
Fターム[4F201BN11]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | コンディショニング (1,184) | 冷却 (122)
Fターム[4F201BN11]の下位に属するFターム
冷媒による冷却 (67)
Fターム[4F201BN11]に分類される特許
21 - 40 / 55
粉粒体処理装置、および粉粒体処理システム
【課題】処理ガスの供給を均一化することにより、粉粒体の処理時間を大幅に短縮することができる粉粒体処理装置を提供する。
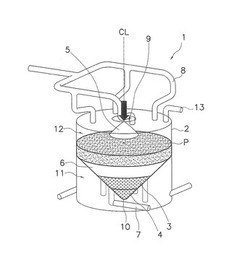
【解決手段】粉粒体処理装置1は、容器2、処理槽3と、ロート部4とを備えている。容器2は、粉粒体を内部に投入する投入口9を有する。処理槽3は、投入口9から投入される粉粒体を受ける。処理槽3は、下方に行くほど細くなる形状をしている。処理槽3は、少なくとも下部が粉粒体を処理する処理ガスの通過を許す通気性を有する材料で作製されている。しかも、処理槽3の下端には、処理槽3の内部の粉粒体を排出する排出口10が形成されている。ロート部4は、処理槽3の下端付近に配置されている。ロート部4は、粉粒体を排出口10へすべり落とす。ロート部4は、通気性を有する。
(もっと読む)
粉粒体処理装置、および粉粒体処理システム

【課題】処理ガスの供給を均一化することにより、粉粒体の処理時間を大幅に短縮することができる粉粒体処理装置を提供する。
【解決手段】粉粒体処理装置1は、容器2と、処理槽3とを備えている。容器2は、粉粒体を内部に投入する投入口9を有する。処理槽3は、投入口9から投入される粉粒体を受ける。処理槽3は、下方に行くほど細くなる形状をしている。処理槽3の少なくとも下部は、粉粒体を処理する処理ガスの通過を許す通気性を有する材料で作製されている。処理槽3の上部は、処理槽3の下部よりも通気性が小さい。
(もっと読む)
ポリマー顆粒の製造方法および装置
ポリマー顆粒製造装置(1)は、添加剤(25)と推進剤(31)を簡単でしかも柔軟な方式で混合できるようにするために、第1および第2の静的融液冷却器(9,37)を有するが、その際に前記第1融液冷却器(9)はスクリュー機(13)の上流側に配され、前記第2融液冷却器(37)は前記スクリュー機(13)の下流側に配される。準備されたポリマー融液(2)を前記第1融液冷却器(9)の内部で冷却することにより、前記添加剤(25)を損なわれることがないように非常に穏やかに前記ポリマー融液(2)中に混ぜ入れることが可能となる。 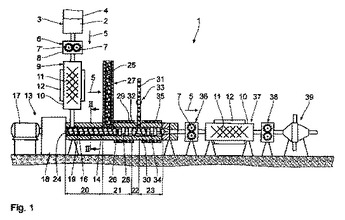 (もっと読む)
(もっと読む)
ポリプロピレン成形品、シート状ポリプロピレン成形品およびポリプロピレン熱成形品の製造方法
【課題】高剛性および高透明性なアイソタクティシティの高いポリプロピレン成形品およびその製造方法を提供する。
【解決手段】アイソタクティックペンタッド分率が95%モル以上の立体規則性を有するポリプロピレン溶融物を流動させる。ポリプロピレン溶融物を、−200℃以上50℃以下に冷却し、かつ0.1秒以上100秒以下で維持し、100nm以下の中間相もしくは単斜晶のドメインおよび非晶相を主要組成とする急冷ポリプロピレン高次構造体を得る。急冷ポリプロピレン高次構造体を、吸熱性転移を示す温度域かつポリプロピレンの融解温度以下の温度に昇温して熱処理する。
(もっと読む)
波長特定熱照射および処理用の方法およびシステム
広い範囲の加工目的のために、選択された狭帯域熱赤外線(IR)放射またはエネルギを物品内に直接注入するためのシステムが提供される。熱移送の所望の効率を創出するためにターゲット体の特定の吸収帯域特性にしたがって、照射波長が選択される。本発明の用途は、一連の異なる工業、医療、民生、または、商業環境において、加熱、物品の温度を上げるか維持すること、または、ターゲット項目を刺激することを含んでもよい。システムは、特に選択された中赤外域波長を照射するか、またはパルスするか、または放射線を注入する能力を必要とするか、またはそれから利益を得る操作に、特に適用可能である。システムは、より高いスピードでかつターゲットとの非接触環境で機能するときに、特に有利である。 (もっと読む)
