
Fターム[4F201AA11]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 樹脂材料等(主成形材料) (2,621) | ポリオレフィン (540) | ポリプロピレン系 (167)
Fターム[4F201AA11]に分類される特許
21 - 40 / 167
熱可塑性樹脂ペレットの製造方法
【課題】 ペレット化後に乾燥工程を短縮もしくは省略することが可能な、熱可塑性樹脂ペレットの製造方法。
【解決手段】 溶融押出機を用いて熱可塑性樹脂を溶融押出し、これを冷却媒体として、パーフルオロカーボン、ハイドロフルオロカーボン、ハイドロフルオロエーテル、およびパーフルオロケトンの少なくとも1つを含み、下記特性(a)〜(d)で示す特性を有する常温で液体である媒体を接触させ、切断機で切断してペレットを製造する方法。
(a)沸点が100℃未満
(b)25℃における蒸気圧が5〜30KPa
(c)25℃における密度が1050kg/m3以上
(d)25℃における表面張力が20mN/m以下
(もっと読む)
セルロース含有熱可塑性樹脂の製造方法、セルロース含有熱可塑性樹脂およびその成形体
【課題】溶融時の流動性が高く、特に射出成形性が良好であるセルロース含有熱可塑性樹脂を得ることができるセルロース含有熱可塑性樹脂の製造方法、その製造方法で製造したセルロース含有熱可塑性樹脂およびその成形体を提供する。
【解決手段】セルロース繊維と熱可塑性樹脂とを、バッチ式密閉型混合装置が備える回転羽根により高速撹拌し、圧力0.20MPa以上の高圧力水蒸気雰囲気中で、高速撹拌に伴う摩擦熱により溶融混合して溶融混合物となす第1混合工程と、前記溶融混合物を加熱混合する第2混合工程とからなることを特徴とするセルロース含有熱可塑性樹脂の製造方法。
(もっと読む)
ポリオレフィンの造粒方法、その装置、および、重合装置
【課題】良好にポリオレフィンを造粒できるポリオレフィンの造粒方法を提供する。
【解決手段】水にエマルジョンタイプのシリコーンオイルを100質量ppm以上10000質量ppm以下で含有させて冷却水を調製する。溶液重合した後に揮発成分を除去した重合溶液を、ある程度冷却した後に調製した冷却水で冷却しつつペレット状に切断するコールドカットを実施する。低分子量低規則性のポリプロピレンでもブロッキングが生じにくくなり、製造速度を向上でき、効率よく製造できる。
(もっと読む)
炭含有樹脂の製造方法、炭含有樹脂、成形体、炭化成形体の製造方法及び炭化成形体
【課題】本発明は、機械強度が優れ、炭化物の含有量を高くできる炭含有樹脂の製造方法、炭含有樹脂、成形体、炭化成形体の製造方法及び炭化成形体を提供することを目的とするものである。
【解決手段】バイオマスの炭化物と樹脂とを、場合によって、水を添加して溶融混練して炭含有樹脂となすことを特徴とする炭含有樹脂の製造方法、該製造方法で製造された炭含有樹脂及び該炭含有樹脂からなる成形体。バイオマスの炭化物と前記樹脂との合計100質量部に対して、前記バイオマスの炭化物が50〜95質量部含有されていることまたはバイオマスが繊維構造を有していることが好ましい。さらに、本発明の炭含有樹脂からなる成形体。さらに、前記炭含有樹脂からなる成形体を酸素の供給を制限した状態で熱処理した炭化成形体の製造方法及び該製造方法で製造された炭化成形体。
(もっと読む)
ガラス繊維強化ポリプロピレン材の再生方法及びガラス繊維強化ポリプロピレン材の再生成型品

【課題】ガラス繊維強化ポリプロピレン材(FR−PP材)の成型品から再生成型品を成形する際の変色を抑制できて、良好な再生成型品を製造することができるようにする。
【解決手段】FR−PP材の成型品を粉砕し、この粉砕材を原料として再生成型品を成形する場合において、前記粉砕材を加熱溶融させてペレット化する際にチオエーテル系酸化防止剤を添加したり、前記粉砕材をそのまま用いて射出成形する際にチオエーテル系酸化防止剤を添加したりする。リサイクルする際の酸化防止剤にチオエーテル系酸化防止剤を用いた場合(実施例1〜3)は、酸化防止剤を用いない場合(比較例1,2)やフェノール系酸化防止剤を用いた場合(比較例3〜5)に比べて、黄変度を抑えることができる。
