
Fターム[4F201BM09]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 予備成形品の製造 (678) | 構成部品、付属装置、補助装置 (88)
Fターム[4F201BM09]に分類される特許
41 - 60 / 88
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 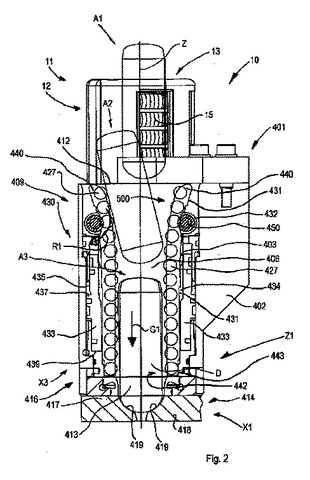 (もっと読む)
(もっと読む)
プリフォーム射出成形装置

【課題】型開閉と型締めの各駆動源を別個として高速にて型開閉しながら、成形サイクル毎に最上位にある基盤を型開閉ストローク分だけ昇降させる必要の無いプリフォーム射出成形装置を提供する。
【解決手段】プリフォーム射出成形装置は、上方から順に、上部型締め盤20、可動盤40、下部基盤10及び下部型締め盤30を有する。上部型締め盤20と下部型締め盤30は、複数のクランプシャフトで連結されて一体的に昇降する。開閉駆動手段60は、可動盤40を型開位置と型閉位置とに昇降させる。型締め手段70は、下部型締め盤30を昇降させることで、下部型締め盤30と一体で複数のクランプシャフト及び上部型締め盤20を昇降させ、上部型締め盤20の下降位置を型締め位置として設定する。圧受け部材80,90は、上部型締め20が型締め位置に設定される際に、型締め力を可動盤40に伝達し、かつ、その型締め力を圧受けする。
(もっと読む)
予備成形樹脂の製造方法および製造装置

【課題】フィルムの再利用を可能としてフィルムに要するコストの低減を図ると共に、精度のよい予備成形樹脂を効率よく生産する。
【解決手段】圧縮成形金型への投入に先立って、粉状樹脂30を所定の形状に予備成形する予備成形樹脂の製造方法であって、粉状樹脂30を包被するために所定の形状に切断された短冊フィルム22をトレイ10に固定するフィルム固定工程と、トレイ10に固定された短冊フィルム22上に粉状樹脂30を供給する樹脂供給工程と、短冊フィルム22上に供給された粉状樹脂30を包被する包被工程と、この包被された状態のままで短冊フィルム22を介して粉状樹脂30を所定の形状に予備成形する。
(もっと読む)
ポリエステル系ガスバリア樹脂およびそのプロセス
【課題】ポリマー系ガスバリア樹脂を提供する。
【解決手段】樹脂に対し50:5000ppmの割合で含まれる、粒子サイズが10〜100 nmで、懸濁培地に超音波分散されるナノクレイの懸濁液をPET樹脂に供給し、プリフォーム樹脂を作製する。
(もっと読む)
溶融樹脂の搬送装置
【課題】上流工程からシート状に連続的に押し出された溶融樹脂を受け取ってチェーンコンベアへ向けて搬送するベルトコンベアと、そのベルトコンベアから搬送された溶融樹脂を下流工程へ搬送するチェーンコンベアとから構成されている場合であっても、溶融樹脂がベルトコンベアからチェーンコンベアへ乗り移るとき、溶融樹脂にシワを生じさせることがない溶融樹脂の搬送装置を提供する。
【解決手段】ベルトコンベア40のベルト41の張力は、無負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑ることないように設定されており、且つ、負荷の状態でベルトコンベア40を運転させたとき、ローラ42、43の外周面に対してベルト41が溶融樹脂Sの搬送方向へ滑り可能に設定されている。
(もっと読む)
プリフォームの製造方法および製造装置、プリフォーム、光学部材
【課題】ナノコンポジット樹脂を用いて光学特性に優れた光学部材を安価に形成することができる光学部材用のプリフォームの製造方法および製造装置ならびに該方法により製造されたプリフォーム、そして該プリフォームから成形された光学部材を提供する。
