
Fターム[4F072AG05]の内容
強化プラスチック材料 (49,419) | 予備成形品 (4,017) | 予備成形品の種類 (2,408) | ペレット (184)
Fターム[4F072AG05]に分類される特許
161 - 180 / 184
圧縮されたプラスチック被覆したロービングを製造する方法
本発明は、プラスチックにて被覆されたフィラメントから成る繊維ストランドから、実質的に平行なフィラメントから成る、圧縮されたプラスチック被覆した繊維すなわち繊維ストランドを製造する方法に関する。本発明は、プラスチックが溶融又は液体状態にて又は選択的に粉末として施される実質的に平行なフィラメントから成る繊維ストランド又はかかる繊維ストランドの複数としての複合体が、被覆後、繊維の局部的な回転を実行するために使用される回転装置6によって案内されることを特徴とする。本発明はまた、ソースレッドをテープ及びプレプレグ、繊維強化したプラスチック、粒状材料及び繊維強化したプリフォーム又は繊維強化した押抜き成形し又は押出し成形した輪郭外形の要素を製造するため本発明の個々のフィラメントを使用することにも関する。本発明は、本発明の方法を実施する装置に更に関する。 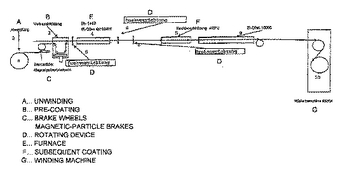 (もっと読む)
(もっと読む)
熱可塑性長繊維複合材、その製造方法、およびそれから得られた製品
成形品に使用した場合、改善された表面抵抗率および/または衝撃強さが得られる導電性長繊維複合材である。この複合材は、熱可塑性樹脂、炭素長繊維、およびガラス長繊維を含み、前記炭素長繊維および前記ガラス長繊維が、約2mmを超えるかまたはそれと等しい長さを有し、前記導電性長繊維複合材が、製品に成形した場合、約108Ω/cm2未満またはそれと等しい表面抵抗率、および約10kJ/m2を超えるかまたはそれと等しいノッチ付アイゾッド衝撃強さを示す。 (もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造装置及びその製造方法
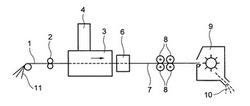
【課題】潰れや割れが少ない高品質の長繊維強化熱可塑性樹脂成形材料を生産性よく製造する。
【解決手段】強化繊維束を引き取りながら熱可塑性樹脂を含浸させる含浸ダイ3と、熱可塑性樹脂が含浸された樹脂含浸強化繊維束を引き取る引取装置とを有する、長繊維強化熱可塑性樹脂成形材料の製造装置において、前記引取装置が2対以上のロール8を樹脂含浸強化繊維束の上下にその進行方向に沿って段設してなり、該ロール8の表面の硬度が70〜98度であることを特徴とする。
(もっと読む)
引き抜き成形法及び該方法によって製造される物品
本発明は、長繊維強化成形組成物の製造方法であって、以下の工程:
(a)張力下のマルチフィラメントの少なくとも一つのマルチフィラメントストランドを、表面を超えて送って(passing over a surface)、それにより、少なくとも一つのストランドにおいて、マルチフィラメントをばらばらにひろげて(spread apart)開かれたマルチフィラメントストランドを形成し;
(b)張力下の開かれた(opened)マルチフィラメントストランドを第1の含浸装置に導入し;
(c)第1の熱可塑性成形組成物を第1の含浸装置に導入し、ここで、第1の熱可塑性成形組成物は、少なくとも一つの熱可塑性ポリマー、熱可塑性ポリマーとマルチフィラメントの表面との間の共有結合の形成を触媒する少なくとも一つの触媒を含み、及び所望の場合には、触媒の活性に悪影響を与えない他の添加剤を含む;
