1.8%以上であることを特徴とするガラス長繊維強化ポリアミド樹脂ペレット。
(もっと読む)
親水性樹脂の製造方法及びパルプ繊維複合樹脂の成形品の製造方法
【課題】帯電防止のほか、成形品表面に高い親水性を保持して水の薄膜を成形する機能を必要とする成形部品向けの、パルプ繊維と熱可塑性樹脂から成る複合材料を提供する。
【解決手段】界面活性剤の希薄水溶液を含浸させた後に、マトリックスとする熱可塑性樹脂の融点以下で前記界面活性剤を含んで粘性に富む熱可塑性樹脂の水分散液を塗布したパルプ繊維と、水に不溶のデンプン質と、を湿潤状態で混合した後に乾燥し、これとマトリックスとする熱可塑性樹脂とを溶融混練する親水性樹脂の製造方法。
(もっと読む)
親水性樹脂の製造方法及びパルプ繊維複合樹脂の成形品
【課題】パルプ繊維とPP(ポリプロピレン)の複合体に親水性を持続して付与する非水溶性のPVA(ポリビニルアルコール)を添加する手段に対し、表面に水の薄膜を保持したうえで、その気散作用が必要な加湿器のエレメントなどへの適用が困難であった。
【解決手段】この発明に係る親水性樹脂の製造方法は、界面活性剤を含浸させた後にマトリックスとする熱可塑性樹脂の融点以下で前記界面活性剤を含んで粘性に富む熱可塑性樹脂を塗布したパルプ繊維を、熱可塑性樹脂を非水溶性の親水性樹脂とともに水溶性の親水性樹脂を添加し、それらを溶融混練して成ることを特徴とする。
(もっと読む)
セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂およびその成形体
【課題】溶融時の流動性が高く、特に射出成形性が良好であるセルロース含有熱可塑性樹脂を得ることができるセルロース含有熱可塑性樹脂の製造方法、その製造方法で製造したセルロース含有熱可塑性樹脂およびその成形体を提供する。
【解決手段】セルロース繊維と熱可塑性樹脂とを、バッチ式密閉型混合装置が備える回転羽根により高速撹拌し、圧力0.20MPa以上の高圧力水蒸気雰囲気中で、高速撹拌に伴う摩擦熱により溶融混合して溶融混合物となす第1混合工程と、前記溶融混合物を加熱混合する第2混合工程とからなることを特徴とするセルロース含有熱可塑性樹脂の製造方法。
(もっと読む)
繊維強化熱可塑性樹脂組成物および強化繊維束
【課題】繊維強化熱可塑性樹脂組成物、特にマトリックス樹脂としてポリオレフィン系樹脂を用いた場合に、優れた接着性を発現し、力学特性に優れる繊維強化熱可塑性樹脂組成物および強化繊維束を提供すること。
【解決手段】繊維強化熱可塑性樹脂組成物において、側鎖に、水酸基、カルボキシル基、アミド基およびウレア基より選ばれる少なくとも1種の官能基を有し、凝集エネルギー密度CEDが385〜550MPaである(メタ)アクリル系重合体を0.1〜10質量%、強化繊維を1〜70質量%、熱可塑性樹脂を20〜98.9質量%含んでなることを特徴とする。また、強化繊維束において、強化繊維に前記(メタ)アクリル系重合体が0.1〜30質量%付着されていることを特徴とする。
(もっと読む)
41 - 60 / 184
[ Back to top ]