
Fターム[4F074BA86]の内容
多孔性物品の製造及び廃物の回収・処理 (66,590) | 発泡剤 (9,592) | 物理的発泡剤、揮発性発泡剤 (6,368) | 沸点、臨界温度等が特定されているもの (44)
Fターム[4F074BA86]に分類される特許
21 - 40 / 44
発泡性スチレン系樹脂粒子及びその製造方法
【課題】
煩雑な工程を必要とせず、またセル形成剤(造核剤)を添加せず、しかもアミド化合物、過硫酸のアルカリ金属塩、アンモニウム塩などの添加剤を用いることなく、未熟性時の温度変化に対しても品質が安定し、且つ熟成が速やかに進行する。
【解決手段】
易揮発性発泡剤を含有する発泡性スチレン系樹脂粒子で、
熟成工程前における乾燥工程終了時の当該樹脂粒子の内部水分量が0.1から1.0重量部であり、
熟成工程の完了時の当該樹脂粒子の内部水分量が0.05から0.5重量部である。
(もっと読む)
ポリ乳酸系樹脂発泡体
【課題】
ポリ乳酸系樹脂とポリオレフィン系樹脂からなる樹脂組成物による高発泡倍率の厚物長尺状発泡体を提供する。
【解決手段】
ポリ乳酸系樹脂100質量部とポリオレフィン系樹脂25〜100質量部を含有するポリ乳酸系樹脂組成物からなるポリ乳酸系樹脂発泡体であり、ポリ乳酸系樹脂組成物の全量100質量%において、ポリ乳酸系樹脂とポリオレフィン系樹脂の合計量が50質量%以上100質量%以下の樹脂組成物を発泡させることを特徴とするポリ乳酸系樹脂発泡体の製造方法である。
(もっと読む)
ポリ乳酸発泡体およびその製造方法
【課題】発泡時のガス保持性に優れ、表面性の良好な高発泡倍率のポリ乳酸発泡体を、ゲル化物などの発生により操業性を低下させることなく製造することにある。
【解決手段】ポリ乳酸100質量部と平均粒子径が10μm以下のポリテトラフルオロエチレン0.5〜5質量部を含有するポリ乳酸樹脂組成物からなるポリ乳酸発泡体であって、 ポリ乳酸樹脂組成物の全量100質量%において、ポリ乳酸とポリテトラフルオロエチレンの合計量が50質量%以上100質量%以下であり、該ポリ乳酸樹脂組成物100重量部に対し、揮発性発泡剤を1〜10重量部を超臨界状態で注入して発泡させることを特徴とするポリ乳酸発泡体および、その製造方法である。
(もっと読む)
フェノール樹脂発泡体
【課題】オゾン層破壊の恐れがなく地球温暖化係数の低い発泡剤として炭化水素を使用し、優れた断熱性能を有し、かつ圧縮強度等の機械的強度に優れ、脆性が改善されたフェノール樹脂発泡体を提供する。
【解決手段】独立気泡率80%以上、平均気泡径10μm以上400μm以下、密度10kg/m3以上70kg/m3以下であって、独立気泡中に炭化水素を含有し、尿素架橋構造を有するフェノール樹脂構造から成る脆性が20%以下、圧縮強度が0.5kg/cm2以上、熱伝導率が0.025kcal/mhr℃以下であることを特徴とするフェノール樹脂発泡体。
(もっと読む)
炭素繊維強化熱可塑性樹脂ペレットの製造方法および装置
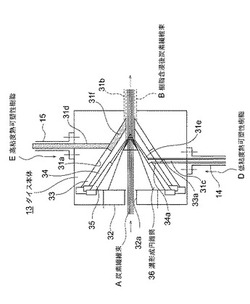
【課題】本発明は、炭素繊維束に含浸させた低粘度熱可塑性樹脂の外周を高粘度熱可塑性樹脂でコーティングし、樹脂ペレットに形成した後に炭素繊維束と樹脂とが分離しないようにし、高品位の樹脂ペレットを得ることを目的とする。
【解決手段】複数本の炭素繊維を集束した炭素繊維束(A)を連続的に供給し、その周囲に溶融状態の低粘度熱可塑性樹脂(D)を供給して炭素繊維束(A)の内部に含浸させ、次いで溶融状態の高粘度熱可塑性樹脂(E)を供給して外周を覆い、次に、低粘度熱可塑性樹脂(D)および高粘度熱可塑性樹脂(E)を冷却固化し、その後、所定長に切断する方法と構成である。
(もっと読む)
プロピレン系樹脂組成物およびこれから得られる発泡体
