
Fターム[4F202AD15]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 棒状体、線状体(←電線芯材) (191)
Fターム[4F202AD15]に分類される特許
21 - 40 / 191
低周波用アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法
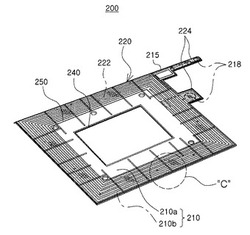
【課題】本発明は、低周波用アンテナパターンフレームが埋め込まれる電子装置ケース、その製造金型及び製造方法に関する。
【解決手段】本発明の一実施例による低周波用アンテナパターンが埋め込まれる電子装置ケースは、低周波アンテナパターン部を含む放射部が一面上に形成されるように、磁性体成分を含むポリマー複合材で射出成形される放射体フレームと、上記放射体フレームの上部に射出成形され、上記放射部が上記放射体フレームとの間に埋め込まれるようにするケースフレームと、上記放射体フレームと上記ケースフレームとの境界をなし、上記ケースフレームの内側に凹溝に形成される境界部と、を含むことができる。
(もっと読む)
発泡成形部材及びその製造方法

【課題】発泡成形部材を金型から脱型し易く、且つ発泡成形体の発泡成形時に補強材の凸部が変形することを防止することができる発泡成形部材及びその製造方法を提供する。
【解決手段】発泡成形体は、第1の部分3と、該第1の部分3から延出した第2の部分4,5とを有している。発泡成形体は、発泡合成樹脂が第1の部分3から第2の部分4,5に向かって膨張することにより成形されたものである。第2の部分5は、その延出方向の途中部が先端側よりも厚さが大きなものとなっている。第2の部分5に補強材10が配設されている。第2の部分5の途中部において、補強材10に、該第2の部分5の内部側へ膨出した膨出部13が設けられている。膨出部13の第2の部分5と反対側に、発泡成形体2の成形時に該膨出部13の変形を防止するための変形防止部材15が設けられている。
(もっと読む)
ゴム付円環部材の製造装置
【課題】バリの発生を確実に防止し、かつ均一性を向上することができるゴム付円環部材の製造装置を提供する。
【解決手段】金型1内に形成された環状のキャビティ10に、加熱した未加硫ゴム19を射出注入してゴム付き円環部材を成形する製造装置であって、キャビティ10のゲート17とランナー12、13との間に、ランナー12、13を開閉可能であって先端部がゲート17と同じ大きさである遮断体3を配置し、その遮断体3がランナー12、13を閉止した状態にあるときは、遮断体3の先端部16がゲート17内に位置し、かつ先端部16がキャビティの10内面と面一になるように構成する。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】シール性や外観品質を向上させるように押出成形部を型成形部で接続したウエザストリップ及びその製造に際して型成形部の形成範囲内でコア金型を抜き取ることができる製造方法を提供する。
【解決手段】ウエザストリップ5は、押出成形された押出成形部6と、これの両端部を直線状に接続する型成形部7とからなり、スライディングルーフの周縁に沿って取付けられるトリム部11と、トリム部11から突出する中空シール部15とを備える。型成形部7は、その接続幅W1が2.0mmに設定され、その中空シール部15において、その内周面15cを成形するコア金型を成形後に抜き取るためのコア抜き孔44が形成されている。コア抜き孔44は、中空シール部15の内周面15cの周方向に沿った長さが、当該内周面15cの周長の30%となるように形成されている。
(もっと読む)
コネクター端子のインサート成形法
【課題】 極小のコネクタ端子をインサート成形で作製することを可能とするインサート成形法を得る。