(もっと読む)
プリプレグの製造装置及び製造方法
【課題】強化繊維が毛羽立ちなく且つ十分に開繊した一方向強化繊維プリプレグを製造する装置及び方法を提供することを目的とする。
【解決手段】強化繊維束を案内するガイド部と、搬送される強化繊維束を等間隔に揃えるコーム部9と、開繊用ローラー10を用いて強化繊維束を開繊する開繊装置2と、開繊した強化繊維を樹脂含浸用ローラー12を用いて移動させながら樹脂を含浸させて複合化させる樹脂含浸部(ラミネーター3)とを有するプリプレグの製造装置において、該開繊用ローラー10の回転速度が該樹脂含浸用ローラー12の回転速度よりも小さいことを特徴とする。
(もっと読む)
長い繊維を添加したポリマー材料の製造方法
本発明は、長い繊維を添加したポリマー材料の製造方法であって、この方法においては、通常約5〜8%のある一定の残留水分を有し、2mm超の最小長さを有する繊維と担体材料とが、反応器又はカッターコンパクタ内で混合され加熱され、この方法においては、担体材料が、絶えず動かされ随意粉砕され、流動性又はつぶつぶ状態が絶えず維持される方法に関する。本発明によれば、反応器内の条件、特に温度が、繊維が反応器内での処理の間も、随意の次の圧縮、例えば押し出しの間も切れないぎりぎりに十分に柔軟であるできる限り低い残留水分まで繊維を乾燥させるように設定される。 (もっと読む)
表面保護フィルムおよびその製造方法、並びに、表面保護フィルム用基材フィルムおよびその製造方法
【課題】被貼付部材のカールを防止できる表面保護フィルムおよび表面保護フィルム用基材フィルムを提供する。
【解決手段】ポリオレフィンを主成分とした基材層と粘着層とを備えた表面保護フィルムおよび表面保護フィルム用基材フィルムは、40℃以上100℃以下の温度で1秒以上120秒以下の条件で熱処理し、90℃で1時間加熱した後の寸法変化率がMD(流れ方向)およびTD(幅方向)共に±0.50%以内とする。カールの発生を防止でき、被貼付部材の特性・性能を損なうことなく、表面を保護できる。
(もっと読む)
微細紙粉含有樹脂成型用シートの製造方法
【課題】微細紙粉を含有した樹脂からなる成型加工に適したシートの製造方法を提供することを目的とする。
【解決手段】平均粒径が20〜100μmの微細紙粉を20〜70重量部、メルトフローレートが0.5〜2.5g/10分のポリプロピレンを20〜50重量部有する原材料を、押出成形機13,22により脱気しながら最高温度が200℃以下で混練溶解させ、シート状に押出成形する。
(もっと読む)
熱可塑性樹脂粒子の製造装置および製造方法
【課題】カット不良による不良粒子の発生を抑制することができると共に、切断刃とノズルダイ表面との摩擦抵抗を低減してペレタイザーの寿命を延ばすことができる熱可塑性樹脂粒子の製造装置を提供する。
【解決手段】表面にノズル15が形成されたノズルダイ1を有しノズルから溶融した熱可塑性樹脂を押し出す押出機と、ノズルから押し出された樹脂を冷却する冷却水を収容する冷却室部4と、冷却室部4内に設けられてノズルダイの表面に接触しながら回転することによりノズルから押し出されて冷却された樹脂を粒子状に切断する切断刃30と、切断刃を回転させる回転駆動部と、冷却室部内に冷却水を供給しかつ樹脂粒子と共に排出して冷却水のみを冷却室部内に循環させる冷却水循環系とを備え、切断刃は、その刃部の厚みをtとし、ノズル15の直径をdとすると、0<t/d≦17の関係を満たすことを特徴とする熱可塑性樹脂粒子の製造装置。
(もっと読む)
ポリオレフィン成形体
【課題】 主として家庭ゴミに由来する使用済み再生ポリオレフィンの使用。
