
Fターム[4F201BM09]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 予備成形品の製造 (678) | 構成部品、付属装置、補助装置 (88)
Fターム[4F201BM09]に分類される特許
61 - 80 / 88
樹脂成形品の成形方法及び成形装置

【課題】 発泡性樹脂に基づく発泡を促進しつつ、薄肉化を防止できる樹脂成形品の成形方法を提供する。
【解決手段】 成形型4内のブロー成形体41内に溶融発泡性樹脂70を供給し、その後、成形型4を型開き方向に所定量開いてキャビティ27を増大させる。これにより、溶融発泡性樹脂70を発泡させてブロー成形体41を膨張させる。一方、ブロー成形体41の膨張に基づいてブロー成形体41が延伸された部分44に対しては、成形型4の所定量の型開き動作終了後に、溶融非発泡性樹脂45を補給して、ブロー成形体41の延伸された部分44が他の部分に比して薄肉化することを防止する。
(もっと読む)
溶融樹脂カット方法及び装置

【課題】ダイヘッドから下向きに押し出されるパリソン等の溶融樹脂の切断時に、切断刃への樹脂のこびり付きや、溶融樹脂へのヒューム等の異物の混入を防止することができる、溶融樹脂カット方法とその装置を提供する。
【解決手段】ダイヘッドから下向きに押し出される溶融樹脂に対して、互いに交差位置Cで当接するように交差させた一対の切断刃8、9のそれぞれを、水平面内で互いに反対向きに同期させて進退させることにより、交差位置Cをこれらの切断刃8、9の進退方向に対して横切る方向に移動させ、両切断刃8、9間に進入した溶融樹脂を交差位置Cが横切る際に、溶融樹脂を両方の切断刃8、9間によって挟圧して扁平に押し潰しながら、これらの切断刃8、9の剪断作用によって切断する。
(もっと読む)
予備成形物の後処理のための装置並びに方法
本発明は、金型から取り出された形状不安的な予備成形物(10)の後処理のための装置並びに方法であって、複数の校正ピン若しくはニップル(30)を備えており、該校正ピン若しくはニップルはスリーブ状の構成部分内への差込のためのそれぞれ1つの挿入部分を含んでおり、前記スリーブ状の構成部分は冷却スリーブとして形成されており、前記ニップル(30)の挿入部分は半径方向に膨らみ可能なプレスリング若しくはシールリング(56)を有しており、該プレスリング若しくはシールリングは前記スリーブ状の構成部分内に差し込まれるようになっている形式のものにおいて、前記挿入部分の軸線方向で前記プレスリング若しくはシールリング(56)の両側にそれぞれ1つの保持肩部(54,55)を配置してあり、該保持肩部は前記プレスリング若しくはシールリングの膨らましのために互いに相対的に移動させられるようになっており、前記各ニップル(30)はそれぞれ2つの管片を有しており、該各管片の端部にそれぞれ前記保持肩部(54,55)のうちの一方を取り付けてあり、前記プレスリング若しくはシールリング(56)は、テルモス瓶の閉鎖部のように機械的に膨らませられるようになっている。  (もっと読む)
(もっと読む)
タブレット成形機を制御する方法及びタブレット成形機
タブレット成形機を制御するための方法は、ダイテーブル1の各ダイ内に材料を連続的に供給するステップと、前記材料に先行圧縮及び本圧縮を施し、それによって前記本圧縮がほぼ一定の圧縮力の下でなされ、個々のタブレットの可変のタブレット厚みを生じさせるステップと、前記ダイに移送された材料の重量を表す重量値を測定するステップとを含んでいる。各ダイに供給される材料の量は、予め測定された重量の値と第一の設定値との間の偏差に基づいて調整される。前記重量値は、各ダイ内に配置されている材料の先行圧縮中に測定される。回転タブレット成形機もまた開示されている。  (もっと読む)
(もっと読む)
繊維強化樹脂ストランドの製造装置
【課題】滑りを生じさせることなく高速度の生産速度で繊維強化樹脂ストランドを製造することができる耐久性に優れた繊維強化樹脂ストランドの製造装置を提供する。