(d)少なくとも一つの開かれたマルチフィラメントストランドに、可塑化された第1の熱可塑性成形組成物を含浸し;
(e)第1の含浸装置から形成された繊維強化ストランドをドローオフ(draw-off)し;
(f)繊維強化ストランドを第2のダイに送り;
(g)第1の熱可塑性成形組成物とは異なり、少なくとも一つの熱可塑性ポリマー及び添加剤を含む第2の熱可塑性成形組成物を第2のダイに導入し;
(h)繊維強化ストランドを、第2のダイにおいて可塑化された第2の熱可塑性成形組成物で被覆(sheathing)し;
(i)第2のダイから第2の熱可塑性成形組成物からなるシースを有する繊維強化ストランドをドローオフし;
(j)適当な場合には、第2の熱可塑性成形組成物からなるシースを有する繊維強化ストランドを、冷却し、成形し、ペレット化し、及び/又は更に加工する;
工程を包含することを特徴とする方法に関する。 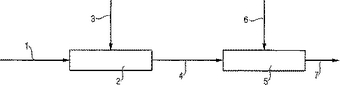 (もっと読む)
(もっと読む)
繊維強化樹脂成形材料の製造方法及び製造装置

【課題】過大な張力を繊維束に作用させることなく、かつ、十分に開繊して熱可塑性樹脂を含浸できる繊維強化樹脂成形材料の製造方法を提供する。
【解決手段】 溶融した熱可塑性樹脂をダイス内に供給し、このダイス内に強化繊維束を連続的に供給して、前記強化繊維束に前記熱可塑性樹脂を含浸させる繊維強化樹脂成形材料の製造方法において、前記ダイス内に前記強化繊維束を開繊させるための一つ又は複数のロッドに振動を与えつつ、前記強化繊維束を通過させるようにした。ダイスの出口に設けたノズルに振動を付与しつつ前記ノズルから前記強化繊維束を引き出すようにしてもよい。
(もっと読む)
長繊維強化ポリプロピレン樹脂成形材料の製造方法
【課題】好適な作業性と、ポリプロピレンとの接着性を両立した炭素繊維束を用いることができ、かつ、得られる成形品が機械的強度に優れる長繊維強化ポリプロピレン成形材料の製造方法を提供する。
【解決手段】炭素繊維にエポキシ樹脂を含む一次処理剤を付着させた後に乾燥させて炭素繊維束とし、次いで、該炭素繊維束をアミノシラン化合物を含む二次処理剤を付着させて乾燥し、次いで、酸変性されたポリプロピレン樹脂を1質量%以上含むポリプロピレン樹脂に含浸させて引抜くことを特徴とする長繊維強化ポリプロピレン樹脂成形材料の製造方法。
(もっと読む)
長繊維強化半芳香族ポリアミド樹脂組成物
【課題】
吸水性、耐熱性、耐薬品性、耐疲労性等に優れ、特に高温に長時間晒されるような条件下においても高度の機械的強度を維持できる樹脂組成物、および当該樹脂組成物からなる成形品を提供すること。
【解決手段】
テレフタル酸単位を50〜100モル%含有するジカルボン酸単位(a)と、1,9−ノナンジアミン単位および/または2−メチル−1,8−オクタンジアミン単位を50〜100モル%含有するジアミン単位(b)とからなる半芳香族ポリアミド樹脂(A)100質量部と、繊維長が3mm以上である繊維状強化材(B)5〜300質量部とを含む、長繊維強化半芳香族ポリアミド樹脂組成物。
(もっと読む)
熱可塑性樹脂補強用ポリアルキレンナフタレート繊維
【課題】耐熱性に優れ、機械的劣化が起こりにくい繊維であって、繊維補強樹脂組成物とした際の耐衝撃性に優れているとともに、リサイクル性にも優れた熱可塑性樹脂となる熱可塑性樹脂補強用ポリアルキレンナフタレート繊維を提供すること。