ペレットを製造および処理するための方法と装置
【課題】プラスチック材料からなるペレットを製造および処理するのに方法と装置を提供して、結晶化の障害が生じたときさえ、ペレットを安全に、そして確かに製造するのを可能にする。
【解決手段】本発明はプラスチック・ペレットを製造および処理するための方法と装置に関する。前期の方法によると、溶融プラスチック材料は、ペレットにするために粒状にされる。そして、ペレットは冷却液で冷やされる、そして、ペレットは冷却液と分離される。そして、ペレットは結晶化される。本発明に従った装置が、結晶ステップをモニターする制御装置を包むことによって特徴付けられる。ペレットは冷却液から分離された後に中間格納庫に供給される。結晶の障害を取り除くとすぐに中間格納庫に一時収納したペレットが結晶化装置に供給されて、結晶化される。
(もっと読む)
被成形品をモールド成形後冷却する方法及び装置
従来の吹込みモールド成形装置において、被成形品の冷却に関連する問題点は、局所的なひけマーク及び楕円化である。開示される方法、モールド成形機、及びコンピュータ可読製品は、被成形品(2)のモールド成形後冷却のためのもので、モールド成形後冷却中に、冷却速度をバランスさせる段階を備え、被成形品(2)がモールド成形後冷却から取り出される時刻と実質的に一致する時刻において、被成形品(2)を目標出口温度に達せしめる。  (もっと読む)
(もっと読む)
水中造粒方法のための融液冷却器及び弁システム
水中造粒器(6)用の融液冷却器(30)と弁システムは、複数のモードの融液処理を促進する切換弁(40)を有する。冷却器は、融液を冷却器に搬送する冷却器入口ライン(32)と、冷却器からの冷却融液を搬送する冷却器出口ラインとを有する。切換弁は、冷却モードの動作中に冷却器へ融液を搬送しまた冷却器から融液を搬送し、バイパスモードの動作中に冷却器の回りに融液を搬送し、ドレンモードの動作中に冷却器から及び切換弁から融液を排出するように再構成される。切換弁はコンパクトであり、そのため最小の生産在庫を含む。弁は、バイパスモードで直進し、処理ラインを迅速容易に洗浄する排出可能性を有し、製品の損失無く、早く切り換えることができる。 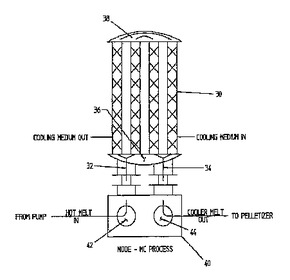 (もっと読む)
(もっと読む)
シャッター機構及び樹脂乾燥機
【課題】シャッター機構に関し、磨耗や経時変化を防止し、気密性保持の低下を防止する。シャッター機構の磨耗や経時変化を防止し、乾燥機能の低下を防止した樹脂乾燥機を提供する。また、構成の簡略化により、保守を容易化する。
【解決手段】第1の開口部(22)を備えるフレーム(シャッターフレーム4)に対して移動板(スライダ6)を摺動可能に設置し、移動板には第1の開口部に対応する第2及び第3の開口部(32、34)を備え、この第2の開口部に前記第1の開口部を閉止する閉止板(36)を移動可能に備え、第1の開口部に前記第2の開口部を対応させた際に、前記閉止板によって前記第1の開口部を閉じ、第1の開口部に第3の開口部を対応させた際に、前記第1の開口部を開く構成としたものである。
(もっと読む)
改良されたポリプロピレン樹脂組成物及びその成形体
【課題】透明性や機械特性等の物性が改善されたポリプロピレン樹脂組成物及びその成形体、並びに樹脂組成物の吸熱ピークを増加させる方法を提供する。
【解決手段】ポリプロピレン樹脂100重量部に対して 一般式(1)R1−(CONHR2)n (1) [式中、nは、3又は4の整数を表す。]で表される少なくとも一種のアミド化合物をポリプロピレン樹脂組成物又は該樹脂成形体に0.001〜3重量部含有させ、溶融樹脂を特定の温度で固化及びアニーリング工程を行うことで、透明性や機械特性が改善されたポリプロピレン樹脂組成物又は該樹脂成形体が得られる。
(もっと読む)
ワックス及びワックス状の材料を造粒する装置及び方法