【解決手段】 間隔をあけて整列させた複数の端子の一端が連結片で連結された第1端子板と、この第1端子板の整列された複数の端子間に嵌合する幅を有する複数の端子の一端が連結片で連結された第2端子板との連結片同士を重ね合わせ、第1端子板又は第2端子板の複数の端子の連結片側を曲折して曲折された箇所より先端部分の第1端子板及び第2端子板の複数の端子が面一となる領域を形成する端子板形成工程と、複数の端子が面一となる領域が金型のキャビティを構成する壁面の一部となるように第1端子板及び第2端子板の各々の端子の先端部分を金型内部に装着する装着工程と、溶融樹脂を金型のキャビティ内に射出して成形する成形工程と、成形工程で得られた成形体を金型から取外した後に、面一となる領域内で第1端子板及び第2端子板の個々の端子を隣接する端子同士が接触しないように切り離してコネクタ端子を得る切り離し工程とを備える。
(もっと読む)
エレクトロフュージョン継手製造用コアの支持構造
【課題】スライドテーブルに設置したコアに傾きが生じることを確実に防止できるエレクトロフュージョン継手製造用コアの支持構造を提供する。
【解決手段】前後方向T1に所定の間隔をあけてスライドテーブル4に設けられて各フランジ部11、12を支持する第1支持部材20と第2支持部材21を備えるとともに、スライドテーブル4に設けられてコア10の他端部10b側のコア保持部19を支持する第3支持部材24と、コア10を金型内のセット位置に搬送した状態でコア10の一端部側のコア保持部18を支持する第4支持部材23とを備えて、コア10を少なくとも4点で支持するように構成する。
(もっと読む)
エレクトロフュージョン継手製造用の金型
【課題】金型設置作業に伴い、ターミナルピンと電熱線の接続部に断線などの破損が生じることを防止できるとともに、作業効率を向上させることが可能なエレクトロフュージョン継手製造用の金型を提供する。
【解決手段】棒状の内型16と筒状の外型17とを備えて金型Bを構成する。また、ピン挿入孔16cを備えるとともに他端16b側に係合部18を備えて内型16を形成し、射出空間形成部19よりも他端17b側に位置する内孔部分に係合受部20を備えて外型17を形成する。そして、ピン挿入孔16cにターミナルピン3を挿入して内型16を設置し、係合部18と係合受部20を係合させて外型17を設置した状態で、ターミナルピン3と内型16と外型17の互いの軸線O1、O2、O5が同軸上に配され、且つ内型16の外周面と外型17の内周面との間に射出空間Hが形成されるように構成する。
(もっと読む)
インサート成形方法及びインサート成形品
【課題】モールド成形時におけるバスバーの変形を抑制することができるインサート成形方法を提供する。
【解決手段】複数のインサート部材の長さ方向の両端にそれぞれ臨んだ内壁面に、複数のインサート部材の離間間隔を設定間隔以上に維持する隙間維持用の突起7をそれぞれ形成すると共に、複数のインサート部材の幅方向の側部に臨んだ内壁面に、樹脂を充填するためのゲート8を形成し、成形金型5内に複数のインサート部材を、突起7を挟んで離間間隔が自在に変化するように且つ離間間隔が設定間隔より広くなるように中空保持し、中空保持した複数のインサート部材間の隙間にゲート8から樹脂を充填し、成形金型5の内周縁部に樹脂を回り込ませ、回り込ませた樹脂の樹脂圧力で複数のインサート部材の両端を突起7に押し付けてインサート成形品1を成形する方法である。
(もっと読む)
インサート位置調整機構を内蔵した金型
【課題】金型内部に、インサート位置調整機構を内蔵させ、専用金型の設計や、金型変更等を行うことなく、種々のインサートや姿勢変更に、簡単な段取りで変更できる金型を提供する。
【解決手段】金型内部に、インサート保持部、及びこのインサート保持部の金型における樹脂成型部に対する前後位置、上下位置及び旋回角度位置を、任意に設定できるインサート位置調整機構を内蔵し、インサートの変更や姿勢変更の際に、このインサート位置調整機構を作動させ、インサートの前後位置、上下位置及び旋回角度を簡単な段取りで変更できるようにする。
(もっと読む)
プラスチック製品の製造方法及び製造装置
【課題】設備費用を抑えながら、幅広い製品形状に対応できるプラスチック製品の製造方法を提供する。
【解決手段】口型ホルダ28を装着した状態のインジェクション型12の内部に溶融した熱可塑性樹脂を射出することにより、口型ホルダ28と一体となるような状態でパリソン30成形し、次に、このパリソン30が硬化する前に、パリソン30と口型ホルダ28をインジェクション型12から離脱させ、このうちの口型ホルダ28を保持することによってパリソン30をインジェクション型12からブロー型52まで移送し、さらに、ブロー型52の入口部に口型ホルダ28を固定することによってパリソン30をブロー型52の内部に挿入状態で保持するとともに、パリソン30を密閉した状態で、パリソン30の内部にブローエアAを導入することにより、成形空間58に応じた形状の製品100を成形する。