【課題】透明性に優れ、透過性と反射性のバランス性に優れ、発泡セル径のより小さな発泡シートまたはフィルムを提供すること。
【解決手段】シンジオタクティックプロピレン重合体(A)100〜50重量部と
プロピレン・α-オレフィン共重合体(B)0〜50重量部〔ただし、(A)と(B)との合計は100重量部)からなるプロピレン系樹脂組成物。
ここで、(A)はプロピレン単位90mol%〜100mol%と、エチレンおよび炭素原子数4〜20のα−オレフィンから選ばれる一種以上単位を0〜10mol%を含むプロピレン系重合体(但し、合計して100mol%)であって、下記要件[1]〜[3]を満たし、[1] 13C−NMRにより測定される分率(rrrr)が85%以上。[2] 融点(Tm)が145℃以上であり、且つ融解熱量(ΔH)が40mJ/mg以上。[3] 135℃における極限粘度([η]、単位 dL/g)と、230℃における溶融張力(MT、単位 mN)とが下記関係式(Eq-1)を満たす。
0.25×[η]4.8≦MT≦2.00×[η]4.8 ---- (Eq-1)
(B)は、プロピレン単位50mol%〜100mol%と、エチレンおよび炭素原子数4〜20のα−オレフィンから選ばれる一種以上単位を0〜50mol%を含むプロピレン系重合体(但し、合計して100mol%)である。
(もっと読む)
ポリ乳酸系樹脂発泡体
【課題】高発泡倍率の発泡体であって、かつ発泡倍率の制御性に優れたポリ乳酸系樹脂押出発泡体及び、発泡核剤の大きさを規定することにより、製造時の吐出安定性に優れた高発泡倍率のポリ乳酸系樹脂押出発泡体を提供する。
【解決手段】ポリ乳酸系樹脂発泡体は、結晶性ポリ乳酸系樹脂組成物を超臨界状態の揮発性発泡剤で発泡させたポリ乳酸系樹脂押出発泡体であって、前記結晶性ポリ乳酸系樹脂組成物は、結晶性ポリ乳酸系樹脂100重量部に対し、数平均粒径が1μmより大きく30μmより小さい発泡核剤を5〜10重量部含有する。
(もっと読む)
微細セル構造を有する発泡防水材
【課題】優れた防水性を有しているとともに、更なる微小なクリアランスに対しても追従可能な優れた柔軟性を有する防水材を提供する。
【解決手段】本発明の発泡防水材は、厚さが0.1〜1.0mmの発泡体により構成された防水材であって、該発泡体が、平均セル径が10〜60μmの微細セル構造、、及び0.01〜0.050g/cm3の見掛け密度を有していることを特徴とする。前記発泡防水材としては、発泡体の0.1mmに圧縮した時の対反発荷重(0.1mm圧縮時の反発力)が、0.01〜0.1MPaであることが好ましい。前記発泡体は、独立気泡構造又は半連続半独立気泡構造を有していることが好ましい。又、発泡体の片面又は両面に、粘着層を有していてもよい。該粘着層は、フィルム層を介して、発泡体上に形成されていることが好ましい。
(もっと読む)
樹脂構造物の製造方法

【課題】 亜臨界状態または超臨界状態の二酸化炭素を利用して固体樹脂同士を溶着する新規な方法の提供、およびかかる方法を利用した連続気泡を有する構造物の製造方法の提供を目的とする。
【解決手段】 固体樹脂が配置された容器内に二酸化炭素を導入する工程、前記二酸化炭素を亜臨界状態または超臨界状態にする工程、上記の条件下で保持し、固体樹脂を溶着する工程、および亜臨界状態または超臨界状態を解除する工程を含む、樹脂構造物の製造方法。
(もっと読む)
微小セルポリアミド製品
超臨界状態の流体を用いた射出成形による微小セルポリアミド製品の製造における又は製造のための、少なくとも1種のポリアミド母材及び随意の添加剤を含む組成物の使用であり;
前記ポリアミド組成物は、以下の関係式で示される見掛け溶融粘度を有する。
η100 ≦ 12.82(X) + 239
η1000 ≦ 3.62(X) + 139
