
Fターム[4F201BN11]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | コンディショニング (1,184) | 冷却 (122)
Fターム[4F201BN11]の下位に属するFターム
冷媒による冷却 (67)
Fターム[4F201BN11]に分類される特許
41 - 55 / 55
未加硫ゴム部材の搬送コンベヤー
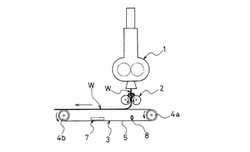
【課題】混合機で混練された直後の未加硫ゴム部材を受け取り、効率良く冷却しながら次工程へ搬送することが出来るようにした未加硫ゴム部材の搬送コンベヤーを提供する。
【解決手段】この発明に実施するベルト本体5は、熱伝導率が高いアルミ合金板により形成され、ベルト本体5の表面6には、防食性,耐食性,耐摩耗性等を目的としてアルマイト加工を施したり、また未加硫ゴム部材Wの密着防止を目的として、エンボス加工や凹凸加工、或いは梨地加工等を施してある。更にこの実施形態のベルト本体5は、特に熱伝導率の高いアルミ合金(A3000系,A5000系,A6000系の合金等) 板を使用し、具体的には厚さ0.6mm〜1.0mmのアルミ合金板により形成してある。
(もっと読む)
加熱ブロック、温度調整装置および可塑化樹脂製造方法

【課題】防爆仕様への対応が容易で、メンテナンス性が良好、かつ二軸押出機にも実質的に適用可能な加熱ブロック、さらには、押出機の温度調整に際して熱応答特性の良好な温度調整装置、および可塑化樹脂製造方法を提供する。
【解決手段】本発明の加熱ブロックは、内部にスクリュを収納し、樹脂原料を混練・可塑化する押出機のシリンダを構成する複数のシリンダブロックを加熱する加熱ブロックにおいて、外部から供給された熱媒が流れる略直線状の複数の熱媒通路5と、各熱媒通路5を連通させる集合配管6とが形成され、各シリンダブロック2の外周面に取り付け可能である。
(もっと読む)
長繊維強化熱可塑性樹脂ペレットの製造方法および長繊維強化熱可塑性樹脂ペレット
【課題】
毛羽が少なく取扱い性に優れた芯−鞘型の長繊維ペレットを得る方法および毛羽が少なく取扱い性に優れた芯−鞘型の長繊維ペレットを提供すること。
【解決手段】
強化繊維束[A]、または、該強化繊維束[A]にJIS K7199規格〔溶融温度:軟化温度(または融点)+30℃、剪断速度:103s−1〕に基づく溶融粘度が0.1〜10Pa・sの範囲である熱可塑性重合体[C]を含浸した熱可塑性重合体含浸強化繊維束[AC]に熱可塑性樹脂[B]が被覆されてなる芯−鞘型の長繊維ペレットの製造方法であって、[A]、または、[AC]に溶融した熱可塑性樹脂[B]を付与、被覆し、5〜50kJ/(kg・s)の条件で除熱した後、3〜20mmの範囲の長さに切断することを特徴とする長繊維強化熱可塑性樹脂ペレットの製造方法。
(もっと読む)
ペレット処理ユニット
【課題】【解決手段】ポリマーペレットの揮発性成分を減らすための連続プロセス。  (もっと読む)
(もっと読む)
減容スチロールのマテリアルリサイクル法
【課題】 本発明の解決しようとする課題は、減容された発泡スチロールを効率よく球状物にして処理する方法、その球状物の特徴を活かして成形品として再利用する方法を新規に提供することにある。
【解決手段】本発明は、発泡スチロールを減容液にて減容したガム状スチロールを静置または振動を付与して内部に含浸している減容液の一部を排出して減量し、該ガム状スチロールをスチロールの分解温度以下に加熱して流動性を保ちつつ傾斜管内を攪拌流動させることにより残りの減容液を取除き、続く定量押出しと造粒手段とにて球状体に形成するようにしたことを特徴とする減容スチロールのマテリアルリサイクル法とその装置および該球状物の有効な利用方法にある。
(もっと読む)
ふっ素樹脂シートの製造方法及び製造装置
【課題】 シートの蛇行を防止し、PTFEの改質を長尺に亘って製造できるふっ素樹脂シートの製造方法及び製造装置を提供する。
【解決手段】 ふっ素樹脂シート9aを加熱ゾーン1で加熱した後、照射ゾーン3で、そのシート9aに電子線等を照射して改質し、これを冷却ゾーン5で冷却して巻き取るにおいて、改質後のシート9bを温度280〜360℃の下で加圧ロール7で加圧しながら冷却して巻き取ることで、蛇行がなく、しかもしわがないシートにすることができる。
(もっと読む)
圧縮成型による物品成型用プラントの材料から切り分けられる部分の分離搬送用装置
押出し器を離れる連続細片から押出される材料の一部を分離するための方法で、少なくともひとつの切断手段に連結された回収手段が押出しノズルの前面を通過することからなり、前記回収手段および前記少なくともひとつの切断手段は様々なベクトルの方向に相互に異なりかつ、分離される材料部分に関しても異なる速度で相互に独立して移動させられる。  (もっと読む)