【解決手段】 使用済み再生ポリオレフィンと未使用ポリオレフィンとを使用して、使用済み再生ポリオレフィン部分、未使用ポリオレフィンか部分及び空間からなるポリオレフィン成形体、例えば、外側に使用済み再生ポリオレフィンの層、内側に未使用ポリオレフィンの層が存在し、中央部は空間となっている中空ポリオレフィン繊維や中空ポリオレフィンペレットを製造する。前記中空ポリオレフィン繊維や中空ポリオレフィンペレットの製造方法は、未使用ポリオレフィンと使用済み再生ポリオレフィンとを含む混合物であって、未使用ポリオレフィンと使用済み再生ポリオレフィンとの合計量を100質量%としたときに使用済み再生ポリオレフィンが10乃至90質量%である混合物を溶融させる工程、その溶融物を押出して押出物とする工程、押出物を冷却する工程等を含む。
(もっと読む)
燃料電池用セパレータの製造方法及び燃料電池用セパレータ
【課題】成形不良や導電性の不足を招くことがなく、耐久性を向上させ得る燃料電池用セパレータの製造方法及び燃料電池用セパレータを提供する。
【解決手段】粉状の成形材料1を成形用金型10に充填して加熱加圧した後、加圧冷却して燃料電池用セパレータを成形する燃料電池用セパレータの製造方法で、所定の樹脂と黒鉛粒子を所定の樹脂の溶融開始温度以上の温度で加熱混練して成形材料1を調製し、成形材料1を粉砕して粉体化した後、粉体化した成形材料1に黒鉛粒子を添加して所定の樹脂の溶融開始温度未満の温度で混合することにより、粉状の成形材料1を調製する。黒鉛粒子の周辺に所定の樹脂が過度に密着して導電性を阻害することがないので、導電性不足を解消できる。また、所定の樹脂と黒鉛の局部的なばらつきを抑制できるので、燃料電池用セパレータの機械的特性や導電性の不良が局部的に発生するのを解消できる。
(もっと読む)
補強要素を備えるプリフォーム及び容器
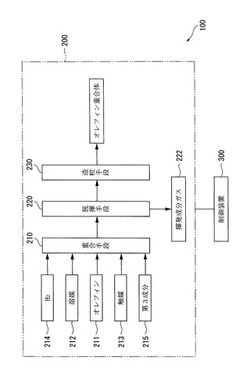
本発明は、少なくとも一つの細長い補強要素210を備え、射出成形により得られる容器300の為のプラスチック製プリフォーム200に関する。本発明は、そのようなプリフォーム200から吹き出し成形され、少なくとも一つの補強要素320を備え、連続したスムーズな外部表面310bを有する容器300に更に関する。 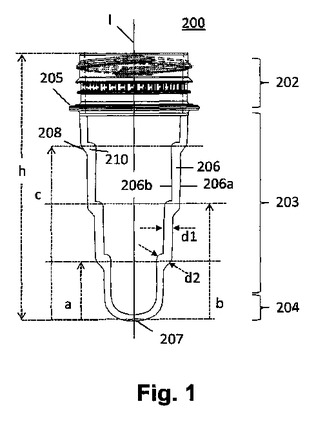 (もっと読む)
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】スクリュー長さLとスクリュー直径Dの比L/Dが短い汎用の大型押出機で処理量を増加させても、発熱による樹脂劣化を抑制し、かつ耐熱性・耐衝撃性のバランス、衝撃吸収性等に優れる熱可塑性樹脂組成物を得るための製造方法を提供する。
【解決手段】下記(I)または(II)の熱可塑性樹脂組成物を押出機により製造する際、伸張流動しつつ溶融混練した後に切り欠き型ミキシングスクリューで溶融混練することを特徴とする熱可塑性樹脂組成物の製造方法。(I)熱可塑性樹脂(A)および反応性官能基を有する樹脂(B)を配合してなる熱可塑性樹脂組成物(II)熱可塑性樹脂(A)、熱可塑性樹脂(A)とは異なる熱可塑性樹脂(C)および反応性官能基を有する化合物(D)を配合してなる熱可塑性樹脂組成物。
(もっと読む)
被熱処理炭素長繊維強化樹脂ペレットの製造方法
【課題】炭素繊維強化ポリオレフィン系樹脂の強度等の物性向上のために使用する樹脂ペレットの製造方法を確立する。
【解決手段】2個以上のエポキシ基を有するエポキシ系サイジング剤(s)で表面処理された連続した炭素繊維を引きながら、酸量が、無水マレイン酸換算で、平均で0.05〜0.5重量%であるマレイン酸変性ポリプロピレン及び/又は無水マレイン酸変性ポリプロピレン系樹脂(A)を押出機から溶融状態で供給して、マレイン酸変性ポリプロピレン及び/又は無水マレイン酸変性ポリプロピレン系樹脂(A)と炭素繊維の合計中の炭素繊維の重量比率が15重量%以上、50重量%未満となるように、連続した炭素繊維に含浸後、4〜50mmの長さに切断し、炭素長繊維(B)が樹脂中において実質的にその全てがペレットと同じ長さを有し且つ互いに平行な状態で配列している状態にした後、下記(1)〜(3)の条件を満たすように加熱処理することを特徴とする被熱処理炭素長繊維強化樹脂ペレットの製造方法。
(1)加熱処理温度Tが50〜160℃
