
Fターム[4F202AD18]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 構造材(←芯材) (457)
Fターム[4F202AD18]に分類される特許
201 - 220 / 457
発光素子アレイチップの製造方法、マイクロレンズ成形型、発光素子ヘッドおよび画像形成装置
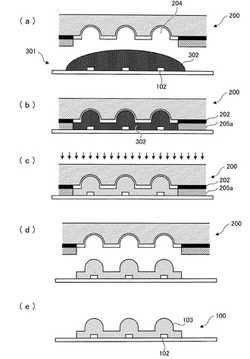
【課題】厚さに対し高い精度を有し、また透明樹脂のはみ出しを抑制して適切なパターンを有するマイクロレンズを発光素子に形成することができる発光素子アレイチップの製造方法等を提供する。
【解決手段】基板と、基板の表面に形成され、マイクロレンズ103の形状の転写形状を有する複数の孔部204と、孔部204の外周領域に形成され金属薄膜からなるスペーサ205aとを有するマイクロレンズ成形型200を光硬化性樹脂302に押圧し、スペーサ205aによりマイクロレンズ103の厚さを規定し、光硬化性樹脂302を硬化させることで、LED102にマイクロレンズ103を形成することを特徴とする発光素子アレイチップ100の製造方法。
(もっと読む)
複合光学素子の製造装置および複合光学素子の製造方法ならびに制御プログラム

【課題】複合光学素子を構成する樹脂の表面に、成形時に微細なヒケが生じることを防止し、高い光学性能および面精度を実現する。
【解決手段】成形型固定板7に支持されて基材2と対向し、基材2に塗布された紫外線硬化樹脂1の成形を行う成形型3の変位を、サーボコントローラ13によって制御されるサーボモータ9およびボールネジ機構8によって制御する複合光学素子の製造装置において、紫外線4aの照射による紫外線硬化樹脂1の硬化開始時に、サーボモータ9のトルク制限設定値21を成形型3およびその支持構造の重量に釣り合う値に変更して成形型3を浮動状態にし、紫外線硬化樹脂1の収縮硬化力に成形型3が追従するように制御し、成形型3の成形面3aが転写される紫外線硬化樹脂1の光学機能面1aにおけるヒケの発生を防止し、基材2とともに複合光学素子を構成する紫外線硬化樹脂1の光学機能面1aの面精度を向上させる。
(もっと読む)
発泡樹脂製表皮付きパネル及びその成形方法
【課題】外観見栄えの向上した健全な発泡樹脂製表皮付きパネルを提供する。
【解決手段】基材3の表面に発泡樹脂からなる表皮5を一体に射出成形する。表皮成形時にキャビティ109′内に射出されて異なる方向に流れて合流する発泡樹脂の合流領域Eの表皮5の発泡倍率を、他の領域の発泡倍率よりも低く設定する。
(もっと読む)
成形装置及び成形方法
【課題】樹脂成形装置から樹脂成形型を取り外すことなく、樹脂成形型の型面で離型層が摩耗・はく離した状態を、一定の膜厚を有する離型層が形成された状態にする。
【解決手段】下型1及び上型2の外側には下型1と上型2との間に進退自在にプラズマトーチ21が設けられ、プラズマトーチ21にはArガス源23とフッ素系ガス源24と高周波電源22とが接続されている。下型1と上型2とを型締めし、キャビティ8に流動性樹脂を注入し硬化させて成形品18を形成し、下型1と上型2とを型開きし、下型1と上型2との間にプラズマトーチ21を進入させる。大気圧雰囲気下において、プラズマトーチ21から型面20にプラズマジェット25を吹き出しながらプラズマトーチ21を移動させることにより、処理前の型面SBでは離型層26が摩耗・はく離していた状態を、処理後の型面SAでは均一の膜厚を有する離型層27が形成された状態にする。
(もっと読む)
車両の内装パネル及びその成形方法
【課題】良好な手触り感付与と走行時の接触音発生防止との両立を図る。
【解決手段】インパネアッパ部3の樹脂製基材7の表面に軟質発泡樹脂からなる表皮9を一体に成形する。表皮9は、樹脂密度の高いスキン層15が表面に形成されるとともに、多数の空隙を有し上記スキン層15に比べて樹脂密度の低い発泡層17が内部に形成され、かつスキン層15と発泡層17とは同じ軟質発泡樹脂で形成され、表皮9の主体をなす一般部11と、フロントガラスGに当接する当接部13とからなる。当接部13の肉厚T1 を一般部11の肉厚T2 よりも厚く設定する。
(もっと読む)
反射防止光学部材および光モジュール
【課題】微細な凹凸の周期構造を成形するに際して、金型からの転写が良好で、製造容易な反射特性に優れた反射防止光学部材の提供と該反射防止光学部材を用いた光モジュールを提供する。