【解決手段】無機微粒子が熱可塑性樹脂に含有するナノコンポジット樹脂からなり、熱プレス成形によって光学面67a、67bが形成される光学部材67の素材とされるプリフォーム65の製造方法であって、光学面67a、67bに近似する略光学面65a、65bと、雰囲気開放面12と、を少なくとも提供する型11、13にナノコンポジット樹脂を含む溶液61を投入し、略光学面65a、65bの形状を維持して溶液61の溶媒を蒸発させ、該溶液61を固化させる。
(もっと読む)
プラスチックレンズ成形方法およびレンズプリフォーム
【課題】射出成形時の樹脂流れと保圧による非対称の光学歪みがほとんどなく、光学特性の優れたレンズを成形することができるプラスチックレンズ成形方法およびレンズプリフォームを提供する。
【解決手段】向かい合う2面で光学面45a、45bを形成するプラスチックレンズ成形方法であって、光学面45a上にゲートを配置して所望のレンズ45と重量が同じでほぼ同形状のレンズプリフォーム15を成形する射出成形工程と、レンズプリフォーム15を所望のレンズ45最終寸法に圧縮成形する圧縮成形工程と、によりプラスチックレンズ45を成形する。射出成形工程から圧縮成形工程までは、ガラス転移温度以上の温度で実施される。
(もっと読む)
樹脂材料計量方法及び樹脂材料計量装置
【課題】高精度の計量が可能な樹脂材料計量方法及び樹脂材料計量装置を提供する。
【解決手段】一端側に吐出口を有し内部空間の断面積が一定のシリンダ10と、該シリンダ10の内部空間に挿入されるピストン11とによって構成されるシリンダピストン機構を用い、シリンダ10の内部空間に流動性を有する樹脂材料を充填した後、シリンダ10の内部空間の断面積とピストン11の移動ストロークとに基づいて決定される樹脂材料の容積の関係から、予め規定した容積の樹脂材料に相当するピストン11の移動ストロークを求め、シリンダ10内の樹脂材料を、ピストン11をその移動ストローク分移動させて吐出口から吐出させ、該吐出された樹脂材料をシリンダ10内の樹脂材料から切断するようにした。
(もっと読む)
押出型堆積システムのための粘性ポンプ
ポンプシステム(10)は、第1駆動モータ(16)の動力により固体材料を送出するように構成された搬送アセンブリ(22)と、スクリューポンプ(24)であって、スクリューポンプ(10)のバレル(106)を少なくとも部分的に画定するハウジング(84)と、バレル(106)の第1端部でハウジング(84)に固定される押出端部(82)と、ハウジング(84)に固定され、バレル(106)と交差する液化装置(85,342)と、バレル(106)を少なくとも部分的に挿通する羽根車(94)とを有するスクリューポンプ(24)とを備えている。液化装置(85,342)は、搬送アセンブリ(22)から送出される固体材料を受け入れ、この受け入れた固体材料を少なくとも部分的に溶融し、少なくとも部分的に溶融された材料をバレル(106)に移動させるように構成されており、羽根車(94)は、第2駆動モータ(18)の動力により、バレル(106)に移動された少なくとも部分的に溶融された材料を押出端部(82)の方に推進するように構成されている。 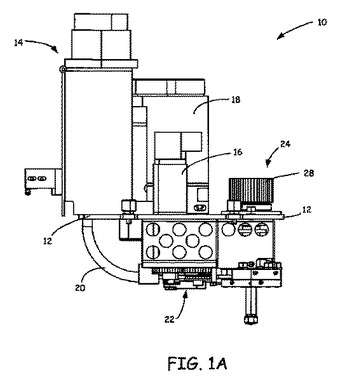 (もっと読む)
(もっと読む)
樹脂供給機構
【課題】プレ成形更には樹脂封止装置全体としてのサイクルタイムを短縮する。
【解決手段】樹脂封止用金型内に投入するために粉状又は粒状の樹脂300を予め板状に成形するプレ成形部200に対して、所定量の粉状又は粒状の樹脂300を供給する樹脂供給機構101であって、樹脂300を計量可能な計量部102と、計量部102により計量された所定量の樹脂300を一時的に保持可能な保持部110と、を備え、保持部110に所定量を超える樹脂300が保持された場合に、保持する樹脂300を破棄する破棄手段130を設ける。
