
Fターム[4F201AA11]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 樹脂材料等(主成形材料) (2,621) | ポリオレフィン (540) | ポリプロピレン系 (167)
Fターム[4F201AA11]に分類される特許
141 - 160 / 167
多層ペレットおよびその製造方法
【課題】 臭気が少なく作業性や生産性に優れ、金属や他のポリマーと接着性に優れ、かつ機械物性や塗装性に優れた多層ペレットおよびその製造方法を提供する。
【解決手段】 熱可塑性樹脂(A1)を含有する鞘層と、
少なくとも一種の不飽和基(a)を有する少なくとも一種の化合物(B)に由来する構造を有する変性熱可塑性樹脂(A2)を含有する芯層とからなる多層ペレット。
また、少なくとも1機の押出機から変性熱可塑性樹脂(A1)をクロスヘッドダイに供給し、少なくとも1機の他の押出機から変性熱可塑性樹脂(A2)を前記クロスヘッドダイに供給し、前記クロスヘッドダイで鞘層と芯層とからなる構造を形成させる上記多層ペレットの製造方法。
(もっと読む)
ポリマーナノコンポジットブレンド
本発明は、有利な特性および製造方法を伴う、少なくとも2つのポリマーおよびナノ分散し剥離したフィロシリケートのポリマーナノコンポジットブレンドに関する。
本発明のポリマーナノコンポジットは、以下のものを含有する。
a)55から95重量%のポリアミド(PA)、
b)4から40重量%のポリプロピレン(PP)、
c)1から9重量%のナノ分散フィロシリケート、および
d)10重量%までのカルボキシル化ポリオレフィン、特にエチレンと不飽和カルボン酸とのコポリマー。
組成物の重量比が常に100重量%まで加えるようにする。一般的な安定剤およびフィラーを添加剤として含有させることができる。
このナノコンポジットブレンドは、成形したての状態および条件調整された状態での高い剛性、減少した吸水率、改善された熱安定性、および強度が低下しないことにより特徴付けられる。
(もっと読む)
引き抜き成形法及び該方法によって製造される物品
本発明は、長繊維強化成形組成物の製造方法であって、以下の工程:
(a)張力下のマルチフィラメントの少なくとも一つのマルチフィラメントストランドを、表面を超えて送って(passing over a surface)、それにより、少なくとも一つのストランドにおいて、マルチフィラメントをばらばらにひろげて(spread apart)開かれたマルチフィラメントストランドを形成し;
(b)張力下の開かれた(opened)マルチフィラメントストランドを第1の含浸装置に導入し;
(c)第1の熱可塑性成形組成物を第1の含浸装置に導入し、ここで、第1の熱可塑性成形組成物は、少なくとも一つの熱可塑性ポリマー、熱可塑性ポリマーとマルチフィラメントの表面との間の共有結合の形成を触媒する少なくとも一つの触媒を含み、及び所望の場合には、触媒の活性に悪影響を与えない他の添加剤を含む;
(d)少なくとも一つの開かれたマルチフィラメントストランドに、可塑化された第1の熱可塑性成形組成物を含浸し;
(e)第1の含浸装置から形成された繊維強化ストランドをドローオフ(draw-off)し;
(f)繊維強化ストランドを第2のダイに送り;
(g)第1の熱可塑性成形組成物とは異なり、少なくとも一つの熱可塑性ポリマー及び添加剤を含む第2の熱可塑性成形組成物を第2のダイに導入し;
(h)繊維強化ストランドを、第2のダイにおいて可塑化された第2の熱可塑性成形組成物で被覆(sheathing)し;
(i)第2のダイから第2の熱可塑性成形組成物からなるシースを有する繊維強化ストランドをドローオフし;
(j)適当な場合には、第2の熱可塑性成形組成物からなるシースを有する繊維強化ストランドを、冷却し、成形し、ペレット化し、及び/又は更に加工する;
工程を包含することを特徴とする方法に関する。 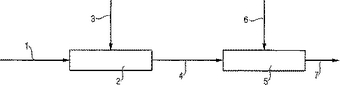 (もっと読む)
(もっと読む)
射出成形される材料、その方法、およびそのための使用
