
Fターム[4F202AD15]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 棒状体、線状体(←電線芯材) (191)
Fターム[4F202AD15]に分類される特許
181 - 191 / 191
高負荷伝動ベルトおよびその製造方法

【課題】ブロックの走行方向の揺動を抑えて、ベルトの振動、騒音、発熱を防止した高負荷伝動ベルトおよびその製造方法を提供する。
【解決手段】センターベルト3をセンターベルト保持部32にセットした状態で金型30、31内のキャビティに樹脂材料を送り込んでブロック2を成形すると同時にセンターベルト3にブロック2を取り付け、更に隣り合うブロック2とブロック2との間に規制部材6を成形配置することでブロックの動きを規制し揺動を抑制する。
(もっと読む)
半導体素子の樹脂封止成形方法

【課題】半導体素子2にクラックやチッピンク等を発生させることなく、且つ、露出させようとする半導体素子2の一部6に樹脂漏れによる樹脂ばりを発生させることなく、さらには、装着された半導体素子2の厚み方向によるばらつきを十分に考慮し、且つ、成形された樹脂封止済基板における樹脂成形体10部分と金型14の型面とを効率良く離型することのできる半導体素子2の樹脂封止成形方法を提供することを目的とする。
【解決手段】本発明は、半導体素子2の一部6、又は、半導体素子2に換えて透明性材料8の一部6を露出する場合において、弾性作用を兼ね備えた粘着フィルム3、樹脂ばり防止用の突起7、所要複数層の軟質・硬質部材27・28で形成された離型フィルム17、弾性作用を兼ね備えた弾性部材22を、それぞれ取捨選択して組み合わせて樹脂封止成形することを特徴とするものである。
(もっと読む)
導光体の射出成形型および製造装置
【課題】 光シートバスへの光ファイバの接続を効率よく行う。
【解決手段】
光シートバス10の形状を形取ったキャビティCと、このキャビティCに通じる挿入穴51A,51B,52A,52Bとを有して形成された射出成形型である。挿入穴51A,51B,52A,52Bのうち少なくともキャビティCに開口する所定長さ部分である挿入穴51B,52Bの断面形状は、光ファイバ20の断面形状と相似形であり、かつ光ファイバ20との隙間が30μm以下になるように形成されている。
(もっと読む)
導光体の射出成形型および製造装置
【課題】 光シートバスへの光ファイバの接続を効率よく行う。
【解決手段】
光シートバス10の形状を形取ったキャビティCと、このキャビティCに通じる挿入穴51A,51B,52A,52Bとを有し、この挿入穴51A,51B,52A,52Bが固定型31の溝51と可動型32の溝52とにより形成された射出成形型である。挿入穴51A,51B,52A,52Bのうち光ファイバ20を挟持する部分である挿入穴51A,52Aの断面形状は、内接する最大円の直径が光ファイバ20の直径よりも小さく、かつ挿入穴51A,52Aの断面積が光ファイバ20の断面積よりも大きく形成されている。
(もっと読む)
導光体の製造方法および装置
【課題】 光シートバスへの光ファイバの接続を効率よく行う。
【解決手段】
光シートバス10の形状を形取ったキャビティCと、このキャビティCに通じる挿入穴51A,51B,52A,52Bとを有して形成された射出成形型30を用い、光ファイバ20が接続された光シートバス10を製造するに際し、光ファイバ20を光ファイバ供給装置40により一定長さだけ51A,51B,52A,52Bに挿入する段階と、キャビティCに溶融樹脂を射出して光シートバス10を成形する段階とを行う。
(もっと読む)
インサート成形方法、インサート成形装置及び近接センサ
【課題】 成形不良を抑制しつつ部分的に薄肉に樹脂成形することが可能なインサート成形方法、インサート成形装置及び近接センサを提供する。
【解決手段】 成形金型31a,31bのキャビティ32に対しインサート部品の薄肉にすべき検出コイル11の前面側から溶融樹脂Jの注入を開始する(第1工程)。次いで、圧縮部材40を、キャビティ32内においてインサート品の検出コイル11の前面に向けて進出させ、当該検出コイル11の前面手前まで移動させて樹脂成形を施す(第2工程)。