鋭敏融点を有するワックス、ワックス状材料、及び他の材料は、ワックスを熱溶融材料に形成する容器を有する。熱交換器は溶融ワックスをその溶融温度の直上の温度に冷却する。冷却された液体ワックスは押出機に供給され、押出機はさらに温度を低下し、液体ワックスを完全に混合した押出し可能な固体ワックスに混合する。固体ワックスはダイプレートのオリフィスを通って切断チャンバに押し出され、ダイプレートのダイ面と協働する回転カッタは、押し出された固体ワックスストランドをペレットに切断する。ダイプレート、切断チャンバ及び回転カッタは、水中造粒機と同じ構造を有することができるが、水又は液体無しでドライフェース造粒機として作動する。このように形成されたワックスペレットは、切断チャンバからその底の開口を通って重力で落下する。 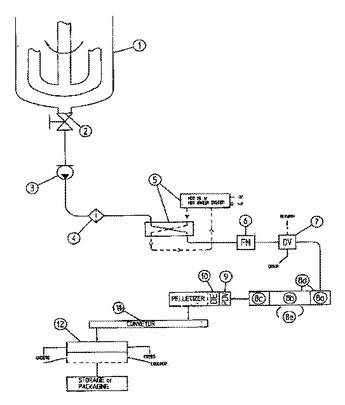 (もっと読む)
(もっと読む)
シートの加工装置及び加工方法
【課題】
シート幅方向に不連続なエア噴出口から出てくるエアによって、シートを加熱、冷却、乾燥させる加工装置において、シート幅方向の熱伝達むらを効果的に低減させることで、シート幅方向の特性が均一なシートを得る加工装置、および加工方法を提供すること。
【解決手段】
一定方向に搬送されるシートを、シート幅方向に不連続なエア噴出口から出てくるエアによって加熱または冷却、乾燥させる装置において、シート幅方向の熱伝達むらが低減するように、各ノズルのエア噴出口の位置をシート幅方向にずらす。
(もっと読む)
木質様成形品の製造設備及び木質様成形品の製造方法
【課題】林地残材や建設建築廃材等の木質系原料と樹脂とを備える木質様成形品を製造する木質様成形品の製造設備において、低コスト化を図るとともに設置面積を小さくする。
【解決手段】林地残材や建設廃材等の木質系原料と樹脂とを備える木質様成形品を製造する木質様成形品の製造設備であって、前記木質系原料を乾燥させる乾燥手段2と、乾燥させた前記木質系原料を粗粉砕して木質系粗粉粒を得る第1粉砕手段3と、前記木質系粗粉粒の一部を微粉砕してなる木質系微粉粒と前記樹脂とを混合し溶融して木質様成形品を成形する成形プラント5と、この成形プラント5に電力を供給する発電プラント6と、を備え、前記発電プラント6は、前記木質系粗粉粒の残部を利用して電力を発生させる。
(もっと読む)
中空成形品の製造方法
【課題】 ダイレクトブロー成形法による延伸ブローボトルの製造にあたり、省エネルギー化を図りつつ、インジェクションブロー成形と同程度の口部寸法精度、バリア性、耐衝撃性を得る。
【解決手段】 押出ヘッド51から押し出されたパリソン2をプリフォーム型6に入れて有底円筒状のプリフォーム3の一次成形を行った後、リップ型61は口部32を保持した型閉め状態を持続させつつ、胴型62だけを型開きして胴部35を空中に露出した状態に保持する。これにより、口部は接触による熱交換冷却を十分に持続させて高い寸法精度を確保しつつ、胴部は延伸ブローに必要な保有熱に維持しかつ空中保持期間に内部と外表面との均温化が図られる。押出ヘッドからの押出時にパリソンの外表面を冷却することにより、プリフォーム表面の透明性を高める。
(もっと読む)
プラスチック成形部分を製造するための方法、及びそれによって製造された成形部分
本発明は、製造のために用いられる原材料の粘度指数を高めることによって、プラスチック成形部分を製造するための方法、及びこの方法に従って製造された成形部分に関する。射出成形で製造された、使用時にダイナミックな負荷を受ける成形部分の負荷可能性及び安定性を高めるために、使用された粒質物を、射出成形プロセスにおける形状付与処理の前に、10〜30時間だけ90℃〜150℃の温度において焼きなましすることが提案されている。これによって有利な形式で、高い費用を必要とすることなしに、成形部分の製造業者において使用可能な方法が、高価な材料を用いることなしに、高負荷可能な成形部分を製造することができる。この場合、本発明の方法に従って、180ml/gと190ml/gとの間の初期の溶解粘性を有する、粒質物より製造された成形部分、例えばウォーム歯車が、180ml/gと200ml/gとの間の溶解粘性を有する。 (もっと読む)
ブロー成形による中空成形品の製造方法及びこの製造方法における予備温調に用いる予備温調金型