本発明は、射出方法によって調製されるのに適した複合材料、および複合材料の射出方法に関する。本発明の方法によると、複合材料は、(i)天然繊維の長さを均一にする段階、(ii)天然繊維の表面、および存在する場合リグノセルロース残渣の表面を処理する段階、(iii)複合物の成分をあらかじめ混合する段階、(iv)複合材料を押し出しおよび顆粒化する段階、および(v)部品の形態に複合物の材料を射出成形する段階を実施することによって調製される。 (もっと読む)
被熱処理炭素長繊維強化樹脂ペレット、その製造方法及び成形品
【課題】 炭素繊維強化ポリオレフィン系樹脂の強度等の物性向上。
【解決手段】 酸量が、無水マレイン酸換算で、平均で0.05〜0.5重量%である酸基含有ポリオレフィン系樹脂(A)を、酸基と反応し得る官能基を有するサイジング剤(s)で表面処理された炭素長繊維(B)に、酸基含有ポリオレフィン系樹脂(A)と炭素長繊維(B)の合計中の炭素長繊維(B)の重量比率が5重量%以上、50重量%未満となるように含浸してなる炭素長繊維強化樹脂ペレットであり、該ペレットの長さ方向に該炭素繊維が同一長さで平行配列しており、該炭素繊維の長さが4〜50mmである炭素長繊維強化樹脂ペレットを、温度T50〜160℃、時間t0.1〜100時間、加熱処理した被熱処理炭素長繊維強化樹脂ペレットを用いる。
(もっと読む)
プラスチック部品を製造するための方法と、このプラスチック部品を有する装置
【課題】特殊プラスチックの利用に比べて費用削減を達成することのできるプラスチック部品製造方法と、この方法で製造されたプラスチック部品を含む装置を提供する。
【解決手段】プラスチック部品製造方法において、プラスチック成形材料が溶融温度以上の成形温度に加熱され、プラスチック成形材料が溶融温度以上で熱間成形可能であり、成形温度にあるプラスチック成形材料が成形部品へと成形され、成形部品の温度がプラスチックの種類に依存した転換温度に調整され、この転換温度が溶融温度よりも低く、限定された転換時間の間、成形部品が転換温度に放置される。
(もっと読む)
ペレット製造方法およびペレット製造装置

【課題】流動性の小さい素材を用いてペレットを製造する際に、単位時間当たりのペレット生産量をさらに向上させ、より良質のペレットを大量生産可能とすることを課題とする。
【解決手段】軟化した所定の素材を混合して不定形の状態で押し出す押出機構と、この押出機構から押し出された不定形の素材を粉砕する粉砕機構と、この粉砕機構にて粉砕された素材をペレット形状に成形する成形機構とを設けた。押出機構で押し出された不定形の素材が一旦粉砕されて成形機構に供給されるので、製造されるペレットをより均質にさせることができ、当該ペレットを原料とした成形品や骨材をより均質にさせることの可能な良質のペレットを大量生産することができる。また、より容易に後成形の成形品を成形することが可能となる。さらに、単位時間当たりのペレット生産量をさらに増やすことが可能となる。
(もっと読む)
繊維強化ポリプロピレン樹脂組成物
【課題】成形体にした場合に、機械的強度の低下が少なく、外観に優れた成形体が得られる繊維強化ポリプロピレン樹脂組成物とそのペレット、および、前記樹脂組成物またはペレットからなる成形体を提供する。
【解決手段】ポリプロピレン樹脂20〜95重量%と、重量平均繊維長が2〜100mmであり、平均繊維径が20〜30μmであるガラス繊維80〜5重量%を含有する繊維強化ポリプロピレン樹脂組成物、ペレット、および、その成形体。
また、ポリプロピレン樹脂99.9〜60重量%と、変性ポリオレフィン樹脂0.1〜40重量%とを含有する樹脂混合物と、前記の樹脂混合物100重量部に対して、重量平均繊維長が2〜100mmであり、平均繊維径が20〜30μmであるガラス繊維5〜400重量部を含有する繊維強化ポリプロピレン樹脂組成物、ペレット、および、その成形体。
(もっと読む)
優れた耐環境応力亀裂性を持つ物品を形成するための方法、組成物及びブレンド
【解決手段】薄肉管を製造するための複数の処理を記載し、下記の工程:物品を射出成型する工程及び物品をアニーリングする工程、重合体と高メルトフローの重合体とのブレンドを射出成型する工程、重合体とナノ粒子又はナノ複合材料とのブレンドを射出成型する工程を包含する。また、重合体又はブレンドのESCR及び/又は引裂抵抗を改善するためのナノ粒子の使用も開示する。 (もっと読む)
熱可塑性エラストマー組成物の製造方法

【課題】 必須の原料成分を二軸押出機に直接供給してなる、外観および品質の良好な熱可塑性エラストマー組成物の製造方法を提供する。
