
Fターム[4F072AK15]の内容
強化プラスチック材料 (49,419) | 成形品の製造 (3,354) | 射出成形 (285)
Fターム[4F072AK15]に分類される特許
261 - 280 / 285
電磁波シールド成形品
【課題】
電磁波遮蔽性、成形性に優れるとともに、スナップフィット構造に適した熱可塑性樹脂組成物を成形した電磁波シールド成形品を提供する。
【解決手段】
熱可塑性樹脂組成物を射出成形してなる電磁波シールド成形品であって、前記成形品は0.5mm厚以下の薄肉部を有し、前記熱可塑性樹脂組成物は(a)熱可塑性樹脂70〜85質量部と(b)平均繊維長さ7〜17mmの炭素繊維15〜30質量部とを配合してなり、前記(a)熱可塑性樹脂中、ポリブタジエン成分が15質量%以上であるABS樹脂、MBS樹脂またはこれらの変性樹脂から選ばれる少なくとも1種の樹脂を50質量%以上含有することを特徴とする電磁波シールド成形品。
(もっと読む)
有機繊維強化ポリ乳酸樹脂組成物
【課題】 焼却残渣のない環境にやさしく、強度・剛性や高く荷重たわみ温度が高く、品質の安定したポリ乳酸樹脂組成物を提供することにある。
【解決手段】 ポリ乳酸又は乳酸を80モル%以上含むポリ乳酸共重合体(A)100質量部対して、融点が130〜220℃の範囲にある共重合ポリエステル(B)1〜80質量部、および融点が245℃以上のポリエステル繊維(C)5〜150質量部を含有したことを特徴とするポリエステル繊維強化ポリ乳酸樹脂組成物である。
(もっと読む)
長繊維強化熱可塑性樹脂構造体の製造方法

【課題】
本発明の目的は、異種の繊維による長繊維強化熱可塑性樹脂構造体を製造する方法において、その混合比率及び繊維濃度を適宜変更可能な、ブレンダ−等によるブレンド作業を省略できる効率的な長繊維強化熱可塑性樹脂構造体の製造方法を提供する。
【解決手段】
本発明は、繊維束のロービングを引きながら、溶融された熱可塑性樹脂中で繊維ロービングに張力をかけて開繊し、熱可塑性樹脂を含浸後、賦形ダイにより繊維濃度を調節して冷却し、裁断により3〜50mmのペレット状とすることにより製造される長繊維強化熱可塑性樹脂構造体において、複数の繊維種を同時に含浸し、それぞれの繊維ロービングをそれぞれ個別の出口から引取り、含浸ダイでは、それぞれの繊維の開繊幅を5〜40mmに調節することを特徴とする長繊維強化熱可塑性樹脂構造体の製造方法を提供することによる。
(もっと読む)
ガラス繊維及びそれを用いたガラス繊維強化アクリロニトリル・ブタジエン・スチレン共重合体樹脂成形体
【課題】 外観状態、表面平滑性および機械的強度に優れたガラス繊維強化樹脂成形品を提供する。
【解決手段】 ガラス繊維は、集束剤としてウレタン樹脂及びアクリロニトリル・スチレン共重合体樹脂を含有する。ウレタン樹脂を用いることにより、ガラス繊維の毛羽立ちを防止し、特にガラス繊維を特定長に切断したチョップドストランドの毛羽立ち防止に好適である。特に、集束剤におけるウレタン樹脂の軟化温度が重要であり、その軟化温度は100℃以下であり、50〜90℃であることが好ましい。前記軟化温度が100℃を超えると、ガラス繊維とマトリックス樹脂をアクリロニトリル・ブタジエン・スチレン共重合体樹脂(ABS樹脂)とすることによって得られるガラス繊維強化アクリロニトリル・ブタジエン・スチレン共重合体樹脂成形体(GFR−ABS樹脂成形体)中にガラスの未分散であるガラス塊が多く存在し、成形体の表面外観性が劣り好ましくない。
(もっと読む)
樹脂成形材料及びそれを用いた樹脂成形品
【課題】樹脂成形品の表面に大理石調の質感を表出する新規な樹脂成形材料を提供する。
【解決手段】樹脂成形材料は、熱硬化性樹脂に添加物が添加配合されたものである。添加物は、低収縮樹脂材と、充填材と、着色剤と、長さ300〜500μm、幅11〜17μm及び厚み5〜13μmの横断面略矩形状の着色繊維材10と、ガラス繊維と、を含む。
(もっと読む)
金属アミドおよび金属アルコキシド触媒を使用する大環状ポリエステルオリゴマーの重合
金属アミドおよび金属アルコキシド種が、大環状ポリエステルオリゴマーの開環重合を触媒することが見出された。この触媒によって迅速な重合、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
ガラス繊維強化ポリマー組成物
本発明は、改良された機械的性質を有する長いガラス繊維強化ポリマー組成物、および前記組成物から製造される成形物体に関する。 (もっと読む)
長繊維強化熱可塑性樹脂構造体とその成形体及びその製造方法
【課題】