【解決手段】押出機6から溶融樹脂材料2が連続供給されるクロスヘッド5内に、強化用繊維束3を解繊するスプレッダー8が配設され、前記クロスヘッド5の出口ノズル5aの前方位置に、この出口ノズル5aから樹脂含浸繊維束からなる繊維強化樹脂ストランド9を引出し、かつ撚りを付与する撚りローラ11a,11bを備えると共に、この撚りローラ11a,11bの前方位置に、前記繊維強化樹脂ストランド9の撚りを保持する撚り保持ローラ12a,12bを備えた繊維強化樹脂ストランドの製造装置において、前記撚りローラ11a,11bと撚り保持ローラ12a,12bを、何れも表面に凹凸が形成された金属により構成する。
(もっと読む)
圧縮成形によるプリフォームの成形方法
【課題】 圧縮成形金型から取り出したプリフォームにガスバーナーなどによる外部加熱処理を行って、内部歪みを除去する方法においては、プラスチック成形ラインでの火気の使用による防火管理及び安全管理の面での負担が大きくなり、加熱設備の費用や維持の点においても経費が増大して経済コスト性が低下してしまい、また、加熱処理後に再度冷却するので、エネルギー消費も増加して経済コストや環境対策面でも負荷となっているので、かかる外部加熱処理における問題を解消する。
【解決手段】 圧縮成形機により合成樹脂溶融塊状体であるドロップを圧縮成形してプリフォームとなし、金型からプリフォームを取り出す際に、プリフォームを常温より高温である状態で取り出し空冷することを特徴とする、プリフォームを成形する方法。
(もっと読む)
溶融樹脂塊供給装置
【課題】 圧縮成形用の雌型のキャビティまで溶融樹脂塊を搬送する円筒状の移送ガイドからタイミング遅れなく確実に圧縮成形用の雌型のキャビティ内に確実に落とし込むことができる溶融樹脂塊供給装置を提供することにある。
【解決手段】 圧縮成形用の雌型の上の筒状の移送ガイド9に対して振動を与える振動発生手段16を設けたことを特徴とするものであり、それにより溶融樹脂塊13が移送ガイドの収容室の内周面に貼着することなく、短時間に円滑に圧縮成形用の雌型のキャビティ内に溶融樹脂塊を落とし込むことができ、落下時間のタイミングのばらつきがなく生産管理を容易にできる。
(もっと読む)
溶融樹脂供給方法及び溶融樹脂供給装置
【課題】溶融樹脂の揮発成分が搬送手段の表面に付着することなく、溶融樹脂供給装置を長時間、安定して稼働すること。
【解決手段】圧縮成形機の溶融樹脂供給装置の押出機の押出ユニット4は、押出ノズル30の押出開口35cから溶融樹脂11を排出する。押出ノズル30の外周部には、冷却用ガスを噴出するエア噴出ノズル35を設け、押出開口35cから押出された溶融樹脂11の表面へ向けて、溶融樹脂11面を冷却用ガスによって冷却するようにした。
(もっと読む)
流動性材料の投与量を処理するための装置および方法
分配開口(8)を通って出口方向(Z1)に沿って流動性材料を押し出すための前記分配開口(8)を有する押出デバイス(2)と、前記流動性材料から投与量(50)を分離するための切断手段(3)とを備え、前記切断手段(3)が、前記出口方向(Z1)に平行な移動要素によって可動である装置。 (もっと読む)
プリフォーム成形機
【課題】プリフォーム成形時の重ね成形を防止するプリフォーム成形機を提供する。
【解決手段】プリフォーム成形機100は、キャリアプレート30の上流に真空ポート33a,33bを介して真空ホース41a,41bと、真空ホース41a,41bの流量を検知する流量計42a,42bと、真空ライン44a,44bまたは大気ライン47a,47bを切り換える切替弁43a,43bと、キャリアプレート30の内部を真空引きする吸引ポンプ45a,45bと、真空ライン44a,44bを真空解除する真空弁46a,46bとを備え、コア金型10からプリフォームPFを吸引しながら移動する場合に、流量計42a,42bの一方または双方が真空ホース41a,41bの流量を検知すると、コア金型10の移動機構12をインターロックする。
(もっと読む)
吊下げられた物体の搬送に用いられるレール部材、1つの当該部材を備えるプリフォームの供給装置及び1つの当該部材に固定可能な湾曲したフラップバンド
本発明は、ボトルやプリフォームのような吊り下げられた物体を搬送するレール部材に関する。本発明の部材は、2本のガイドレール(11、12)を備え、これらガイドレール(11、12)が、所定距離だけ離間し、プリフォームの副首ガイド部のような搬送経路(13)に沿って搬送される物体用の横方向の支持面を形成する。本発明は、部材が螺旋状に湾曲した搬送部分を形成し、ガイドレール(11、12)が螺旋状に配置されるフレーム(10)を備え、ガイドレール(11、12)の少なくとも一方が、フレーム(10)から取外し可能なフラットストリップであることを特徴とする。 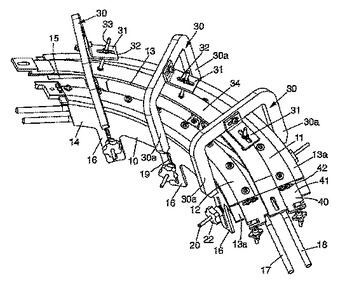 (もっと読む)