(もっと読む)
スロットルボディの製造方法
【課題】ゲート跡突起を折り取ってもスロットルボディの欠損を避けられるスロットルボディの製造方法を提供する。
【解決手段】スロットルボディ2は、内部空間が吸気通路となる円筒形のボア壁部3を有し、射出成形される。ボア壁部3は、傾斜面となっている段部3cを介して小径部3aと大径部3bとが連続して形成されている。段部3cに台座15を突出形成したうえで、射出ゲート45を台座15へ連通する。台座15及び射出ゲート45は、角部を有する釣鐘形状である。台座15は、小径部3aから大径部3bに向けて延在しており、台座15の内周面15bは小径部3aと面一となっている。台座15の側面15aは、射出ゲート45側からボア壁部3に向けて拡がる斜面となっている。溶融樹脂の硬化後、ゲート跡突起25は折り取られる。
(もっと読む)
表示体およびその製造方法
【課題】小面積の表示部でも明るく照光させることができると共に、外表面での光反射を抑制して意匠性を高めた表示体を提供する。
【解決手段】表示体としての操作ノブ1は、導光体3の先部3aが樹脂ベース2を貫通して両者2,3が一体化されていると共に、樹脂ベース2の外面に被着されたインサートフィルム4の一部が導光体3の先端面を覆っており、フィルム4の第1および第2の表示部4a,4bが光源5,6の光で照光可能である。操作ノブ1を製造する際には、導光体3を装着した雄型7とインサートフィルム4を装着した雌型8とを型締めし、キャビティC内へ溶融樹脂10を射出充填することにより樹脂ベース2を成形する。その際、インサートフィルム4の外表面には、第1の表示部4aと対応する領域A1に導光体3を介して型締め力が付与されたことによるシボ加工が施され、かつ残余の領域A2,A3に溶融樹脂10の射出圧によるシボ加工が施される。
(もっと読む)
バスバーモジュールの製造方法及びバスバーモジュール
【課題】バスバーを一括モールド成形することで生産性を向上でき、その成形時にバスバー同士の間隔を維持して電気絶縁性の低下を防止することができるバスバーモジュールの製造方法を提供する。
【解決手段】複数のバスバー2a,2bを所定間隔で離間させた状態で絶縁性樹脂3により一括モールド成形して、樹脂モールド体4を成形すると共に樹脂モールド体4から各バスバー2a,2bの接続端子5が露出するように形成するバスバーモジュール1の製造方法において、樹脂モールド体4を成形するための金型10内に、各バスバー2a,2bを接続端子5を除いて所定間隔で離間させて中空保持すると共に、各バスバー2a,2bを中空保持した金型10に、成形中にバスバー2a,2b同士の間隔を維持する接近防止手段18を設ける方法である。
(もっと読む)
インサート成形方法、シール構造体用の前駆体およびシール構造体
【課題】携帯電話、ゲーム機、ノート型パソコンなどの電子機器に組み込まれるシール構造体の製造に適用されるインサート成形方法において、その所要時間を短縮する。
【解決手段】金型に中子9をインサートする。金型のキャビティ内に樹脂を注入して固化させることにより、中子9の周囲にチューブ2を成形するとともに、中子9に離型用ボス13を成形する。離型用ボス13を把持しつつ中子9を金型から離型する。これにより、金型から中子9を離型するのが容易かつ迅速になるため、インサート成形方法の所要時間を短縮することができる。
(もっと読む)
タイヤ加硫装置及びタイヤ加硫方法
【課題】モールドにベントホールが形成される場合において、コスト高を抑制しつつ、生タイヤとモールドとの間にエアーが残留することによるベアー不良をより確実に低減できるタイヤ加硫装置及びタイヤ加硫方法を提供する。
【解決手段】本発明に係るタイヤ加硫装置1は、スチール部材を有する未加硫の生タイヤTRを形成するとともに、生タイヤTRと接する面から外部までを連通するベントホール60〜63が形成された複数のモールド(セクターモールド30、上側サイドモールド33及び下側サイドモールド31)を備える。少なくとも何れかのモールドには、スチール部材を引きつける磁力を発生させる電磁石50〜52が設けられる。