本発明の目的は、金属長繊維を含有せる樹脂構造体であって、その物理的強度を高め、しかも成形体への応用を可能にすることにある。
【解決手段】
金属繊維が2〜45重量%であり、少なくとも他の1種の繊維が10〜60重量%含み、いずれの繊維も繊維長3〜100mmであり、しかも略並行に配列された長繊維強化熱可塑性樹脂構造体を提供することであり、金属繊維と少なくとも1種の他の繊維を引きながら開繊し、熱可塑性樹脂を溶融状態で含浸させることによるものである。
(もっと読む)
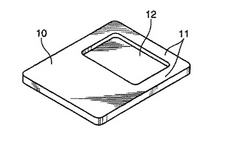
繊維強化樹脂部材及びその製造方法
【課題】
十分な機械的特性を維持することができるとともに、よりコストを低下させることができる繊維強化樹脂部材及びその製造方法を提供する。
【解決手段】
繊維強化樹脂部材10は、表層部16に長繊維12が集中的に配列しており、一方、中層部18には短繊維14が集中的に配列しているものである。表層部16に長繊維が12が集中的に配列されているので、曲げ強度を十分に維持しつつコストの低い繊維強化樹脂部材10を実現することができる。溶融粘度が比較的高い第1ベース樹脂20aに長繊維12が含まれた長繊維材料24と溶融粘度が比較的低い第2ベース樹脂20bに短繊維14が含まれた短繊維材料22とを混合した混同材料26を原料として射出成形することにより、このような繊維強化樹脂部材10を得ることができる。
(もっと読む)
熱可塑性樹脂強化用炭素繊維ストランド
【課題】 熱可塑性樹脂との接着性に優れ、開繊性、擦過性に優れた熱可塑性樹脂強化用炭素繊維ストランドを提供する。
【解決手段】 ポリプロピレン、ポリブテン、エチレン−プロピレン共重合体、プロピレン−ブテン共重合体、エチレン−プロピレン−ブテン共重合体、若しくはこれらの末端変性重合体であって、数平均分子量が300〜2000の重合体、又はこれらの混合物が付与されてなる熱可塑性樹脂強化用炭素繊維ストランド。ポリプロピレン等の好ましい付着量は、炭素繊維に対し、合計で0.05〜5.0質量%である。本発明の炭素繊維ストランドは熱可塑性樹脂、中でもポリプロピレンとの親和性、接着性に優れる。本発明の炭素繊維ストランドを熱可塑性樹脂に5〜70質量%配合してなる炭素繊維強化熱可塑性樹脂は、層間剪断強度等の機械的特性に優れる。
(もっと読む)
長繊維強化ポリアミド樹脂製外装成形体
【課題】
曲げ弾性率、曲げ強さ等の機械的強度、耐薬品性、耐熱性に優れ、軽量化され、製品設計の自由度が高く、充填時の繊維配向による成形体の最大線膨張係数、線膨張係数の異方性、最大吸湿寸法変化率を低減した長繊維強化ポリアミド樹脂製外装成形体を提供することにある。
【解決手段】
成形体中に分散する強化繊維の、含有率が30重量%〜90重量%であって、重量平均繊維長が1.5mm〜10mmであり、成形体の最大投影面積が20000mm2 以上であり、成形時に断面積100mm2 以下の狭流路の流路長が150mm以下であり、かつ、次の諸性質を備えることを特徴とする長繊維強化ポリアミド樹脂製外装成形体。
1)肉厚2mm以上の成形体部分の、最大線膨張係数が5×10-5K-1以下であり、かつ、最大線膨張係数/最小線膨張係数の比が1.8以下である
2)肉厚2mm以上の成形体部分の、最大吸湿寸法変化率が0.3%以下である
(もっと読む)
剛性が改善された、ガラス繊維入り強靭化ポリアミド組成物およびブレンド
ポリビニルブチラールで強靭化され、ガラス繊維を含有するポリアミド組成物およびブレンド、ならびに製品を開示する。この材料は、非反応性ポリマーおよび酸化防止剤を含有していてもよい。 (もっと読む)
安全靴用先芯及びそれを用いた安全靴
【課題】JIS T8101規格のS級を満たす安価な樹脂製安全靴用先芯を提供する。
【解決手段】繊維強化熱可塑性樹脂からなる安全靴用先芯において、前記先芯の先端から終端に至る外表面天頂線を5等分に分割した各分割線分を先端側から順に分割線分A,分割線分B,分割線分C,分割線分D、分割線分Eとし、それぞれの分割線分についてその両端と中央の3点で当該先芯の肉厚を測定し、測定したそれぞれの分割線分における最大肉厚と最小肉厚とを合計し2で割った値を当該分割線分領域における平均肉厚とするとき、前記分割線分C領域の平均肉厚が6.5mm以上であり、かつ前記分割線分B領域及び/又は前記分割線分D領域の平均肉厚が6.5mm以上であり、前記分割線分A〜E領域以外の領域における先芯肉厚が、前記分割線分C領域の最大肉厚と略同等かそれ以下である構造を採用する。
(もっと読む)
