
Fターム[4F201AA11]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 樹脂材料等(主成形材料) (2,621) | ポリオレフィン (540) | ポリプロピレン系 (167)
Fターム[4F201AA11]に分類される特許
121 - 140 / 167
成形体及びその製造方法

【課題】ポリプロピレン樹脂組成物の高い成形性、機械物性を損なうことなく、安定した高い導電性を備えた成形体及びその製造方法を提供する。
【解決手段】(A)ポリプロピレン系樹脂45〜65質量%、(B)エラストマー15〜35質量%、(C)タルク10〜30質量%、及び(D)繊維径が100nm以下の微細炭素繊維0.3〜4質量%を含む成形体であって、成形体中の(A)成分中の25℃キシレン可溶部の極限粘度[η]が7.0dl/g以上であり、(D)成分の平均繊維長が2.5μm以上であることを特徴とする成形体及びその製造方法である。
(もっと読む)
長繊維強化ポリオレフィン樹脂成形材料の製造方法
【課題】単軸押出機による含浸ダイへのマトリックス樹脂の充填供給を安定して行え、機械強度・耐久性に優れた長繊維強化ポリオレフィン樹脂成形材料の製造方法を提供する。
【解決手段】ポリオレフィン樹脂からなるベース樹脂と、ポリオレフィン樹脂に融点125℃以下の低融点添加剤を含む添加剤を予め溶融分散させたマスターバッチを含有するポリオレフィン樹脂組成物を、単軸押出機にて可塑化溶融させて含浸ダイに充填し、この含浸ダイに強化繊維を通過させ、得られた長繊維強化ポリオレフィン樹脂ロッドを所定の長さに切断する。
(もっと読む)
プロピレン系重合体の包装体及びプロピレン系重合体組成物の製造方法
【課題】プロピレン系重合体材料を他の熱可塑性樹脂と混練加工する際に、フィルムを剥がさずに直接溶融混練機に投入することもできる包装体およびこれを用いたプロピレン系重合体組成物の製造方法を提供すること。
【解決手段】プロピレン系重合体の包装体は、プロピレン由来の構成単位と、必要に応じてプロピレンを除く少なくとも一種の炭素原子数2〜20のα−オレフィン由来の構成単位とを有し、かつ示差走査熱量計で観測される融点が70℃未満または融点が観測されない軟質プロピレン系共重合体(A)からなる被包装体を、示差走査熱量計で観測される融点が70〜180℃の範囲に存在する炭化水素重合体からなるフィルムまたは袋で包んでなる。
(もっと読む)
バリア特性を備えた熱可塑性ポリマー組成物の制御された配合
本発明は、オレフィン樹脂を、バリア樹脂と配合して、有機溶剤に対するバリア特性を有する成形または押出し物品を作製するのに用いることのできる熱可塑性ポリマーブレンドを製造する方法を提供する。  (もっと読む)
(もっと読む)
成形体及びその製造方法
【課題】ポリプロピレン樹脂組成物の高い成形性、機械物性を損なうことなく、安定した導電性を備えた成形体及びその製造方法を提供する。
【解決手段】(A)ポリプロピレン系樹脂45〜65質量%、(B)エラストマー15〜35質量%、(C)タルク10〜30質量%、及び(D)繊維径が100nm以下の微細炭素繊維0.3〜4質量%を含む成形体であって、成形体中の(D)成分の平均繊維長が2.5μm以上であることを特徴とする成形体及びその製造方法である。
(もっと読む)
容器及び容器を得るためのプリフォーム

圧縮成形プリフォーム(1;31;41;51;61;71;81;91)から得る容器には、支持面に載置することを目的とする基壁(203;303)と、主軸(X)を囲む側壁(202;302)とを含み、上記主軸(X)付近で測定した上記基壁(203;303)の厚さ(C4;P4)を、上記側壁(202;302)の厚さ(C1;P1)の8.2倍以下とする。 (もっと読む)
加硫合成樹脂ペレット製造法
【課題】本発明は加硫ゴムによる自動車等の廃タイヤを凍結微粉砕し、篩下を捕集し、別に熱可塑性合成樹脂成形品を破砕して上記タイヤの微粉と均等混合し、これを上記合成樹脂の塑性体に加熱することによって加熱量を軽減し、この混合物を紐状に加圧押出冷却してペレット9状にカットし、これを各加硫ゴム成形工場に分配して硬く靭性に富む成形物を簡便に製造することを目的とする。
【解決手段】タイヤ等の加硫合成ゴム材による30〜100メッシュ篩下微粒子の30下〜10重量%と、熱可塑性合成樹脂成形材を破砕してなる3〜5mm篩下凹凸形状粗粒子の70上〜90重量%とを撹拌混合して100重量%となし、同混合物を加熱して上記粗粒子のみに塑性を付与し、その状態において該混合物を加圧して線状に押出し、これを冷却して粒状に成形することを特徴とするペレット製造法。
