
Fターム[4F202AD15]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 棒状体、線状体(←電線芯材) (191)
Fターム[4F202AD15]に分類される特許
41 - 60 / 191
軸受部材およびその製造方法
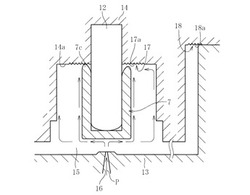
【課題】射出成形材料が電鋳部の内側へ回り込んで型成形部が成形される事態を可及的に回避して、型成形部の成形精度の向上を図る。
【解決手段】内周に配設される軸部材を相対回転支持する電鋳部7と、電鋳部7の周囲に一体に形成される型成形部とを有する軸受部材は、型成形部のインサート成形工程を含む製造方法により製造される。このインサート成形工程において、使用される成形金型13,14のうち、主に電鋳部7を収容する側の金型14の上部端面14aのうち電鋳部7の開口部7cと対向する領域には、溶融樹脂Pの流動抵抗を増加させる凹凸部17が形成されたものが使用される。このような金型を用いて形成された軸受部材の型成形部のうち、開口側端面の内周縁にあって、電鋳部7の開口部7c上には、型成形面として成形されていない固化面が設けられている。この固化面と軸部材の外周面との間には所定の間隔が確保されている。
(もっと読む)
電池の製造方法

【課題】 製造コストを低減できると共に、ケース蓋部材と電極端子部材との間のシール性を向上させることができる電池の製造方法を提供すること。
【解決手段】 リチウム二次電池100の製造方法は、電極端子部材120のうちの端子被覆部121の外周面121dに、予め絶縁性の第1樹脂からなる内側樹脂体131を形成する第1成形工程と、その後、ケース蓋部材113の端子挿通孔113hに電極端子部材120を挿通した状態で、インサート成形により、ケース蓋部材113と電極端子部材120との間に絶縁性の第2樹脂を注入して、内側樹脂体131に結合する外側樹脂体135を形成し、樹脂絶縁部材130を形成する第2成形工程とを備える。
(もっと読む)
ローラの成形装置および成形方法
【課題】軸体を端部駒に挿入しやすくし、かつ成形されるローラの振れ精度を高くする、ローラの成形装置および成形方法を提供する。
【解決手段】ローラの成形装置が、内部に円筒状の空間を有する中空のパイプ金型2と、パイプ金型2の両端に組付けられ軸体4を保持可能な2つの端部駒1、3を有する成形金型7を有している。さらに一方の端部が端部駒3によって保持され中間部が円筒状の空間内に位置している軸体4の一部を把持して軸体4に交差する面内で移動することができるセンタリング部材5をも有する。
(もっと読む)
タイヤの製造方法、及び、金型
【課題】リム組み時のエア保持性と、釜抜き時のビードコア周辺の熱可塑性材の破壊防止性とを充分に確保しつつ、タイヤ成形時でのビードコアの位置ずれを抑制したタイヤの製造方法、及び、金型を提供することを課題とする。
【解決手段】キャビティS内の所定位置に配置されたビードコア11にタイヤ内側から当接するビードコア固定用のジグ16を設ける。そして、熱可塑性の溶融材料をキャビティS内に注入する。これにより、成形されたタイヤ骨格部材20のタイヤ外側に、ビードコア11が露出した部位が形成されることを回避できる。そして、タイヤ骨格部材20のタイヤ内側にビードコア11の露出した領域が形成されてもリム組み時のエア保持性に影響がない。従って、釜抜き時におけるビードコア周辺の熱可塑性材の破壊防止を充分に確保したジグ寸法とすることができ、タイヤ成形時でのビードコアの位置ずれを充分に抑制できる。
(もっと読む)
弾性体ローラの成形金型及びその製造方法
【課題】本発明の目的は、従来の成形金型と同程度に加工し易く、さらに、金型本体と駒の接触部における耐久性を有する成形金型を提供することである。