扁平ガラス繊維含有ペレット、扁平ガラス繊維含有熱可塑性樹脂成型物及びこれらの製造方法
【課題】 引張強度に優れるのみならず、衝撃強度にも優れ、表面平滑性も向上したガラス繊維含有熱可塑性樹脂成型物を得るための原料を提供すること。
【解決手段】 熱可塑性樹脂からなるペレット10中に、断面が扁平な扁平ガラス繊維フィラメント20を、該フィラメントの両端面が前記ペレット表面に達するように、複数一方向に配列させた、扁平ガラス繊維含有ペレット100。
(もっと読む)
炭素繊維強化熱可塑性樹脂コンパウンド及びその製造方法
【課題】軽量性を損なわずに、優れた導電性、機械的強度、表面平滑性に優れる、炭素繊維強化樹脂成形体が得られる炭素繊維強化熱可塑性樹脂コンパウンド及びその製造方法を提供する。
【解決手段】繊維径5〜20μm及び繊維長1〜10mmの炭素繊維と、繊維径0.5〜500nm及び繊維長1000μm以下を有し、中心軸が空洞構造からなる微細炭素繊維と、熱可塑性樹脂とを含む炭素繊維強化熱可塑性樹脂コンパウンドであって、上記炭素繊維が5〜40重量%、微細炭素繊維が1〜50重量%、及び熱可塑性樹脂が5〜99重量%含有することをすることを特徴とする炭素繊維強化熱可塑性樹脂コンパウンド。
(もっと読む)
ガラス繊維強化ポリエステル樹脂組成物および成形品
【課題】 機械的性質をさらに向上させたガラス繊維強化ポリエステル樹脂組成物を提供する。
【解決手段】
(a)ポリエステル樹脂50〜96重量%と、
(b)ゴム変性ポリスチレン系樹脂35〜3重量%と、
(c)芳香族ポリカーボネート樹脂および/またはスチレン−無水マレイン酸共重合体15〜1重量%をからなるポリエステルを主成分とする樹脂(A)100重量部に対して、
少なくとも、
(B)アミノ系シランカップリング剤とノボラック型エポキシ樹脂を含む集束剤が少なくとも一部に付着しているガラス繊維10〜150重量部と、
(C)エポキシ化合物を0.1〜3重量部を
配合してなるガラス繊維強化ポリエステル樹脂組成物。
(もっと読む)
ガラス繊維強化ポリエステル樹脂組成物および成形品
【課題】 機械的性質をさらに向上させたガラス繊維強化ポリエステル樹脂組成物を提供する。
【解決手段】(A)ポリエステル樹脂100重量部に対し、少なくとも、
(B)アミノ系シランカップリング剤とノボラック型エポキシ樹脂を含む集束剤が少なくとも一部に付着しているガラス繊維10〜150重量部と、
(C)エポキシ化合物を0.1〜3重量部を配合してなるガラス繊維強化ポリエステル樹脂組成物。
(もっと読む)
高分子量官能化ポリオレフィンの水性乳化
高分子量官能化ポリオレフィンの水性乳濁液を形成する一工程直接方法で提供される。この一工程直接方法においては、10,000以上の分子量を有する官能化ポリオレフィン、脂肪酸、塩基、界面活性剤、及び水を、圧力反応容器中で、水性乳濁液を形成するのに十分な時間、攪拌しながらポリオレフィンの乳化温度より高い温度に加熱する。この高分子量官能化ポリオレフィンの水性乳濁液はサイズ剤組成物に添加することができ、ガラス繊維の製造過程において直接ガラス繊維に塗布しうる。  (もっと読む)
(もっと読む)
長繊維強化ポリアミド樹脂成形用組成物及び成形体の製造方法。
【課題】機械的強度や表面外観等に優れた成形体を製造するための長繊維強化ポリアミド樹脂成形用組成物及びそれを使用した成形体の製造方法を提供する
【解決手段】繊維状強化材で強化したポリアミド6を含む長繊維強化樹脂ペレット(A)と、繊維状強化材で実質上強化しないポリアミド66を含む樹脂ペレット(B)とを含み、かつ上記樹脂ペレット(A)100質量部に対し、上記樹脂ペレット(B)を5〜100質量部含むことを特徴とする溶融成形用組成物。
(もっと読む)
ポリエステル樹脂組成物および成形品
【課題】 機械的性質をさらに向上させ、かつ、低反り性について改良したガラス繊維強化ポリエステル樹脂組成物を提供する。
【解決手段】
(a)ポリエステル樹脂50〜96重量%および
(b)芳香族ポリカーボネート樹脂、アクリロニトリル−スチレン樹脂、アクリロニトリル−ブタジエン−スチレン樹脂、およびアクリレート−スチレン−アクリロニトリル樹脂から選ばれる少なくとも1種の樹脂50〜4重量%からなる樹脂組成物(A)100重量部に対し、少なくとも、
(B)アミノ系シランカップリング剤とノボラック型エポキシ樹脂を含む集束剤が少なくとも一部に付着しているガラス繊維10〜150重量部、および
(C)エポキシ化合物0.1〜3重量部を配合してなる、ガラス繊維強化ポリエステル樹脂組成物。
(もっと読む)
261 - 280 / 285
[ Back to top ]