(式中、ηはポリアミド組成物の融点を超えて15℃で測定したポリアミド組成物の見掛け溶融粘度であり;剪断速度が100s-1(η100)又は1000s-1(η1000)であり;Xは組成物全体の重量と比較したポリアミド母材中に不均一に分散した添加剤の重量比に対応する。)
(もっと読む)
成形機用パージ材組成物および成形機用パージ材成形物
【課題】従来と比較してより洗浄性能に優れたパージ材組成物および当該パージ材組成物からなるパージ材成形物を提供する。
【解決手段】不飽和カルボン酸によって変性された変性ポリオレフィン(A)100質量部と、発泡剤(B)と、モース硬度が4〜7の範囲内である無機フィラー(C)0.1〜10質量部と、を含む成形機用パージ材組成物であって、220℃における該成形機用パージ材組成物のガス発生量は、1gあたり0.1〜10mlである成形機用パージ材組成物、および当該成形機用パージ材組成物からなる成形機用パージ材成形物。
(もっと読む)
シリコーンゴム発泡体の製造方法及びシリコーンゴム発泡体
【解決手段】超臨界流体と液状の付加硬化型シリコーンゴム組成物とを混合した混合物を、金型キャビティ内に射出して、発泡させると共に150℃未満の温度で硬化させることを特徴とするシリコーンゴム発泡体の製造方法。
【効果】本発明は、射出成形により均一なセルを有するシリコーンゴム発泡体を形成することができ、生産性向上にも寄与することができるものである。
(もっと読む)
ポリオレフィン系樹脂発泡体とその製造方法
【課題】柔軟性、クッション性に優れるとともに、良好な加工性、特に優れた切断加工性を有するポリオレフィン系樹脂発泡体を得る。
【解決手段】本発明のポリオレフィン系樹脂発泡体は、(A)ゴムおよび/または熱可塑性エラストマー、(B)ポリオレフィン系樹脂および(C)極性官能基を有し融点が50〜150℃である、脂肪酸、脂肪酸アミド、脂肪酸金属石鹸から選ばれた少なくとも1つの脂肪族系化合物を少なくとも含有し、(C)脂肪族系化合物の含有量が、成分(A)と成分(B)の合計量100重量部に対して、1〜5重量部であるポリオレフィン系樹脂組成物からなることを特徴としている。
(もっと読む)
発泡用樹脂組成物用のマスターバッチ、発泡同軸ケーブル及びその製造方法
【課題】 本発明は、発泡同軸ケーブルの発泡絶縁体などに用いる高発泡度の発泡用樹脂組成物用のマスターバッチを提供するものである。
【解決手段】 かゝる本発明は、溶融時の破断張力5.0g以上(190℃)、MFR1.0g/10min(190℃、2.16Kgf)以上であるポリオレフィン系樹脂をベース樹脂とする発泡用樹脂組成物を発泡度80%以上で押出発泡させるためのマスターバッチであって、ポリオレフィン系樹脂と発泡時の成核剤としての金属不活性剤からなり、その配合比が99:1〜70:30であり、かつ、発泡成形後の樹脂中における金属不活性剤の含有量が0.01〜1.0質量%となるようにして用いる発泡用樹脂組成物用のマスターバッチにあり、これを、発泡用樹脂組成物と共に発泡同軸ケーブルの発泡絶縁体などに用いれば、高発泡度で、優れた特性のものが得られる。
(もっと読む)
プラスチック成形品及びその製造方法
【課題】高転写性・高強度・高耐熱性を有し、主材料がバイオマスを原料とするプラスチック材料であるプラスチック成形品を提供する。
【解決手段】プラスチック成形品1(OA機器の外装部品)は、バイオマスを原料とするプラスチック(ポリ乳酸)に、石油を原料とするプラスチック(ポリカーボネート)を添加しアロイ化したプラスチック材料により構成されている。この成形品は、上記アロイ化材料を成形装置の金型に射出充填して作製されるもので、表層部がスキン層4、中心部が空孔5aを含有するコア層5となっている。この空孔は発泡剤添加により形成されるが、空孔径は核剤の添加により小さいものに制御することができる。