【解決手段】本発明に係る弾性体ローラの成形金型は、略円柱状のキャビティを有し両端に開口部を有する金型本体と、該金型本体の開口部に取り付けられる駒と、を有する弾性体ローラの成形金型であって、前記金型本体と前記駒との接触領域に、焼入処理された金属材料からなる接触面構成部を前記金型本体と前記駒にそれぞれ有する。
(もっと読む)
電動流体ポンプと電動流体ポンプのケーシングのインサート成形用金型
【課題】軸部材とケーシングとの結合が堅固であり、高出力としても故障が少ないコンパクトな電動流体ポンプ、及び、その電動流体ポンプのケーシングのインサート成形用金型を提供する。
【解決手段】ケーシング2と、ケーシング2に支持された軸部材1と、軸部材1に軸支されたロータ3とを備え、軸部材1が、ロータ3を軸支する軸部11と、軸部11の軸方向の一方側に位置し、軸部11よりも大径で、ケーシング2に埋設される鍔部12と、軸部11と鍔部12との間に位置し、鍔部12よりも小径且つ軸部11よりも大径の段部13とを有し、段部13を構成する面のうち軸方向の他方側の端面が、ロータの軸受面13aとなるよう構成した。
(もっと読む)
ポリウレタンスポンジローラの製造方法及びトナー供給ローラ
【課題】ポリウレタンスポンジローラをポリウレタンスポンジ層表面の裂け、割れを発生させることなくパイプ金型から脱型するポリウレタンスポンジローラの製造方法及びトナー供給ローラを提供する。
【解決手段】金型内に予め配置した芯金の周囲に硬化してなるポリウレタンスポンジローラの製造方法において、ポリウレタンの材料を金型内で発泡硬化した後、芯金を把持固定し、金型に対し、芯金の軸に略垂直な力が該軸を中心とする円を略均等に分割した該軸円周の4方向以上の角度方向から加えられ、ポリウレタンスポンジローラの表面を金型の内表面から剥離する工程後、ポリウレタンスポンジローラを脱型する工程を経て製造し、前記金型に対して加えられる力による金型の変位量がポリウレタンスポンジ層の厚みの20%以上70%以下とする。
(もっと読む)
インサートボルトの保持構造
【課題】 インサートボルトの保持強度が高く保たれる保持構造を提供する。
【解決手段】 基部5とボルト部9とを一体に有し、基部5が成型品3に埋設されて保持され、ボルト部9に螺着されるナットによって相手側部材に固定されるインサートボルト1の保持構造であって、成型品3には、成形の際に基部5を支持し、成形後は取り外されるピンを挿入するためのピン挿入孔7が設けられており、基部5は、ナットをボルト部9に螺着する際に入力する回転力によって成型品3を押圧する壁部と、成型品3を押圧しない壁部とを有し、ピン挿入孔7を、成型品3を押圧しない壁部と対向する位置に設けた。
(もっと読む)
電気ケーブルおよび樹脂成形体付き電気ケーブルならびにその製造方法
【課題】電気ケーブルの外被上に直接樹脂成形体を射出成形するに際して、ケーブルの外被外径に多少のばらつきがあっても、上下金型のケーブル導入口を効果的に塞いで、外被の噛み込みや樹脂漏れの生じない電気ケーブルおよび樹脂成形体付きの電気ケーブルならびにその製造方法を提供する。
【解決手段】導体、絶縁コア、シールドコアまたはこれらの組み合わせコアを2層以上の樹脂絶縁体16で被覆し、最外層の絶縁層を発泡層15で形成された電気ケーブルに、射出成形により樹脂成形体18,19を一体化する。また、前記の電気ケーブルに、上金型と下金型により樹脂成形体を射出成形に成形するに際して、電気ケーブルの発泡層15が上下方向で圧縮をうけ、横方向に圧縮を受けないようにして成形する。
(もっと読む)
芯金等を合成樹脂で被覆してなる足掛具の成形方法
【課題】 合成樹脂流路内に芯金の保持部材等を何も設置せず合成樹脂の流れを容易にすると共に芯金の保持及び浮遊状態を正確,確実にし、合成樹脂の被覆によって、芯金に脚部を自動的に連結する芯金等を合成樹脂で被覆してなる足掛具の成形方法を提供する。
