
Fターム[4F201AG14]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 一般形状、構造物品 (645) | 棒状体(←紐状体) (18)
Fターム[4F201AG14]に分類される特許
1 - 18 / 18
重合体混合液の製造装置、同装置を用いたアクリロニトリル系重合体混合液の製造方法、アクリロニトリル系重合体溶液の製造方法、炭素繊維前駆体アクリロニトリル系繊維の製造方法
樹脂成形品の製造方法
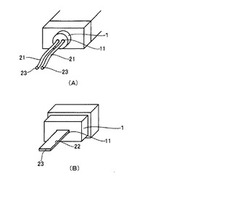
【課題】 一方向に対する引張り強度、曲げ強度、耐衝撃強度が優れた樹脂成形品の製造方法を提供すること。
【解決手段】 熱可塑性樹脂と繊維とを混合した樹脂材料を成形する樹脂成形品の製造方法において、熱可塑性樹脂と繊維とを混合した樹脂材料を、断面積が10mm2以下の開口部11から押出して、ストランド状21又はリボン状22の中間成形体23を成形した後、この中間成形体23を一方向に並べてプレス成形することを特徴とすることを特徴とする。
(もっと読む)
多層溶融合成樹脂供給装置

【課題】装置の機械的強度を過剰に低減せしめる等の別個の問題を生成せしめることなく、外側溶融合成樹脂に包み込まれる内側溶融合成樹脂が存在すべきでない部位においても糸状に存在する糸引き現象を可及的に回避乃至抑制することができる多層合成樹脂供給装置を提供する。
【解決手段】主排出路(18)の上流端に連通する副排出路(22)を円筒形状の大径上流部(24)と小径下流部(26)を含む形態にすると共に、遮断部材(58)を副排出路の大径上流部に対応する円柱形状の大径上流部(62)と副排出路の小径下流部に対応する小径下流部(60)とを含む形態にする。
(もっと読む)
インクジェット記録装置用樹脂製フィルター
【課題】製造コストが低い;インクジェット記録装置の製造コストを低減できる;インクジェット記録装置のリサイクル性を良好にできる;インクジェット記録装置内部におけるインクの流路抵抗をインクジェット記録に適した値にしつつ、インクに混入される異物を確実に捕獲できる;の全てを満たすインクジェット記録装置用樹脂製フィルターを提供する。
【解決手段】30,000〜80,000の数平均分子量を有するポリエチレンと50,000〜100,000の数平均分子量を有するポリプロピレンとからなる群から選択された樹脂の溶融物に塩が添加・混練された成形用溶融物を使用して成形体を作製し、次いで前記成形体を水で洗浄することによって前記成形体より塩が除去されて得られたことを特徴とするインクジェット記録装置用樹脂製フィルター。
(もっと読む)
プリプレグの製造装置および製造方法
【課題】強化繊維にマトリクス樹脂を含浸し、シート状に成型したプリプレグの製造装置において、熱可塑性樹脂のような粘度の高いマトリクス樹脂では含浸不良を生じていた。
【解決手段】
含浸ダイが前記導電性繊維束に電流を流すための電極を有することを特徴とするプリプレグの製造装置であり、さらには含浸ダイが含浸ダイの中で前記導電性繊維束の糸道を屈曲させる複数のしごきバーを有し、前記しごきバーのうち少なくとも1本が導電性繊維束に電流を流すための電極であることを特徴とするプリプレグの製造装置。
(もっと読む)
長繊維強化熱可塑性樹脂ストランドの製造装置及び製造方法
【課題】長繊維強化熱可塑性樹脂ストランドを製造する際に、強化繊維束の内部に熱可塑性樹脂を良好に含浸させて、強化繊維の分散性に優れたストランドの製造装置及びその製造方法。
【解決手段】長繊維強化熱可塑性樹脂ストランドの製造装置は、強化繊維束2に含浸される熱可塑性の第1樹脂7bを溶融状態で貯留する第1樹脂槽と、第1樹脂槽での含浸に先立って含浸され且つ第1樹脂7bより溶融粘度が低く設定されている第2樹脂7aを溶融状態で貯留する第2樹脂槽とを備え、第1樹脂槽と第2樹脂槽とは隔壁20により隔てられており、隔壁20には強化繊維束2を第2樹脂槽から第1樹脂槽へと抜き出す抜出口21が設けられ、強化繊維束2を、第2樹脂槽から抜出口21を経由し第1樹脂槽へと引き抜くことで、第2樹脂7aが含浸した強化繊維束2に第1樹脂7bを含浸する。