(もっと読む)
ガラス繊維強化ポリマー組成物
本発明は、改良された機械的性質を有する長いガラス繊維強化ポリマー組成物、および前記組成物から製造される成形物体に関する。 (もっと読む)
廃複合樹脂成形物の成形装置及びその成形方法
【課題】内部に無数の気泡や表面に気体が逃げる際の跡ができるのを回避して高品質な成形物を成形する。
【解決手段】原料脱気手段により内部の水蒸気やガス等の気体を脱気した溶融状態の廃複合樹脂原料により成形物を成形する。
(もっと読む)
ポリマーを塑性変形させる方法
本発明によれば、圧力、せん断および熱エネルギーを同時に作用させながら、ポリマーを、0.8〜100μmの範囲にある波長を有する電磁放射線で処理することを特徴とする、ポリマーを塑性変形させる方法が提供される。さらに、本発明の方法によれば、従来塑性変形できなかったポリマー、たとえばキチンおよび特にセルロースを塑性変形させることができる。 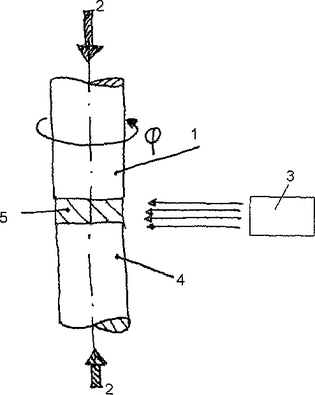 (もっと読む)
(もっと読む)
化学反応により生成される物質の吐出装置及び方法
【課題】 第1反応試薬と第2反応試薬の間の化学反応により生成される物質を吐出する装置を提供する。
【解決手段】 物質を生成するべく衝突させる第1反応試薬と第2反応試薬のジェットを噴射する射出手段306と、貯蔵チャンバ317と、閉止装置321とを有し、貯蔵チャンバは物質の一時的な貯蔵空間であり、物質を受け入れる入口と、物質を吐出する出口319とを具備する。閉止装置は物質が貯蔵チャンバの出口から出ることを防ぐ第1位置と入口からチャンバ内に受け入れ可能な第2位置との間で移動可能であり、第2位置にあるとき物質が出口を通って吐出可能である。  (もっと読む)
(もっと読む)
熱可塑性樹脂含有物の粉砕方法及び粉砕装置
【課題】 ポリ乳酸樹脂やPET樹脂等の熱可塑性樹脂含有物を細かい粒度まで良好に粉砕することができる熱可塑性樹脂含有物の粉砕方法、及び粉砕装置を提供する。
【解決手段】 主成分として熱可塑性樹脂を含む熱可塑性樹脂含有物を加温して当該樹脂のガラス転移点以上に温度上昇させる加温工程(加温部1)と、前記加温工程で温度上昇させた前記熱可塑性樹脂含有物を表面から冷却させながら衝撃力を加えて粉砕するとともに、粉砕物を分級して回収する粉砕分級工程(粉砕分級部2)とを有している。
(もっと読む)
スラッシュ成形用熱可塑性エラストマー組成物、粉末物およびこれを用いた表皮体
【課題】 溶融性があってシート成形性に優れるスラッシュ成形用熱可塑性エラストマー組成物、粉末物、および透明性が高く、物性値が高く、折り曲げ白化することなく、柔軟性に優れる表皮体を提供する。
【解決手段】 (1)ポリプロピレン樹脂100重量部に対し、(2)ビニル芳香族炭化水素化合物単量体単位を主体とする少なくとも1個の重合体ブロックAと水素添加されたブタジエン単量体単位を主体とする少なくとも1個の重合体ブロックBから構成され、重合体ブロックBの水素添加率が90%以上であり、かつビニル芳香族炭化水素化合物の水素添加ブロック共重合体中に占める割合が5重量%を超え25重量%未満であり、そして水素添加前の重合体ブロックBの1,2結合量の平均が62モル%以上である水素添加ブロック共重合体20〜500重量部を少なくとも配合したスラッシュ成形用熱可塑性エラストマー組成物にある。
(もっと読む)
微粒子製造装置、微粒子の製造方法および微粒子
【課題】均一な形状を有し、粒度分布の幅の小さい微粒子を、環境に優しい方法および微粒子製造装置により提供すること。
【解決手段】本発明の微粒子製造装置は、微粒子製造用の原料を含む分散質が分散媒中に微分散した分散液を用いて微粒子を製造する製造装置であって、前記分散液を吐出する吐出部を備えるヘッド部と、前記ヘッド部から吐出された前記分散液を搬送する搬送部とを有し、前記ヘッド部の前記吐出部側を湿潤させる湿潤手段を有することを特徴とする。前記吐出部の近傍の領域に対して、主として前記分散媒の構成材料で構成され、かつ、前記分散質を含まない液体を噴霧する前記湿潤手段が設けられている。前記液体を、前記ヘッド部から吐出される前記分散液の吐出方向に対して垂直な方向に噴霧する。
(もっと読む)
ポリビニルアセタールを含有する造粒物、その製造法及びその使用
本発明は、ポリビニルアセタール少なくとも1種を含有する造粒物の製造法に関し、この際、ポリビニルアセタールを含有する組成物を溶融状態に移行させ、かつ所望の粒径に相応して造粒させる。更に、本発明の方法で製造される造粒物及びその使用に関する。 (もっと読む)
41 - 55 / 55
[ Back to top ]