【解決手段】 予め芯金1の両側端部を脚部構成部材7に挿入して足掛具の主体を形成し、上下の成形金型13,9の溝14,10の両端部に保持部材12を配置し、足掛具の主体の脚部構成部材側を保持部材によって保持し脚部構成部材を上下の成形金型の溝内に保持すると共に芯金と脚部構成部材の前部とを上下の成形金型の合成樹脂を被覆する溝15,11内に浮上させて上下の成形金型の合成樹脂を被覆する溝間にすき間を形成し、該すき間に合成樹脂を供給して芯金と脚部構成部材の前部とを合成樹脂で被覆し芯金と脚部構成部材の前部とを連結した芯金等を合成樹脂で被覆してなる足掛具の成形方法。
(もっと読む)
成形金型
【課題】高い形状均一性を有する弾性層を成形することのできる成形金型を提供すること。
【解決手段】筒状金型2と、前記筒状金型2における一方の開口部を閉塞し、成形材料が流通するスプルー16を複数有する第1の端部金型3と、前記筒状金型2における他方の開口部を閉塞し、ベント36を有する第2の端部金型4とを備えてなり、前記スプルー16それぞれは、前記第1の端部金型3の軸線を中心とする仮想円周上に、前記仮想円周に沿って形成された円弧状スリットであることを特徴とする成形金型1。
(もっと読む)
成形装置
【課題】 生産性を向上させることができる成形装置を提供する。
【解決手段】 所定の部位にて金型2に支持され、金型2の内部において前記所定の部位から抜出口部211に向けて延設される回転軸3を備え、回転軸3は、金型2との間で成形された成形体100を回転させるべく、外周部32が成形体100の内周部を周方向で掛止するように形成されると共に、回転する成形体100を抜出方向に移動させるべく、径方向の断面形状が軸心方向に亘って同一又は抜出口部に向けて小さくなるように形成されることを特徴とする。
(もっと読む)
樹脂ローラ
【課題】注入跡部を除去する際に、クラックの発生する虞れの低い樹脂ローラを提供する。
【解決手段】射出成形された樹脂ローラに於て、樹脂部2の硬度をショアD74以下に設定する。その手段は、成形方向をローラの軸方向とし、樹脂端面に供給路36を備える。この供給路36は、複数本のスプル37と拡大円環状の樹脂溜室38と、この樹脂溜室38とキャビティ33の下端とを連通連結する円環薄膜状のフィルムゲート39と、を具備している。また、キャビティ33を形成する内面には、微細な凸状パターンを形成させる。
(もっと読む)
ベルト成形体の成形装置、及び、ベルト成形体の成形方法
【課題】ベルト輪状体の積層成形工程から帆布の巻き付け工程までを一つの装置で一貫して実行できる、ベルト成形体の成形装置を提供する。
【解決手段】上記ベルト成形体7は、圧縮ゴム層2と心線3、伸張ゴム層4を含む積層物であるベルト輪状体5に帆布6を被覆して成る。上記成形装置100は、前記ベルト成形体7と嵌合する溝27を外周に有する成形型10と、前記帆布6を前記成形型10の上記溝27上に供給する帆布供給部11と、前記圧縮ゴム層2に相当するV芯36を前記帆布6の外周側に供給するV芯供給部12と、前記心線3を前記V芯36の外周側に供給する心線供給部13と、前記伸張ゴム層4に相当する上芯47を前記心線3の外周側に供給する上芯供給部14と、を備える。
(もっと読む)
インサート射出成形方法、及び成形型、金属線材保持具
【課題】
固定金型に対する金属線成形体のセットを精度よく、しかも容易に行えるようにすることである。
【解決手段】
固定金型M1 と移動金型M2 とからなる成形型Mを用い、金属線材W1 で構成されていて、前記固定金型M1 のセット面に単にセットしたのみでは自身の弾性によりセット姿勢が定まらない金属線成形体A1 における当該金属線材W1 の一部が射出成形部3にインサートされるようにして樹脂を射出成形する方法であって、前記金属線材W1 の一部を部分的に保持可能な複数の保持具H1 を固定金型M1 における前記金属線成形体A1 のセット位置に着脱可能に取付けて、前記金属線材W1 を複数の保持具H1 により複数点保持する。
(もっと読む)