(もっと読む)
プリフォームを後冷却する装置および方法
本発明は、多重の射出成形型から取り出された形状不安定のプリフォーム(10)のサイジングおよび後処理を行う装置ならびに方法に関しており、水冷式の冷却スリーブ(21)に組み込まれた、プリフォーム(10)の開いた端部側の外側のための空冷が提案される。特に特別な種類のプリフォームでは、冷却スリーブ(21)にプレフォーム内で支持されていない領域は、開いた成形型(8,9)からの取出もしくは冷却スリーブへの引渡開始から、外側で、冷却空気または冷凍された空気を用いた冷却によって前凝固される。新たな構成手段によって、特に冷却スリーブ(32)内でのサイジングまたは後冷却の領域での処理による負荷下の寸法精度および圧力箇所形成に関しても、最高品質が保証される。 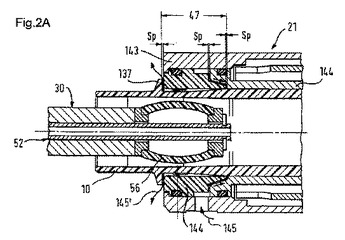 (もっと読む)
(もっと読む)
プリフォーム圧縮成形方法およびプリフォーム圧縮成形装置
【課題】大型な機械を導入したり、生産性を落としたりすることなく、しわがなく、金型への賦形性が優れたプリフォームを生成することができる。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型1内に、溶融樹脂塊6を投入する投入工程と、メス型1内にオス型2を挿入し、メス型1に投入された溶融樹脂塊6を圧縮することによってプリフォームを生成する圧縮工程とを備えている。圧縮工程の間、メス型1またはオス型2の少なくとも一方が振動している。
(もっと読む)
プリフォーム圧縮成形方法
【課題】容器などをブロー成形するためのプリフォームを圧縮成形する際、押出装置から押し出される溶融樹脂がドローダウンすることを防止するとともに、成形性に優れたプリフォームを成形するプリフォーム圧縮成形方法を提供すること。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型31内に、溶融樹脂塊61を投入する投入工程と、メス型31内にオス型32を挿入し、メス型31に投入された前記溶融樹脂塊61を圧縮することによってプリフォームを生成する圧縮工程とを備えている。溶融樹脂塊61を構成する樹脂材料は、ポリプロピレンまたはポリエチレンからなっている。
(もっと読む)
プリフォーム圧縮成形方法およびプリフォーム圧縮成形装置
【課題】大型な機械を導入したり、生産性を落としたりすることなく、しわ、とりわけカッターマークに起因するしわが防止されたプリフォームを生成すること。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型1内に、溶融樹脂塊6を投入する投入工程と、メス型1内にオス型2を挿入し、メス型1に投入された溶融樹脂塊6を圧縮することによってプリフォーム60を生成する圧縮工程とを備えている。圧縮工程の間、メス型1またはオス型2の少なくとも一方を回転させながらメス型1内にオス型2を挿入する。
(もっと読む)
プリフォーム圧縮成形装置およびプリフォーム圧縮成形方法
【課題】樹脂材料の性質に係わることなく、溶融樹脂の径が細くなったり、溶融樹脂がドローダウンしたりすることを防止し、しわのないプリフォームを成形すること。