(もっと読む)
所定量を移送する装置
本装置には:-所定量(D)の流動性材料を移送する移送手段(50)であって、該所定量(D)には、横断寸法(M)及び端部ゾーン(19;119;219)を有する長尺体(39)を備える移送手段;-上記所定量(D)を該移送手段(50)から受容する受容手段(21);を含み、該移送手段(50)には、上記端部ゾーン(19;119;219)付近で上記横断寸法(M)を減少させて、該端部ゾーン(19;119;219)を成形する端部成形手段(18)を含む。プラスチックの所定量には、横断寸法(M)を備える長尺体(39)を含み、該長尺体(39)には、上記横断寸法(M)未満の各横断寸法(N)を備える端部ゾーン(19;119;219)を含む。 (もっと読む)
中空体の首部を把持するための装置及びこうした装置を装備した中空体搬送装置
本発明は中空体の首部(10)の外側を把持するための装置(5)に関する。本発明による装置はそれぞれの支持面(29)を備える把持部片(11、12、13、14)を支持する環状体(18)を備える。上述した把持部片は、支持面(29)が環状体(18)内に突出するような態様で、これらの把持部片が環状体(18)の制限ストッパに載置される第1半径方向位置と、支持面(29)が環状体(18)に係合される中空体の首部の外側壁に対して適用される態様で、これらの把持部片が駆動して戻される第2半径方向位置と、を占有し得るように弾性手段(15)によって半径方向に移動且つ押圧し得る。把持部片(11、12、13、14)の支持面(29)は円筒状円弧の全体形態をして弧を描いている。 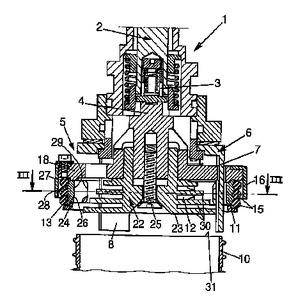 (もっと読む)
(もっと読む)
ばらで供給される管状のプレフォームを配向するための装置
本発明は、供給手段(2)によってばらで供給される管状のプレフォーム(1)を配向するための装置に関し、この装置は、並んで配置され、上記プレフォームの最大横断面寸法よりも大きい距離(D)だけ互いから水平方向に離された2つの平行なライン(6)、(7)をそれぞれ有する2つの連続式エンドレスコンベヤ(4)、(5)を備える。本発明によれば、このプレフォームの供給手段(2)が上記2つのコンベヤ(4)、(5)のうちの一端部の上方に配置される。上記2つのコンベヤは、このコンベヤ(4)、(5)を跨いで横向きに置かれて到着する任意のプレフォームをピボットさせ、この2つのコンベヤの間の空間に長手方向に配向されたプレフォームを落下させるために、反対の方向(9)および反対の方向(10)に駆動手段によって移動される。また、本発明は、プレフォーム(1)を収集するためのエンドレスベルト(12)を備える。このエンドレスベルト(12)はそれに平行な上記2つのコンベヤ(4)、(5)の下方に延在し、水平方向に置かれ長手方向に整列されたプレフォーム(1)を次々と移動させるのに使用される。  (もっと読む)
(もっと読む)
UWC装置、UWC装置におけるPCW循環システム、及びUWC装置を用いたペレット成形加工方法
【課題】 人的作業を軽減することができ、もって人的コストを低くすることができて、低コストに且つ効率良くペレットを製造することができるUWC装置を得る。
【解決手段】 UWC装置4Aにおいて成形加工されたペレットを冷却しながら搬送するペレット冷却搬送水(PCW)を循環させるUWC装置4AにおけるPCW循環システムにおいて、PCWの流量を調整する開度調整バルブ23を備えると共に、ダイス5の穴より低い適所に、圧縮空気をPCW中に注入するための圧縮空気注入部を備え、かつ前記圧縮空気の注入量を調整する調整部を前記UWC装置4Aに備えた。
(もっと読む)
高分子材料の物品の圧縮成形ユニット