(もっと読む)
熱可塑性樹脂組成物の押出成形方法
【課題】 ダイの吐出ノズル先端部における目やにの堆積を効果的に抑制することが可能な熱可塑性樹脂の押出成形方法を提供する。
【解決手段】 溶融した熱可塑性樹脂組成物が押し出される吐出ノズル12の先端部近傍に気体流出口11から気体を吹き付けながら、吐出ノズルあたり14kg/時以上、40kg/時以下の吐出量で熱可塑性樹脂組成物を押し出すことにより、吐出ノズル先端部近傍の、押し出された熱可塑性樹脂組成物がバラス効果によって膨張している部分で気体の流れを変化させるようにする。
(もっと読む)
導電性弾性ローラの製造方法
【課題】感光体汚染のない導電性弾性ローラの製造方法を提供する。
【解決手段】導電性支持体の外周上に、導電性弾性層を有する導電性弾性ローラの製造方法であって、導電性支持体を回転可能な状態に把持し、該導電性弾性層を金属製ローラに当接させた状態で該金属製ローラを回転しながら、導電性弾性ローラと金属製ローラとの間にDC電圧を印加する通電処理工程と、通電処理工程後に該導電性弾性層を表面処理する工程を有する。
(もっと読む)
脂肪族ポリエステル組成物およびその製造方法
【課題】非相溶性高分子ブレンドの新規な溶融混練物並びに樹脂成形物およびそれらの製造方法の提供。
【解決手段】特定割合の非相溶性高分子ブレンドに相容化剤を添加して高分子間界面において反応を誘起するとともに、その反応を高せん断場により促進・効率化させるため、内部帰還型スクリュー搭載の微量型高せん断成形加工機を用いて、スクリューの回転数が400rpmから1200rpmで、該ブレンドを溶融混練する際に、内部帰還型スクリューの回転数、一定回転数下での混練時間など、高せん断成形加工条件を整えることにより、均一かつ微視的な分散構造を有し、かつ機械的性質に優れた新規な溶融混練物を得る。
(もっと読む)
ケーブルを脱気するための改善された方法
本発明は、(i)エチレンと4から20個の炭素原子を有する不飽和エステルとの極性コポリマーから本質的になる相Iの材料、(ii)無極性の低密度ポリエチレンから本質的になる相IIの材料、ならびに(iii)相Iの材料および/または相IIの材料の中に分散された導電性充填剤材料から作製されるまたはこれらを含有する組成物から調製された架橋済半導体シールド層を有する電気ケーブルの脱気方法である。脱気温度は、セ氏70度を超える。 (もっと読む)
被覆バインダー構成単位の製造方法
バインダーの芯を被覆材料の層で被覆してなる被覆バインダー構成単位の製造法が開示される。この方法は(a)バインダー及び被覆材料を同時に押出してバインダーを被覆材料で被覆した押出物を製造する工程、及び(b)任意に押出物を被覆バインダー構成単位に造形する工程を含む。 (もっと読む)
反応液分割分液コートハンガー形ダイ並びに、該ダイを使用した紐状樹脂成形体の製造方法並びに製造装置
【課題】複数の紐状樹脂成形体を連続して製造するために使用する従来の反応液分液コートハンガー形ダイは各部位の流量調整が自由にコントロールできないために長時間安定して一定寸法精度の紐状樹脂成形体が製造できなかった。
【解決手段】液仕切具はダイリップに位置させ、その川上に分割流量調整板を位置させ、各分割流量調整板それぞれに調整ボルトを設けることによって自由に各部位の流量を調整可能とした。このことによって反応性樹脂を用いて長時間運転する場合に、ゲル化によって起こる流量の低下した部位の流量を隣接の状態に係わらず分割流量調節板にて流量調整し、長時間運転を可能とした。
(もっと読む)
ストランド製造用押出ダイおよびそれを用いたストランドの製造方法
【課題】炭化物の発生を低減し、ストランド切れの発生を低減できる、ストランド製造用押出ダイおよびそれを用いたストランドの製造方法を提供する。