(2)加熱処理時間tが0.1〜100時間
(3)加熱処理温度T(単位:℃)と加熱処理時間t(単位:時間)の積T×tが、10〜16000(単位:℃・時間)
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法
【課題】 長繊維強化熱可塑性樹脂ペレットの製造方法において、ペレット溶解時に強化繊維が容易に解けて成形品中に強化繊維を均等に分散させることができるペレットを生産性良く製造する。
【解決手段】
本発明の長繊維強化熱可塑性樹脂ペレット1の製造方法は、溶融された熱可塑性樹脂5浴中に含浸させられた複数の強化繊維束3に対して、強化繊維束3同士を撚り合わせながら熱可塑性樹脂5浴中から引き抜くことで強化繊維の周りに熱可塑性樹脂5が被覆されたストランド8を形成し、ストランド8を所定長さに切断してペレット1を得るものであり、熱可塑性樹脂の溶融粘度をメルトフローレート=500〜1500g/10minに調整し、ストランド8の引き抜き方向に対する強化繊維束3の撚り角θを0°<θ≦50°として、ストランド8を引き抜くことを特徴とするものである。
(もっと読む)
感染性医療廃棄物から再生されたプラスチックならびにそれから製造された医療用デバイス
感染性医療廃棄物からプラスチックを再生し、再生プラスチックから医療用デバイスを製造する方法が記載される。感染性医療廃棄物から再生されたプラスチックから作られる医療用デバイスも記載される。 (もっと読む)
ペレットの製造方法
【課題】互着しにくいペレットを、生産性高く製造するペレットの製造方法を提供する。本発明によれば、非晶性樹脂を含む互着しやすいペレットであっても、生産性高く製造できる。
【解決手段】熱可塑性樹脂製シートを、該シートの長手方向に裁断してストランド状にした後、シートの幅方向に裁断するペレットの製造方法。前記熱可塑性樹脂製シートが、多層構造をもつシートである前記ペレットの製造方法。前記熱可塑性樹脂製シートが、成形機より連続して押出されたシートである前記ペレットの製造方法。
(もっと読む)
熱可塑性樹脂組成物の製造方法及び成形体の製造方法
【課題】植物性材料を多く含有しながら優れた流動性を得ると共に機械的特性にも優れた熱可塑性樹脂組成物の製造方法及びこれを用いた成形体の製造方法を提供する。
【解決手段】植物性材料が50〜95質量%の組成物の製造方法であって、回転軸の円周方向に複数の混合羽根が立設された混合具を備えた第1混合溶融装置を用いて、酸変性されていない熱可塑性樹脂(A1)を溶融させながら、植物性材料と樹脂(A1)と有機過酸化物とを混合して第1組成物を得る工程と、同混合具を備えた第2混合溶融装置を用いて、酸変性されていない熱可塑性樹脂(A2)及び酸変性された熱可塑性樹脂(B)を共に溶融させながら、第1組成物と樹脂(A2)及び樹脂(B)とを混合して第2組成物を得る工程と、を備える。更に、本熱可塑性樹脂組成物の製造方法により得られた熱可塑性樹脂組成物を射出成形して成形体を得る。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】多量の植物繊維を含有させることができ、且つ射出成形等に用いたときに、十分な流動性を有する熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂(ポリプロピレン系樹脂、特にポリプロピレン系樹脂と酸変性ポリプロピレン系樹脂との併用等)及び植物繊維(ケナフ繊維等)を含有し、合計を100質量%とした場合に、植物繊維が50〜95質量%である熱可塑性樹脂組成物の製造方法であって、熱可塑性樹脂と植物繊維とを混練し、混合して樹脂繊維混合物とする混合工程と、樹脂繊維混合物を圧延して平板状の圧延物C1とする圧延工程とを備える。圧延装置30は、樹脂繊維混合物を呼び込むための呼び込みロール301と、この呼び込みロール301から送出される樹脂繊維混合物Cを平板状に圧延するための圧延ロール302とを備えることが好ましい。
(もっと読む)
21 - 40 / 167
[ Back to top ]