【解決手段】単糸繊度が2〜8dtexのポリアルキレンナフタレート繊維表面に、繊維重量に対してポリオレフィン樹脂が0.2〜2.0重量%、平滑剤と乳化剤の重量合計が0.05〜1.0重量%付着していることを特徴とする。さらには、繊維の固有粘度が0.7以上であること、180℃乾熱収縮率が8%以下であること、該ポリアルキレンナフタレートがエチレン−2,6−ナフタレートを主とするものであることや、ポリオレフィン樹脂が酸変性ポリオレフィン樹脂であることが好ましい。
(もっと読む)
熱可塑性樹脂強化用炭素繊維ストランド
【課題】 熱可塑性樹脂マトリックスとの接着性に優れ、成型時に発生する分解ガスの量が少ない熱可塑性樹脂強化用炭素繊維ストランドを提供する。
【解決手段】 自己乳化型ポリプロピレン系樹脂が、炭素繊維に対し、0.1〜8.0質量%付与されてなる熱可塑性樹脂強化用炭素繊維ストランド。前記ストランドを熱可塑性樹脂に5〜70質量%配合してなる炭素繊維強化熱可塑性樹脂は、曲げ強度等の機械的強度に優れる。本発明の熱可塑性樹脂強化用炭素繊維ストランドは、特にポリプロピレンとの接着性に優れる。
(もっと読む)
成形用繊維強化難燃樹脂混合物および成形品
【課題】
機械特性、難燃性、射出成形時の流動性に優れた成形用繊維強化難燃樹脂混合物および射出成形品を提供することを目的とする。
【解決手段】
次の構成要素(A)〜(C)を含む成形用繊維強化難燃樹脂混合物。
(A)ペレットと実質的に同一長さの強化繊維を含む長繊維強化熱可塑性樹脂ペレット
(B)重量平均繊維長が0.1〜0.5mmの強化繊維を含む短繊維強化熱可塑性樹脂ペレット
(C)難燃剤
(もっと読む)
熱可塑性ポリエステル樹脂組成物及びその成形品
【課題】 強化繊維を含有しながらも金型転写性にすぐれ、成形品の表面光沢にすぐれ、電気・電子部品等に用いられる端子類のような金属インサートを有するインサート成形品に適用した場合の気密性にもすぐれたポリエステル樹脂組成物を提供する。
【解決手段】 熱可塑性ポリエステル樹脂30〜95重量部、強化繊維5〜70重量部(合計100重量部)を主成分とする原料を押出機で溶融混練し、製造されたペレット状樹脂組成物を、更に複数回押出機で溶融混練する。
(もっと読む)
複合材料用ガラス繊維及び複合材料
【課題】高い破壊靭性を有し、高い耐トラッキング性を有するという2つの性能を満足する繊維強化複合材料と、この複合材料に使用されるガラス繊維とを提供する。
【解決手段】本発明のガラス繊維は、オルガノポリシロキサンを含む集束剤で被覆された複合材料用ガラス繊維であって、オルガノポリシロキサンを構成する置換基が配位可能な位置の総mol数に対するメチル基のmol数が90%以上であることを特徴とする。また本発明の複合材料は、上記ガラス繊維を含有するものである。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 長繊維強化熱可塑性樹脂ロッドの冷却効果を高めると共に、水分過多による樹脂の劣化を抑え、更には、冷却不足による装置への溶融樹脂の付着を抑制し、装置運転トラブルを防止できる長繊維強化熱可塑性樹脂成形材料の製造方法及び、その製造装置を提供する。
【解決手段】 長繊維強化熱可塑性樹脂成形材料の製造工程における冷却工程として、前記長繊維強化熱可塑性樹脂ロッドに水滴を噴霧した後、エアを吹き付け前記長繊維強化熱可塑性樹脂ロッドの冷却を行うことを特徴とし、エアの吹付けは前記長繊維強化熱可塑性樹脂ロッドの上部から、垂直下方向より進行方向側に角度をつけて行うことが好ましい。
(もっと読む)
ガラス繊維強化ポリマー組成物
本発明は、改良された機械的性質を有する長いガラス繊維強化ポリマー組成物、および前記組成物から製造される成形物体に関する。 (もっと読む)
高弾性率耐候性ポリエステルカーボネート物品