【課題】 周壁肉厚が均一な扁平形状のボトルや、周壁肉厚を要求に応じて変更調整した中空成形品をブロー成形により製造し得る製造方法を提供する。
【解決手段】 本ブローの前にプリフォーム1を所定の予備温調金型201に入れて偏温化温調した予備成形体2に成形する。短径側壁部分206を所定の薄肉厚にして接触熱交換による冷却能を低く、長径側壁部分207を厚肉にして冷却能を高くする。予備ブローにより延伸した短径側周壁22の外表面に熱交換冷却されて薄皮固化層が形成され、残りの肉部分が低粘度の高温溶融状態に維持される。長径側周壁21は延伸により薄肉化して高粘度の低温溶融状態になる。本ブローすると、短径側周壁がキャビティ面に接触した後、長径側の延伸に伴い短径側の肉部分が長径側に流動して最終成形体の肉厚が均一化する。
(もっと読む)
芳香族ポリカーボネート系樹脂発泡体の製造方法及び芳香族ポリカーボネート系樹脂発泡体
【課題】
本発明は、高温下で使用しても寸法が狂うことがない芳香族ポリカーボネート系樹脂発泡体の製造方法、及びその芳香族ポリカーボネート系樹脂発泡体を提供することを目的とする。
【解決手段】
本発明の芳香族ポリカーボネート系樹脂発泡体の製造方法においては、芳香族ポリカーボネート系樹脂からなる押出発泡体を、該芳香族ポリカーボネート系樹脂の[ガラス転移温度(Tg:℃)−40℃]以上ガラス転移温度(Tg:℃)以下の温度で加熱してから、[ガラス転移温度(Tg:℃)−100℃]以下に冷却する熱処理工程により芳香族ポリカーボネート系樹脂押出発泡体を製造する方法であり、該熱処理工程において、得られる該発泡体を[ガラス転移温度(Tg:℃)−40℃]で30時間の加熱試験後の寸法変化率が0.15%以下となるように熱処理することを特徴とする。
(もっと読む)
膨張可能なプラスチック粒状物を連続的に製造する方法
【課題】指摘した方法に対する改良を提供すること。さらに、より広く適用できる、より融通性のある代替物を見出すこと。
【解決手段】プラスチック溶解物Fが、膨張剤Bを使用して含浸され、含浸された溶解物が粒状化される方法を使用して、膨張可能なプラスチックの粒状物Gを連続的に製造することができ、この方法は、溶解物用の少なくとも1つの圧力生成供給装置10、特に容量測定ポンプ供給装置、膨張剤用の計量装置9、溶解物を含浸する接触・均質化装置2、含浸された溶解物用の少なくとも1つの冷却器3、水中造粒機6、設備制御部1を含む設備を用いて実施される。
(もっと読む)
フィルムの製造方法及びフィルム
【課題】皺などの発生を防止して、品質を向上させることができ、かつ、生産性を向上させることができるフィルムの製造方法及びフィルムを提供する。
【解決手段】ベースフィルムを巻芯に巻取り、ロール状態のまま熱処理する。熱処理後、ロール状態のベースフィルムを40℃以上に保って次の工程、たとえばスリット工程の送り出しを行う。これにより、ベースフィルムに発生する皺等の変形を防止できる。
(もっと読む)
発泡性スチレンポリマー顆粒の製造方法
本発明の方法は、溶融ポリマーと発泡剤流を混合帯域に供給すること、前記の発泡剤をポリマーメルト中に急速分割混合により第一のスタティックミキサー中で分散すること、そのように得られた混合物を第二のスタティックミキサー中で保持及び集中的に分割混合すること、混合中に第三のスタティックミキサー中で中間温度まで混合物を冷却すること、前記の混合物を造粒の温度まで冷却すること、ポリマー糸の押出し、二次急冷、かつそれらを造粒することにある。工程中、ポリマーメルト流Gpと発泡剤流GEAの質量比は13.0〜19.0にわたり、急速分割混合のための第一のスタティックミキサー中の温度は式(I)に従い、第二及び第三のスタティックミキサーは式(II)及び(III)に従い、それぞれが計算され、式中GEAmaxは最大の可能な発泡剤流量を示し、GEAcurrentはメルトフローインデックスと(0.8〜12.0)×10-5の範囲内の質量平均分子量(Mw)との比率で使用される発泡剤流量を示す。本発明の方法は、広範囲の分子量を有する発泡性顆粒の形状におけるポリスチレン及び耐衝撃ポリスチレンを製造することが可能である。  (もっと読む)
(もっと読む)
21 - 40 / 55
[ Back to top ]