本ユニットは、圧力によってパンチ(11)及び、その密閉キャビティに高分子材料の充填物を充填したダイを1つに結合することにより動作し、充填物は、ダイの外側で作成されてからダイキャビティ内に挿入される。本ユニットは、物品の外面の下部を形成するように配置され、その内面(30a)は下端部及び軸方向に伸びる側方部を含むダイの下部を有する金型を備えている。ダイの下部(30)は、補完的に設置して共にダイの下部(30)の内面を画定することのできる内面(33,34)を有する第1構成部材(31)及び第2構成部材(32)を含む。第2構成部材(32)の内面(34)は、ダイの下部(30)内面の前記下端部の全体または大部分を画定する。第2構成部材(32)は、第1構成部材(31)に対して、その内面(34)が内面(33)と整合する前記位置にある上方位置と、ダイの下部(30)のキャビティの容積を増加させるために、内面(34)が内面(33)から離れて存在する引抜き位置との間を移動することができる。 (もっと読む)
高分子材料の容器用プレフォームの圧縮成形方法とグループ
プレフォームは、最終対象物の状態での形状を維持する上部ネックと、そのネックと結合している中空体内から構成される。本発明におけるプレフォーム成形法では、その質量が基準値に基づいて計量された高分子材料をマトリックスのキャビティに挿入し、続いてマトリックスの成形キャビティ内にパンチを圧力をかけながら挿入し、キャビティを完全にふさいだ時点で停止させる。この時パンチはプレフォームの内面を成形し、マトリックスのキャビティはプレフォームの外側表面を成形する。本発明によれば、プレフォームの成形において基準値に対する高分子材の計量誤差は中空体全体に分布される。この中空体は引き続く加熱変形でプレフォームの最終形状に達し、この過程で内部応力がほぼ完全に除去される。本発明によるプレフォーム成形用金型において、マトリックスはその内面がプレフォームの中空部分の形状を与えるように意図された金型の内面の少なくとも一部が変形可能な壁(31)を有しており、この変形可能な壁(31)は少なくとも一部が相対的に薄くなっていて、最終のプレフォーム成形工程で高分子材料にかけられる圧力の下で弾性変形を生じ、これによって中空体の厚が変わり、高分子材料の計量誤差が吸収される。 (もっと読む)
紐・ペレットおよび紐・ペレットの製造方法並びにそれらの製造装置
【課題】 品質劣化がなく、見掛け比重が大きなペレットの製造装置を提供する。
【解決手段】 (a) 1または複数の帯状長尺連続材R及び/又は複数の糸状長尺連続材Rを細幅に集束させて紐状集束材R'を形成する集束部16と、(b) 外周面に凹凸が形成され、コヨリ状紐材R''を点圧縮して紐Sを形成する一対の圧縮用ローラ50a,50bを有する圧縮部22と、(c) 集束部16或いは圧縮部22を相対的に回転させることにより紐状集束材R'を捩ってコヨリ状紐材R''を形成する回転部14と、(d) 圧縮部22の出口側に設けられ、点圧縮されて形成された紐Sを所定間隔でペレット状に切断する切断部102とで構成されていることを特徴とするペレットの製造装置100である。
(もっと読む)
澱粉配合樹脂組成物、その製造方法、そのフィルム成形品及びこの成形品の成形方法
【課題】 化学合成物質である熱可塑性樹脂の使用量の軽減を図るために、天然由来物質である澱粉系物質を配合させる技術に関し、高度な前処理をすることなく澱粉系物質を熱可塑性樹脂に配合させ、その澱粉粒が微細に均一に分散される澱粉配合樹脂組成物を得るための技術を提供することを課題とする。
【解決手段】 前記熱可塑性樹脂と、含水処理のされた澱粉系物質とを含む原料が、含まれる水分の大部分が蒸発しない程度の低温に調整された混練押出装置の原料投入部に投入される原料投入工程(A)と、高圧・高温に調整された雰囲気で澱粉系物質が糊化する熱流動化処理工程(B)と、混練により糊化澱粉を微細化して分散する分散処理工程(C)と、含まれる水分を蒸発させる脱水処理工程(D,F)と、を含むことを特徴とする。
(もっと読む)
プレフォームのネックリングを冷却するための冷却回路
プレフォームのネックリングのための冷却回路が、二部になったネックリングを設けることによってネックリングの表面に合致する。第1の部分はネックリングを支持し、ネックリングインサートに強度及び耐久性を提供する。第2の部分は、高熱伝導性金属が含浸された多孔性鋼で形成され、プレフォームのネックリングの周囲にほぼ均等な冷却を提供する冷却チャネルを備える。 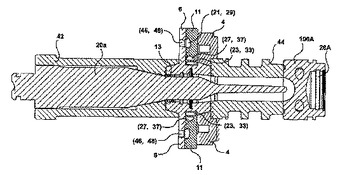 (もっと読む)
(もっと読む)
61 - 80 / 88
[ Back to top ]