高弾性率繊維及びレゾルシノールポリエステル又はレゾルシノールポリエステルカーボネート樹脂を含んでなる熱可塑性樹脂組成物からなる物品は、高い強度及び剛性を示すと共に、屋外環境に暴露した場合にも意外に良好な光沢及び色の保持率を示す。 (もっと読む)
繊維強化樹脂部材及びその製造方法
【課題】
十分な機械的特性を維持することができるとともに、よりコストを低下させることができる繊維強化樹脂部材及びその製造方法を提供する。
【解決手段】
繊維強化樹脂部材10は、表層部16に長繊維12が集中的に配列しており、一方、中層部18には短繊維14が集中的に配列しているものである。表層部16に長繊維が12が集中的に配列されているので、曲げ強度を十分に維持しつつコストの低い繊維強化樹脂部材10を実現することができる。溶融粘度が比較的高い第1ベース樹脂20aに長繊維12が含まれた長繊維材料24と溶融粘度が比較的低い第2ベース樹脂20bに短繊維14が含まれた短繊維材料22とを混合した混同材料26を原料として射出成形することにより、このような繊維強化樹脂部材10を得ることができる。
(もっと読む)
繊維強化樹脂組成物の製造方法
【課題】 成形外観の良好な、繊維強化樹脂組成物(繊維強化樹脂ペレット)の量産製造が可能な繊維強化樹脂組成物の製造方法を提供する。
【解決手段】 複数の繊維束1を、含浸槽10内に引き入れ、溶融した熱可塑性樹脂を、複数の樹脂流入口4から含浸槽10内に、繊維束1の進行方向に対して左右でほぼ同量の流入量となるように流入させ、溶融熱可塑性樹脂を、繊維束1と接触させて含浸させ、溶融熱可塑性樹脂が含浸した繊維束1を、含浸槽10から引き出す、繊維強化樹脂組成物の製造方法。
(もっと読む)
樹脂組成物
【課題】 力学的物性、寸法安定性、耐熱性、難燃性等に優れ、特に高温物性に優れた樹脂組成物、基板用材料、シート、積層板、樹脂付き銅箔、銅張積層板、TAB用テープ、プリント基板、プリプレグ及び接着シートを提供する。
【解決手段】 熱可塑性樹脂(熱可塑性ポリイミド樹脂を少なくとも含む)100重量部と無機化合物0.1〜65重量部とを含有する樹脂組成物であって、樹脂組成物のガラス転移温度よりも10℃高い温度から、樹脂組成物のガラス転移温度よりも50℃高い温度までの平均線膨張率(α2)が1.0×10-3[℃-1]以下である樹脂組成物。
(もっと読む)
扁平ガラス繊維含有ペレット、扁平ガラス繊維含有熱可塑性樹脂成型物及びこれらの製造方法
【課題】 引張強度に優れるのみならず、衝撃強度にも優れ、表面平滑性も向上したガラス繊維含有熱可塑性樹脂成型物を得るための原料を提供すること。
【解決手段】 熱可塑性樹脂からなるペレット10中に、断面が扁平な扁平ガラス繊維フィラメント20を、該フィラメントの両端面が前記ペレット表面に達するように、複数一方向に配列させた、扁平ガラス繊維含有ペレット100。
(もっと読む)
長繊維強化樹脂成形材料の製造方法およびその製造装置
【課題】ペレット状の長繊維強化樹脂成形材料の毛羽の発生を抑制する。
【解決手段】回巻体から引き出された複数本の強化繊維ストランド4を束ねて樹脂含浸ダイ2中を連続的に通過させながら、該樹脂含浸ダイに設けた開繊具6により開繊させて熱可塑性樹脂を含浸させた後、所定の線径に引き出してペレット状の長繊維強化樹脂成形材料を製造する方法において、多数の孔10を有する多孔板1を回巻体と該樹脂含浸ダイ2との間に設置し、前記強化繊維ストランド4を該多孔板の孔に1本づつ挿通して分離しながら取り出したあと束ねて樹脂含浸ダイ2に導入する。
(もっと読む)
161 - 180 / 184
[ Back to top ]