(もっと読む)
ファンケーシング用軸受支えおよびその製造方法
【課題】軸受を完全に整列させて、軸受間の隙間および各軸受と座との間の隙間が生じる問題を解決する軸受支えとその製造方法の提供。
【解決手段】 同軸上に配置されて少なくとも1つのスペーサ部材5,6により軸方向に互いに離隔された少なくとも一対の軸受3,4を含む軸受組立体2を備え、前記軸受支え1は、軸受組立体の外面上に射出成形されたシース7を備え、前記シースは、前記軸受が動作中に振動することを防ぐために前記軸受を整列状態で収容して、固定するのに適合した、特にファンケーシングに用いられる軸受支え。
(もっと読む)
ガラスラン、その製造方法及びガラスラン成形用金型装置
【課題】作業性の飛躍的な向上を図ることのできるガラスラン、その製造方法及びガラスラン成形用金型装置を提供する。
【解決手段】車両ドアのサッシュにガラスラン1が取付けられる。ガラスラン1は押出成形部2等と型成形部5等から構成される。各成形部2等は、基底部10及び側壁部11,12からなる本体部13と、ドアガラスとの間をシールするシールリップ14,15と、基底部10において車内外方向に伸縮可能な伸縮部16等とを備えている。そして、型成形部5の成形に際し、コア本体と、シールリップ14,15の内周面を画定する側から突出する第1保持部と、基底部10の内周面を画定する側から突出する第2保持部とからなるコア金型を用いることにより、型成形部5のコーナー部C1を含む所定区間において、伸縮部16等に代えて、基底部10を貫通する開口部40が形成されたガラスラン1が成形される。
(もっと読む)
PCM金型およびそれを有するバッテリー
本発明は、保護回路モジュール(PCM)インサート射出成形物およびそれを有するバッテリーを提供する。PCMインサート射出成形物は、保護回路が上に形成されているプレートおよび接続端子および所望によりリード線を包含するPCMを、保護回路プレート、接続端子およびリード線を電気的に接続した状態で、金型の内側空間中に挿入し、PCMがリード線を包含する場合には、リード線が部分的に外側に露出するように、あるいはPCMがリード線を包含しない場合には、接続端子が部分的に外側に露出するように、溶融樹脂を金型の内側空間中に射出することにより製造される。PCMは、保護回路およびバッテリーセルが接続されない、即ちバッテリーに電力が印加されない条件下でインサート射出成形することにより製造されるので、PCMは一般的な樹脂を使用して成形することができ、電気的に安定しており、短絡を防止するための被覆工程を必要とせず、電気的に損傷をほとんど受けない。 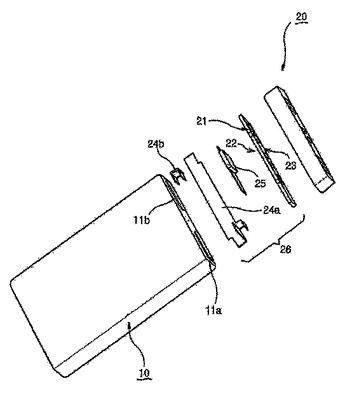 (もっと読む)
(もっと読む)
歯ブラシの製造方法
横方向に隣接した区画(12、13、14)を含んでなる歯ブラシヘッドの製造方法であって、該方法は、第1に、射出成形法で横方向に相互に比較的離れた区画(12、13、14)を有するヘッドを製造する段階、続いて第2に、そのように形成したヘッドの区画(12、13、14)を横方向(W−W)に相互に比較的近くに動かす段階を含んでなる。前記方法を実施するための装置も開示される。 (もっと読む)
光ファイバ一体型フェルールの製造方法及び装置
【課題】 中子ピン使用や接着剤使用による問題や、接着剤に起因する使用中の熱サイクルにより光ファイバが剥離するといった問題もなく、光ファイバの装着位置精度が高く、かつ強固に結合した安価な光ファイバ一体型フェルールを連続的に製造できる方法及び装置を提供する。
【解決手段】 製品外形を規制する少なくとも1つのキャビティ2を有する金型1の各キャビティ内に挿通した状態に長尺な光ファイバ4を張設し、上記キャビティ内に流動性材料を射出充填する工程と上記光ファイバを間欠的に移動させる工程を順次繰り返し、上記光ファイバに多数の射出成形品Bが所定間隔で固着した一連の中間品を製造し、次いで中間品の光ファイバを所定の長さに切断し、上記射出成形品に仕上げ加工を施す。
(もっと読む)
181 - 191 / 191
[ Back to top ]