(もっと読む)
混合プラスチックの微粉およびその製造方法
【課題】塩素含有樹脂を含有する混合プラスチックの微粉の製造方法、および塩素含有量の低い混合プラスチックの微粉を提供すること。特に、塩素含有樹脂を分離することなく廃プラスチックの微粉を製造する方法、および塩素含有量の低い廃プラスチックの微粉を提供すること。また、廃プラスチックの微粉を用いた、高炉の操業方法および廃プラスチックの処理方法を提供すること。
【解決手段】1種または2種以上の塩素を含有するプラスチックおよび1種または2種以上の塩素を含有しないプラスチックからなる群より選ばれる少なくとも1種のプラスチックの増減により塩素濃度が2〜20mass%の混合プラスチックを調製する工程、該混合プラスチックを溶融下に攪拌し、脱塩素する工程、該脱塩素された攪拌物を冷却して固化する工程、および該固化物を粉砕する工程、を有する混合プラスチックの微粉の製造方法を用いる。
(もっと読む)
物品を形成するための装置
投与量(3)を受けるためのキャビティ(53)、および物品(2)の切り下げ部を成形するために相互に可動である少なくとも2つの部分(35)を備えるダイ手段(54)と、少なくとも2つの部分(35)の接触を維持するために締付け力を加えるための流体手段とを備え、この流体手段が、投与量(3)がキャビティ(53)内に実質的に包含されているとき適用可能な初期の力から、少なくとも2つの部分(35)が切り下げ部を成形するとき適用可能な最終的な力まで締付け力を非連続的に増大させるためのものである、プラスチックの投与量(3)から物品(2)を形成するための装置。 (もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造方法及び製造装置
【課題】 樹脂含浸性が高く生産性に優れた長繊維強化熱可塑性樹脂成形材料の製造方法を提供すること。
【解決手段】 連続した強化繊維束を含浸ダイに導入し、溶融した熱可塑性樹脂中に浸漬させて、ノズルから引き抜く繊維強化熱可塑性樹脂成形材料の製造方法であって、強化繊維束を、該強化繊維束の引き抜き方向と順方向に熱風が流れている予熱室を通過させて予熱処理したのち、含浸ダイへ導入させる。熱風は、温度が(熱可塑性樹脂の溶融温度−100)〜(熱可塑性樹脂の溶融温度+10)℃であり、風速は10〜120m/minであり、風量は1〜8m3/minであることが好ましい。
(もっと読む)
難燃性複合材料の製造方法およびそれにより得られる複合材料
本発明は、難燃性複合材料、難燃性を有する被覆を有する発泡ポリマーの複合材料を製造する方法、および又そのような複合材料の使用に関する。本発明による方法は、i)発泡ポリマーのビーズを提供する段階;ii)被覆剤を段階i)のビーズに塗布する段階;およびiii)こうして被覆されたビーズを前記複合材料に造形する段階を含む。 (もっと読む)
ポリプロピレン系樹脂予備発泡粒子の製造方法
【課題】 ポリプロピレン系樹脂組成物からなる粒子を密閉容器内で水系分散媒に分散させ前記粒子を前記ポリプロピレン系樹脂組成物の軟化温度以上の温度に加熱し、分散媒である水を発泡剤として該粒子内に含浸せしめた後、密閉容器内の内圧よりも低圧かつ80℃以上の雰囲気中に放出することによって予備発泡させるポリプロピレン系樹脂予備発泡粒子の製造方法において、予備発泡粒子同士の融着を防ぐことで、安定的かつ効率的に製造を可能とする製造方法を提供すること。
【解決手段】 ポリプロピレン系樹脂組成物が、結晶核剤を含有することを特徴とするポリオレフィン系樹脂予備発泡粒子の製造方法。
(もっと読む)
三価カチオン中和アイオノマーから製造されるブロー成形中空物品及びボトル
三価カチオンで中和されたアイオノマーを含む押出成形中空物品または射出成形中空物品ならびにブロー成形ボトルが開示されている。これらのアイオノマーは、同じコポリマーであるが、一価カチオンまたは二価カチオンのみで中和されたコポリマーを含むアイオノマー組成物より高い溶融強度を有する。本ブロー成形ボトルは、一価カチオンおよび二価カチオンのみで中和されたアイオノマーを含むブロー成形ボトルを実質的に上回る壁厚さおよび重量を有することが可能である。 (もっと読む)
超微小粒子の製造方法
【課題】 粒子径1μm以下、特に粒子径1μm以下からnmオーダーの超微小粒子の製造方法を提供する。
【解決手段】 有機ポリマー原料及びグラファイトのいずれかから選ばれる原料を、超臨界水あるいは亜臨界水を用いて水熱反応し、粒子径1μm以下の超微小粒子を得る製造方法であり、前記ポリマー原料は原料ポリマー及び又は重合性の原料モノマーであり、前記ポリマー原料が、ポリスチレン、ポリエチレン、ポリプロピレン、ノルボルネン樹脂の群から選ばれる1種または2種以上の原料である。