【解決手段】 以下の工程からなる熱可塑性エラストマー組成物の製造方法。
(1)チップクリアランスが二軸押出機のシリンダー内径の1%以上であって10%未満であるニーディングディスクを少なくとも2枚有する該二軸押出機の可塑化混練部に、少なくともオレフィン共重合体ゴムとオレフィン樹脂とを供給して溶融混練させ、溶融混練物を生成させる工程、および
(2)該溶融混練物を、チップクリアランスが該二軸押出機のシリンダー内径の1%未満であるニーディングディスクを少なくとも2枚有する該二軸押出機の動的架橋部において、該動的架橋部に有機過酸化物を供給し、動的架橋させる工程。
(もっと読む)
微細フィラー混合複合材料の製造方法
【課題】熱可塑性樹脂中に微細フィラーが均一に分散した高品質の微細フィラー混合複合材料を製造できるようにする。
【解決手段】押出機Eの可塑化ゾーンAにホッパ3を介して熱可塑性樹脂を供給し、耐圧混合槽23において超臨界二酸化炭素中に均一に分散された微細フィラーを混練ゾーンBに設けられた供給口6を介して導入して混練したのち、脱揮ゾーンCにおいてガス化した二酸化炭素を強制排気口11を介して排気(除去)し、ついでダイ4よりストランドとして押し出して切断装置10で逐次ペレットに切断する。
(もっと読む)
長繊維強化ポリプレピレン樹脂成形材料の製造方法
【課題】 毛羽の発生量を低減し、かつ、機械的強度及びガラス繊維分散性の良いポリプロピレン樹脂成形品を得るための長繊維ポリプロピレン樹脂成形材料の製造方法を提供する
【解決手段】 300〜2000本のガラス単繊維を集束剤で集束させたガラス繊維束2〜18本を、酸変性ポリプロピレン樹脂を含む溶融したポリプロピレン樹脂中に浸漬させて、ノズルから引き抜き、平均径が0.4〜3.0mmで、ガラス含有率が30〜75質量%となる長繊維強化ポリプレピレン樹脂成形材料の製造方法であって、前記集束剤として、重量平均分子量が10,000〜50,000、かつ、酸価が10〜50mg[KOH/g]である酸変性ポリプロピレン樹脂と、シランカップリング剤と、ポリウレタン樹脂とを含む組成物を用い、前記ガラス繊維束100質量部に対し、前記集束剤を固形分で0.1〜1.0質量部付着させる。
(もっと読む)
化学原料用廃棄プラスチック粒状化物の成形方法
【課題】ガス化炉、油化プラント、コークス炉、製鉄高炉、その他の化学反応プロセスで用いるために圧縮成形して製造した粒状化物の形状品質を向上させる技術を提供する。
【解決手段】使用後に家庭から回収され、かつ、水分含有率が10質量%以下である、ポリエチレンの含有比率の合計が10〜60質量%である廃棄プラスチックを成形する際に、廃棄プラスチック保持部分である樽型の胴部13の内部にスクリュー15を有し、エンドプレート16の穴型17から廃棄プラスチックを押出す型式の成型機で、当該廃棄プラスチック保持部分で機械的な仕事を行う装置の駆動電力と加熱装置の出力の合計が廃棄プラスチックの処理毎時1トン当たり55〜165kWの範囲で、圧縮成形することを特徴とする化学原料用廃棄プラスチック粒状化物の成形方法。
(もっと読む)
成形体の製造方法
【課題】 ポリプロピレン系樹脂とエチレン系共重合体ゴムと無機充填剤含有ポリプロピレン系樹脂とを混合し、射出成形または押出成形する成形体の製造方法であって、耐衝撃性に優れた成形体が得られる成形体の製造方法を提供すること。
【解決手段】 ポリプロピレン系樹脂100重量部あたり20〜300重量部の無機充填剤を含有する無機充填剤含有ポリプロピレン系樹脂と、ポリプロピレン系樹脂と、エチレン系共重合体ゴムとを、無機充填剤、ポリプロピレン系樹脂およびエチレン系共重合体ゴムの総量100重量部あたり、0.1〜2重量部のポリアルキレングリコールの存在下で混合し、射出成形または押出成形することを特徴とする成形体の製造方法。
(もっと読む)
ペレット製造方法、ペレットおよびペレット製造装置
【課題】互いに異なる複数の樹脂の物性が残された良質のペレットを製造することを課題とする。