【解決手段】ダイ入口部1から、ダイスに設けられた1列または複数列のノズル穴に至る溶融樹脂流路が、ダイ入口部1に連なり、ダイ入口部1から溶融樹脂の流れ方向に沿って上下方向の高さが一定である定高部2と、上下対称に高さが徐々に縮小する縮高部3とを有するストランド製造用押出ダイにおいて、ダイ入口部1の左右方向の長径をDWin、縮高部の出口部4の左右方向の長径をDWout、とした場合、0.9≦DWout/DWin≦1.1の範囲にある。
(もっと読む)
ポリオキシメチレン樹脂製延伸体の製造方法
【課題】ポリオキシメチレン樹脂製延伸体を連続生産可能であり、高剛性で且つ高強度のポリオキシメチレン樹脂製延伸体を提供する。
【解決手段】押出し機を用いてポリオキシメチレン樹脂を可塑化し、押出し機ダイより棒状又はフィラメント状の成形体を紡出させ冷却槽で冷却した後、延伸槽で加熱延伸させ、ポリオキシメチレン樹脂製延伸体を連続に製造する方法において、(A)押出し機ダイより紡出された直後の溶融ポリオキシメチレン樹脂の樹脂温度(TP)が下記一般式(I)で表される範囲であり、(B)冷却槽の温度(T1)が下記一般式(II)で表される範囲であり、押出し機ダイの紡出口から冷却槽液面までの距離(L)が1〜20cmの範囲で製造することを特徴とするポリオキシメチレン樹脂製延伸体の製造方法。 ポリオキシメチレン樹脂の融点(mp)≦TP<200℃ (I) 100℃≦T1≦ポリオキシメチレン樹脂の結晶化開始温度(CP) (II)
(もっと読む)
押出ダイヘッド
【課題】 押出機の先端に取り付けられて、溶融状態の樹脂材料を中実状に押し出すための押出ダイヘッドであって、煩雑な作業を強いることなく、押出ダイヘッドの開口部から押し出される溶融状態の樹脂材料が、不定の方向に曲がってしまうなどの不具合を有効に回避することができる押出ダイヘッドを提供する。
【解決手段】 樹脂材料が押し出される開口部30が設けられたダイヘッド本体20と、ダイヘッド本体20内に装着されるコア10とを備え、少なくとも一条の螺旋溝11a,11bが、コア10の表面に沿って螺旋状に刻設され、かつ、螺旋溝11a,11bの溝深さが、コア10の先端側に向かって徐々に浅くなっているとともに、ダイヘッド本体20の内周面とコア10との間には、開口部30に向かうにしたがって両者の間隔が徐々に拡がっていくように空隙を形成する。
(もっと読む)
導電性ローラーの製造方法
【課題】異物の混入を抑制し材料を均一に混練可能で、均一な導電性弾性層を作業効率よく低コストで製造することができ、混練機に材料を投入する際飛散がなく、労働衛生上、環境上好ましい導電性ローラーの製造方法提供すること。
【解決手段】導電性軸体の外周に、混練機を用いて導電性弾性層材料を混練し、硬化して導電性弾性層を成形し導電性ローラーを製造するにあたり、融点が60℃から120℃の範囲で導電性弾性層材料の混練時に溶融可能で、且つ、導電性弾性層材料の硬化時に硫黄架橋可能な熱可塑性樹脂製で、厚さが30μmから100μmの範囲のフィルムで作製した投入用袋に、導電性弾性層材料の一部を封入し、混練機に投入する。
(もっと読む)
棒状成形品
【課題】曲げ強度、剛性等の機械的特性に優れ、且つ反り変形の少ない棒状成形品を提供する。
【解決手段】特定の長繊維強化熱可塑性樹脂ペレットを製造原料とし、棒状成形品の一端に相当する部位に設けられたゲートを介して射出成形すると共に、棒状成形品の長手方向に一本又は複数本の溝部を形成した棒状成形品。
(もっと読む)
強度が向上された架橋重合体状材料および製造方法
軸方向に対して直角の方向で圧縮力を架橋した重合体に加えることにより、放射線架橋(50kGy)した、圧力処理したUHMWPE材料を開発した。次いで、変形した材料を、変形した状態に維持しながら、冷却する。得られた材料は、異方性であり、軸方向に沿って高い強度を有する。この特定方向で加工した材料は、5気圧酸素を含む圧力容器中での4週間の促進エージング(ASTM F2003)後でも、酸化に対して安定している。その酸化安定性のために、この変形処理した材料は、再融解された、架橋したUHMWPEに以前から使用されている空気透過性包装およびガス滅菌に好適な候補である。 (もっと読む)
1 - 18 / 18
[ Back to top ]