【解決手段】本発明のプリフォーム圧縮成形装置は、溶融樹脂61’を吐出口7から上方に向けて押し出す押出装置50と、押出装置50の上方に設けられ、上方に向けて押し出された溶融樹脂61’を側方から支持するとともに、溶融樹脂61’を切断して溶融樹脂塊61を生成する切断支持部10とを備えている。押出装置50の上方には、切断支持部10によって側方から支持された溶融樹脂塊61を金型30のメス型31の上方まで搬送する樹脂供給ロータリー(搬送機構)25が設けられている。
(もっと読む)
プリフォーム圧縮成形用金型
【課題】プリフォームを圧縮成形用金型から離型する際の離型性が良好となり、プリフォームにしわ不良が生じないプリフォーム圧縮成形用金型を提供する。
【解決手段】プリフォームの圧縮成形用金型10は、プリフォーム14を圧縮成形するものである。この圧縮成形用金型10は、メス型11と、メス型11に対応して設けられ、メス型11との間で溶融樹脂塊16を圧縮成形するオス型12とを備えている。圧縮成形用金型10のメス型11の内面11aおよびオス型12の外面12aのうち少なくとも一部の表面に炭素イオンが注入されている。
(もっと読む)
清掃手段付き樹脂供給装置
【課題】生産性を向上させ、かつ、樹脂材料の損失の低減及び省人化を図ることができる清掃手段付き樹脂供給装置の提供。
【解決手段】圧縮成形装置は、押出機2、カッターホイール3、清掃装置4、金型ホイール5、出口ホイール6及び取出しコンベア7とからなっている。また、清掃手段付き樹脂供給装置1は、樹脂供給装置本体であるカッターホイール3と、保持ユニット35を清掃する清掃手段である清掃装置4とからなっている。
(もっと読む)
プリフォーム用圧縮成形方法およびプリフォーム用圧縮成形装置
【課題】溶融樹脂塊の量の長い周期でのばらつきを低減し、これによりプリフォームの外形寸法のばらつきを小さくすることができるプリフォーム用圧縮成形方法を提供する。
【解決手段】プリフォーム用圧縮成形方法は、押出機11により溶融樹脂材料を押出す工程と、押出機11により押出された溶融樹脂材料を切断機構30が切断して溶融樹脂塊12とする工程と、溶融樹脂塊12をプリフォーム成形機15の圧縮成形用金型14内に投入する工程とを備えている。次に、圧縮成形用金型14内に投入された溶融樹脂塊12は圧縮成形されてプリフォーム17として成形される。次に、測定装置19は、プリフォーム17の物理的特徴を測定し、この測定結果に基づいて押出機11からの溶融樹脂材料の押出量を調整する。
(もっと読む)
熱成形用シート材
【課題】熱成形を容易に行うことができると共に熱成形時に基材の通気性を損ない難く、しかも作業環境の汚染のおそれが少ない熱成形用シート材を提供する。
【解決手段】ポリウレタンフォーム等の合成樹脂発泡体からなる基材11の少なくとも片面に太さ10〜100μmの繊維状からなる熱可塑性合成樹脂21aを、基材11に対する付着量が5〜80g/m2となるように付着させて熱成形用シート材10とした。熱成形用シート材10を表皮材等と積層して熱プレスすることにより、繊維状からなる熱可塑性合成樹脂21aが再活性化して表皮材等と接着すると共に、熱成形用シート材10と表皮材等の賦形を行うことができる。
(もっと読む)
予備成形体を利用した燃料電池用セパレータの2段階製造方法及び燃料電池用セパレータ
【課題】高圧プレスの使用時間を短縮するため、これに好適な工程、加工条件及び素材を確立し、セパレータとしての性能条件を満足する燃料電池用セパレータの製造方法ならびに該方法を利用して製作されたセパレータを提供する。
【解決手段】本発明による燃料電池用セパレータの製造方法は、両端に結合されて単位電池を支持する燃料電池用セパレータが、セパレータの形状と類似した未完成の予備成形体を作る予備成形工程及び、予備成形体を成形してセパレータを製作する主成形工程の2段階を経て製造される。
(もっと読む)
41 - 60 / 88
[ Back to top ]