【解決手段】所定の粉砕機構A5,A7,A8にて、第一の樹脂M1を少なくとも有する粉砕可能な程度に軟化した第一の素材を少なくとも粉砕し、粉砕された第一の素材と、同第一の樹脂M1とは物性の異なる第二の樹脂M2を少なくとも有する第二の素材と、を少なくとも配合した混合物M7を生成し、生成した混合物M7を所定の成形機構A4にてペレット形状に成形する。軟化した第一の素材を押出機構A1にて混合して不定形の状態で押し出す押出工程S1をさらに備え、粉砕機構A5,A7,A8にて、押し出された不定形の第一の素材M5を少なくとも粉砕し、粉砕された第一の素材と、第二の素材と、が少なくとも配合された混合物M7を生成すると、なおよい。
(もっと読む)
ポリプロピレン系樹脂組成物の製造方法
【課題】 平均粒子径5.0〜8.0μmの二酸化ケイ素系のアンチブロッキング剤を含むポリプロピレン系樹脂組成物を製造する方法であって、フィルムとした場合のブロッキング性を十分に抑制し、かつフィッシュアイによる外観不良を防止することができるという優れた効果を有するポリプロピレン系樹脂組成物の製造方法を提供する。
【解決手段】 平均粒子径5.0〜8.0μmの二酸化ケイ素系のアンチブロッキング剤を含むポリプロピレン系樹脂組成物を製造する方法であって、80℃以上の温度にあるポリプロピレンパウダーに二酸化ケイ素系のアンチブロッキング剤を添加して混合するポリプロピレン系樹脂組成物の製造方法。
(もっと読む)
スラッシュ成形用熱可塑性エラストマー組成物、粉末物およびこれを用いた表皮体
【課題】 溶融性があってシート成形性に優れるスラッシュ成形用熱可塑性エラストマー組成物、粉末物、および透明性が高く、物性値が高く、折り曲げ白化することなく、柔軟性に優れる表皮体を提供する。
【解決手段】 (1)ポリプロピレン樹脂100重量部に対し、(2)ビニル芳香族炭化水素化合物単量体単位を主体とする少なくとも1個の重合体ブロックAと水素添加されたブタジエン単量体単位を主体とする少なくとも1個の重合体ブロックBから構成され、重合体ブロックBの水素添加率が90%以上であり、かつビニル芳香族炭化水素化合物の水素添加ブロック共重合体中に占める割合が5重量%を超え25重量%未満であり、そして水素添加前の重合体ブロックBの1,2結合量の平均が62モル%以上である水素添加ブロック共重合体20〜500重量部を少なくとも配合したスラッシュ成形用熱可塑性エラストマー組成物にある。
(もっと読む)
低融点の非架橋ポリプロピレン樹脂のペレット型発泡体の製造方法及びその方法により製造されたペレット型発泡体
【課題】融点が125〜140℃であるペレット型の非架橋ポリプロピレン発泡体の提供。
【解決手段】融点138〜140℃の非架橋ポリプロピレンランダム共重合体を、特定の温度範囲に設定された第1温度帯〜第6温度帯に分割された第1押出機と、又特定の温度範囲に設定された第1温度帯〜第6温度帯に分割された第2押出機と、前記第1押出機と前記第2押出機を連結し、248〜255℃の温度が設定されたガイドとからなるタンデム押出機により押出する段階と、(b)前記押出された物質を125〜140℃の温度でポンピングにより強制的に流動させる段階と、(c)前記押出された物質を120〜130℃の温度で均質化する段階と、(d)前記均質化された物質をダイを通じて膨張させる段階と、(e)前記膨張された物質を切断してペレット型発泡体を得る段階とを含む、融点が125〜140℃であるペレット型の非架橋ポリプロピレン発泡体の製造方法。
(もっと読む)
中空のプラスチック予備形成物の製造方法、プラスチック容器の製造方法、その表面上に可視的図案模様を含むプラスチック予備形成物及び容器
本発明は、その表面上に可視的図案模様(7)を含むプラスチック容器(6)を吹込み成形するのに適した中空のプラスチック予備形成物(1)の製造方法に関し、またプラスチック予備形成物で生産されたプラスチック容器に関するものである。本発明の方法は、完成した容器上に異なる審美的効果を達成することを許容し、加えて、これらの容器に滑り防止特性及び/又は心地よい触感を付与してもよい。 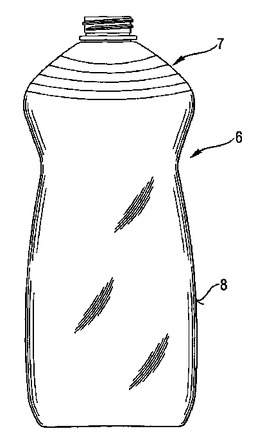 (もっと読む)
(もっと読む)
単層物および多層物、ならびに、それらの物を製造する射出成型方法
好ましい実施形態において、方法および装置は、成型可能な材料を有する物体を生産可能である。物体は、単層および多層である。物体は様々な方法により形成されることができる。 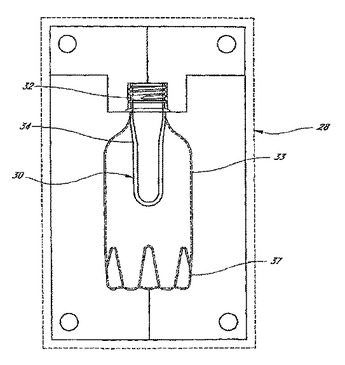 (もっと読む)
(もっと読む)
141 - 160 / 167
[ Back to top ]