(もっと読む)
多孔積層体の製造方法および多孔積層体
【課題】 厚さ方向に連通性を持たせることができる多孔積層体を提供する。
【解決手段】 本発明は、微小孔が多数存在する多孔体の製造方法であって、
少なくともフィラーと熱可塑性樹脂を含有する樹脂組成物からなる層を両側外層に有し、ポリプロピレン樹脂組成物からなりフィラーを含まない中間層が前記両側外層に挟まれており、かつ全層の厚みtに対する両側外層の厚みの合計toの割合tr(=to/t)が0.5〜0.95である少なくとも3層構造の積層体を作製する工程と、得られた積層体に超臨界状態または亜臨界状態の流体を含浸させ、次いで該状態から解放させて前記流体を気化させることにより中間層を多孔化する工程と、少なくとも一軸方向に延伸することによりフィラーと熱可塑性樹脂との界面を剥離させて両両側外層を多孔化する工程とを含む多孔積層体の製造方法を提供する。
(もっと読む)
多孔積層体の製造方法および多孔積層体
【課題】 厚さ方向に連通性を持たせることができる多孔積層体を提供する。
【解決手段】 少なくとも充填剤と熱可塑性樹脂を含有する樹脂組成物からなる層を両側外層に有し、エチレン−プロピレンゴムを含むポリプロピレン樹脂組成物からなり充填剤を含まない中間層が前記両側外層に挟まれている少なくとも3層構造の積層体を作製する工程と、
得られた積層体に超臨界状態または亜臨界状態の流体を含浸させ、次いで該状態から逸脱させて前記流体を気化させることにより中間層を多孔化する工程と、
少なくとも一軸方向に延伸することにより充填剤と熱可塑性樹脂との界面を剥離させて両側外層を多孔化する工程とをこの順序で含むことを特徴とする多孔積層体の製造方法を提供する。
(もっと読む)
熱可塑性ポリイミド発泡体の製造方法及び熱可塑性ポリイミド発泡体
【課題】 連続したシート状の成形体を製造することができ、断熱化や製法の簡素化を図ることのできる熱可塑性ポリイミド発泡体の製造方法及び熱可塑性ポリイミド発泡体を提供する。
【解決手段】 熱可塑性ポリイミド樹脂を押出成形して連続したシート状の成形体を成形し、成形体に不活性ガスを加圧下で含浸し、成形体に作用する圧力を急激に開放し、加熱して成形体を発泡させ、その後、不活性ガスの加圧下での含浸から発泡までの作業を選択的に複数回繰り返すことにより熱可塑性ポリイミド発泡体を製造する。
(もっと読む)
熱可塑性樹脂発泡体およびその製造方法
【課題】 容器、包装、生活雑貨の他、自動車部品、電器部品、建築材料等のさまざまな分野に適用可能な、軽量でかつ優れた機械強度を有する熱可塑性樹脂発泡体を提供する。
【解決手段】ポリ乳酸を主成分とする熱可塑性樹脂100質量部と発泡核剤0.1〜50質量部とを含む樹脂組成物から構成され、下記式(1)を満たすことを特徴とする熱可塑性樹脂発泡体。
K’f/K’p≧ρf/ρp (1)
〔式(1)において、K’fは熱可塑性樹脂発泡体の圧縮弾性率、K’pは樹脂組成物の圧縮弾性率、ρfは熱可塑性樹脂発泡体のかさ密度(g/cm3)、ρpは樹脂組成物の真密度(g/cm3)を表す。〕
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】成形体の表面外観品質に優れ、均一性の高い発泡セル径が安定的に得られ、発泡率の高い熱可塑性樹脂発泡成形体と、その製造方法の提供を目的とする。
【解決手段】キャビティ容積を可変する可動コアを有する金型内に、予め不活性ガスを注入する工程と、化学発泡剤を混練した溶融樹脂に超臨界流体を浸透させてこの溶融樹脂を金型内に充填する工程と、溶融樹脂の金型内充填時に可動コアをキャビティ容積が増大する方向に後退させる工程とを有することを特徴とする熱可塑性樹脂発泡成形体の製造方法とした。
(もっと読む)
21 - 40 / 44
[ Back to top ]