(もっと読む)
長繊維強化熱可塑性コンセントレート及びその製造方法
長繊維強化熱可塑性コンセントレートの製造方法を開示し、そこでは連続繊維ストランドが溶融混練熱可塑性水性分散液で被覆され、乾燥され、切断される。 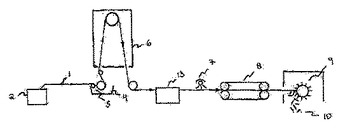 (もっと読む)
(もっと読む)
高密度ガラスグラニュールから複合材料部品を製造する方法
本発明は、長いガラス繊維で強化された熱可塑性マトリックスから形成された複合材料部品を製造する方法に関する。本発明の方法は、材料と強化剤を供給する一軸スクリューを含む装置によって行われる射出成形または射出圧縮成形工程を含む。その方法は、強化繊維は、ガラス密度が90〜99.5%、好ましくは95〜99%かつ長さと直径(L/D)比がmmで表したL未満である、長い切断繊維グラニュールの形で、装置に導入される。本発明は、また、その方法を用いて得られた複合材料部品にも関する。 (もっと読む)
プラスチック発泡複合体の製造方法
発泡体は断熱性に優れるが、吸湿して断熱性が低下し強度がない。そのため、吸湿しない断熱材で、強度のある断熱材が求められている。 本発明によれば、プラスチックの粉末又は細粒と、架橋発泡するポリオレフィン粒状体を金型に入れ、回転しながら加熱すると表皮のある発泡複合体が一工程でできる。この複合体は吸湿することなく強度があり、断熱材として優れている。 又、架橋発泡するポリオレフィン粒状体の表面に発泡しないか、わずかに発泡する材料を被覆して成形すると、好ましくは、コアに5乃至50mmの発泡体の粒状体に厚さ0.05乃至0.5mmの補強体を被覆したコアになり、軽量で強度があり、衝撃で変形はするが壊れないで木と同等の強度のある成形体ができる。  (もっと読む)
(もっと読む)
アルミ箔ラミネート紙を原料とする樹脂化ペレット製造方法
【課題】 飲料用や食品用の容器として使用されている紙製基材とアルミニウムフィルム層とを有する紙含有積層材と、熱可塑性樹脂粒子と、を粉砕・混合して、紙−アルミ−樹脂混合物を得る際に、アルミニウムフィルム層部分の粉砕不良を有効に防止し、良好な粉砕物を得ることができる紙−アルミ−樹脂混合物の製造方法を提供すること。
【解決手段】 紙製基材およびアルミニウムフィルム層を有する紙含有積層材と、熱可塑性樹脂粒子とを、互いに相対する固定刃14および回転刃16aを有する粉砕装置を用いて、粉砕・混合し、紙−アルミ−樹脂混合物を製造する方法において、粉砕前の前記熱可塑性樹脂粒子として、前記固定刃と回転刃との間の最小距離である切断クリアランス(t)に対して、各粒子の最大長さの平均値(r)が、1<r/t≦2.5の範囲にある熱可塑性樹脂粒子を使用する。
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造装置及びその製造方法
【課題】潰れや割れが少ない高品質の長繊維強化熱可塑性樹脂成形材料を生産性よく製造する。
【解決手段】強化繊維束を引き取りながら熱可塑性樹脂を含浸させる含浸ダイ3と、熱可塑性樹脂が含浸された樹脂含浸強化繊維束を引き取る引取装置とを有する、長繊維強化熱可塑性樹脂成形材料の製造装置において、前記引取装置が2対以上のロール8を樹脂含浸強化繊維束の上下にその進行方向に沿って段設してなり、該ロール8の表面の硬度が70〜98度であることを特徴とする。
(もっと読む)
廃プラスチック成形方法及び廃プラスチック熱分解方法
【課題】本発明は、廃プラスチックを成形することにより、高密度の粒状物を製造することを目的とする。また、この粒状物と石炭を混合して、コークス炉にて熱分解する際に、高強度のコークスを製造することも目的とする。
【解決手段】低温で軟化するプラスチックである、ポリエチレン、ポリプロピレン、ポリスチレンを合計で50%以上の比率で含む廃プラスチックを原料として用いる。この廃プラスチックをスクリュー式押し込み機にてノズルから押出す成形方法を用いて成形する。本発明の方法では、成形装置内で、廃プラスチックを180〜260℃の温度とし、当該成形装置内のガスを吸引する。この操作により、ポリエチレン、ポリプロピレン、ポリスチレンを溶融状態とし、かつ、プラスチック内のガスを少なくする。当該状態から、直径が15〜60mmのノズルから押し出すことにより圧縮成形した後に、これを切断して、切断後3秒以内に水冷装置にて冷却する。
(もっと読む)
121 - 140 / 167
[ Back to top ]