(もっと読む)
タイヤ製造方法及びタイヤ製造用金型
【課題】簡単な製造工程でタイヤ骨格部材を製造できるタイヤ製造方法と、このタイヤ製造方法に適用可能なタイヤ製造用金型を得る。
【解決手段】タイヤ骨格部材を製造するためのタイヤ製造用金型52はタイヤ製造用金型部材54A、54Bで構成され、タイヤ製造用金型部材54A、54Bの間にキャビティ60A、60Bが構成される。一方のタイヤ製造用金型部材54Aは固定支持部材62Aにより固定されているが、他方のタイヤ製造用金型部材54Bは、タイヤ製造用金型部材54Aに対して平行状態を維持しつつ、スライド可能となるように、スライド支持部材62Bに支持されており、分割体をタイヤ製造用金型部材54A、54Bから取り出すことなく接合できる。
(もっと読む)
合成樹脂複合成型品の製造方法
【課題】補強材としてインサートする金属棒の両端部がともに樹脂内部に配置されるような状態でインサート成形を行う場合であっても、成型品の軸心と金属棒の軸心とを正確に一致させることができる合成樹脂複合成型品の製造方法を提供する。
【解決手段】金属棒2を、その両端部2a,2bがともに樹脂内部に配置されるようにインサートしてなる合成樹脂複合成型品を製造する方法であって、金属棒2の外周面の形状に対応した湾曲凹状部3a〜8a、及び、金属棒2の端面に当接して軸線方向への移動を規制するストッパ3b,4b,7b,8bがそれぞれ形成された少なくとも二対のサポートピン3〜8により、金属棒2の軸線方向と直交する二方向から金属棒2の両端部2a,2bをそれぞれ挟持して、金属棒2を金型内において支持し、この状態で金型内に合成樹脂材料を射出する。
(もっと読む)
射出成形方法
【課題】 複数のインサート部品が互いに当接した状態で樹脂と一体化されるインサート射出成形において、インサート部品の位置精度を高めながら、複数のインサート部品の当接状態を確実なものとし、インサート部品の間に射出した樹脂が侵入しないようにする。
【解決手段】 複数のインサート部品が樹脂の射出成形により一体化されたインサート成形方法において、インサート部品1,2が並ぶ方向にインサート部品を押圧挟持できるように、成形金型に対しスライド可能に設けられた一対の挟持部材31,41により、複数のインサート部品1,2を互いに当接状態となるように挟持する挟持工程を設け、挟持工程において、前記一対の挟持部材31,41が、インサート部品を挟持した状態を維持しながらそれぞれスライド可能とされつつ、それぞれの挟持部材31、41が弾性部材33、43によってインサート部品1,2に向けて付勢されるように押圧挟持する。
(もっと読む)
シートクッション成形型およびシートクッションの製造方法
【課題】後加工を不要としたシートクッション成形型およびシートクッションの製造方法を提供する。
【解決手段】シートクッション成形型Mは、下型60と、この下型60と型閉め可能に配設されて該下型60との間にクッション本体10に合わせたキャビティ64を形成する上型70とを備える。またシートクッション成形型Mは、フレーム20を、上型70のキャビティ64を画成する成形面72から離して該キャビティ64に支持するセット部を備える。更にシートクッション成形型Mは、上型70に下方に開口するよう成形面72から凹設され、セット部74にセットしたフレーム20から上方に突出したフック30を受け入れる凹部80を備えると共に、凹部80の開口周囲を囲う規制手段90を備える。前記規制手段90は、上型70の成形面72から突出して凹部80の開口周囲を囲う流入規制壁92から構成される。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】金型の床面積が小さく、装置全体を小型できるとともに、樹脂材料の使用効率が高い樹脂封止装置を提供する。
【解決手段】基板90の電子部品のうち、少なくとも先頭に位置する電子部品を上,下金型チェスの上型,下型キャビティ41,61内に充填した樹脂材料で封止する。ついで、上,下金型チェスを開いて基板90を所定の間隔だけずらし、再度、上,下金型チェスで基板90を挟持し、電子部品と異なる少なくとも2番目の電子部品を上型,下型キャビティ41,61内に充填した樹脂材料で樹脂封止する。
(もっと読む)
21 - 40 / 191
[ Back to top ]