風乾装置及びこれを用いたゴムローラーの製造方法
【課題】パイプ状成形型の内壁に残留する液体の除去を極めて高精度に、効率よく行うことができる風乾装置を提供し、高速、高精細な画像形成を可能とする均質なゴムローラーの製造を可能とするゴムローラーの製造方法を提供する。
【解決手段】パイプ状成形型内壁を風乾する風乾装置であって、パイプ状成形型内壁に円錐面状のエアー流を供給するノズルと、該ノズルをパイブ状成形型の中心軸に沿って移動させる移動手段とを備えた。
(もっと読む)
コネクタ及びコネクタの製造方法
【課題】端子金具と樹脂製のハウジングとが一体に成形されているコネクタにおいて、端子金具の位置が所望の位置からずれることを防止する技術を提供する。
【解決手段】本発明のコネクタ2は、複数の端子金具10a〜10gと、これら複数の端子金具を一体化する第1樹脂部20と、第1樹脂部を覆う第2樹脂部30を有している。複数の端子金具10a〜10gが第1樹脂部20によって一体化した状態では、一方の表面から他方の表面に貫通する貫通空間50が形成されており、その貫通空間の外郭が第1樹脂部20と端子金具10a〜10gによって形成されている。
(もっと読む)
電気的接続部品
【課題】バスバーを樹脂ケースにインサート成型して形成させるインサート成型タイプの電気的接続部品について、バスバーを仮に連結している連結部の切断加工時に生じるバスバーの埋込み部の露出化を防止できるようにする。
【解決手段】電気的接続部品は、窓部3を有するインサート部4が形成された樹脂ケース2を備えるとともに、インサート成型により樹脂ケースに組み込まれた複数のバスバー5を備え、バスバーの樹脂ケースへの組み込みは、各バスバーを連結部12で仮に連結して形成されるバスバーユニット22を用いてなされ、バスバーユニットをインサート成型により組み込んだ後に、窓部で露出する連結部に切断加工を施すことで各バスバーに導電路を形成させるようになっており、そして埋込み部に対する樹脂による保持力を増強させる保持力増強部23が連結部の近傍でバスバーに設けられている。
(もっと読む)
タイヤの製造方法
【課題】耐久性の向上を図りながらタイヤの転がり抵抗を低減する。
【解決手段】金型内に装填した生タイヤのタイヤ内腔内に、高温の加熱媒体を充填して前記生タイヤをタイヤ内腔側から加熱する内側加熱と、前記金型を加熱して前記生タイヤをタイヤ外面側から加熱する外側加熱とからなる加熱工程を含む。加熱工程中において、金型の温度T1を、140〜165℃の範囲に制御する金型温度制御と、ベルトコードの表面からの距離が3mm以内であるコード近傍領域Yにおけるトッピングゴムの最高温度T2を140〜165℃の範囲に制御するコード近傍温度制御とを行う。ベルト層のトッピングゴムは、変性ブタジエンゴム及び/又は変性スチレンブタジエンゴムを10〜45質量%含むゴム成分100質量部に対して、カーボンブラック及び/又はシリカからなる補強剤を25〜55質量部含有させた。
(もっと読む)
発泡体ロール成形型および発泡体ロール成形方法
【課題】成形効率を向上させ得る発泡体ロール成形型および成形方法を提供する。
【解決手段】発泡体ロール成形型20の内部には、得るべき発泡体ロールの軸方向が水平に延在するよう形成されたロール成形空間32が上下に重ねて複数連設されたキャビティ部26が形成される。キャビティ部26の下方には、メカニカルフロス法により得られた発泡原料が注入される注入口30と、注入口30から最下段のロール成形空間32の軸方向全長に亘って発泡原料を案内する原料ランナ部28とが形成される。各ロール成形空間32の両端には、軸状部材Sを水平に支持する支持部42,42が設けられる。注入口30から注入された発泡原料は、原料ランナ部28を上昇して、最下段に位置するロール成形空間32の下方から上方のロール成形空間32へ順次充填される。
(もっと読む)
41 - 60 / 191
[ Back to top ]