【解決手段】成形金型を用いて、透光性基材の表面20にサブ波長の周期の微細な凹凸構造を成形して反射防止面とされる光学部材で、前記の凹凸構造は、サブ波長の周期で密に設けられた多数の微細な錐台形状の凹部21により形成される。錐台形状の凹部21は、ピッチをP、底面の幅をW、深さをH、入射光波長をλとしたとき、「0.35<(W/P)<0.7」および「0.25<(H/λ)<0.4」とする。
(もっと読む)
ゴムローラの成形金型、製造装置及びその製造方法
【課題】成形金型内に液状ゴム材料を注入し、硬化・成形するための、振れ精度が良くランナー部の廃棄材料が少ないゴムローラの成形金型、製造装置及び製造方法を提供する。
【解決手段】円筒状内面を有するパイプ金型本体と、該パイプ金型本体の両端に嵌合されて軸体を該パイプ金型本体の中心軸と同心となるように保持するゴム材料の注入側及び非注入側の駒と、から少なくとも構成されるゴムローラの成形金型であって、該非注入側の駒は、該軸体の両端角部をセンタリングしつつ軸方向に押圧支持するスライド機構を有し、及び、該非注入側の駒の端面には、外部より該スライド機構を押圧する手段を導入するための穴が設けられていることを特徴とするゴムローラの成形装置。
(もっと読む)
複合成形品の製造方法
【課題】軽量、薄肉、高剛性で、かつ表面外観に優れたものであり、これらの特性が要求される用途に適した複合成形品を提供する。
【解決手段】硬質部材層と軟質部材層とを含み、サンドイッチ構造を有する積層板を金型に挿入し、前記積層板の端部周囲の少なくとも一部に樹脂部材をアウトサート成形する複合成形品の製造方法であって、金型挿入前の積層板の厚みt1と、前記積層板が挿入される前記金型の積層板厚み方向に対する空隙距離t0とが、t1/t0=1.03〜1.3であることを特徴とする複合成形品の製造方法。
(もっと読む)
樹脂成形品及びその製造方法
【課題】ターミナルの撓みが抑制された樹脂成形品及びその製造方法を提供する。
【解決手段】ターミナルと、ターミナルにおける端部を除く部位を被覆する樹脂成形部と、を備えた樹脂成形品であって、樹脂成形部は、ターミナルの長手方向における一部位の周囲を被覆する一次成形部と、一次成形部から露出されたターミナルの部位の周囲とともに一次成形部の一部を被覆する二次成形部とを有する。一次成形部は、長手方向における少なくとも一方の端部から所定範囲の端領域の外周に環状の突起部が形成され、突起部を含む端領域の外周のみが二次成形部によって被覆されている。二次成形部は、一次成形部における突起部が形成された端領域の外周と、該端領域から露出されたターミナルのうち、端領域の端部から所定範囲の部位の周囲とを一体的に被覆している。そして、長手方向において、一次成形部と二次成形部とが交互に設けられている。
(もっと読む)
樹脂成形品の成形装置、および樹脂成形品の成形方法
【課題】装飾が施された装飾部を有する金属製部品をインサート成形する場合に、成形型に対する金属製部品の位置ずれを抑え、樹脂成形品において装飾部の位置のばらつきや、バリの発生を防止し得る、樹脂成形品の成形方法、および樹脂成形品の成形装置を提供する。
【解決手段】樹脂成形品の成形装置は、装飾が施された装飾部21と、装飾部に連続し樹脂材料と一体化されるインサート部22とを備える金属製部品20をインサート成形する。成形装置は、金属製部品のインサート部を配置するとともに溶融樹脂材料60を注入するキャビティ51が形成された成形型と、金属製部品の装飾部が配置される凹所52と、キャビティに注入される溶融樹脂材料の一部を凹所に導く凹所用流路53と、を有している。そして、凹所に導いた溶融樹脂材料が有する圧力Pによって、金属製部品を、装飾部からインサート部に向かう方向に沿って押圧する。
(もっと読む)
構造体を成形するための工具
ブランクから容器を成形するための成形工具が開示される。成形工具はキャビティ及びコアを有する。キャビティはキャビティベースに可動に接続される関節部を有する。コアはノーズベースに可動に接続されるノーズを有する。ブランクから容器を成形する際、ノーズをノーズベースに対して移動させてから、キャビティベースに対して関節部を移動させる。  (もっと読む)
(もっと読む)
離型力測定装置および離型力測定方法
【課題】正確な離型力を測定できる離型力測定装置および離型力測定方法を提供する。
【解決手段】第1貫通孔11aを有する第1金型11と、第1貫通孔11aに挿入され、第1貫通孔11aを摺動する第1ロッド12と、第2貫通孔13aと、第2貫通孔13aを囲み、第1貫通孔11aより大きい開口を有する凹部13bとを備え、第1金型11と凹部13bとが対向し、第1貫通孔11aと第2貫通孔13aとが同軸状に対向するように第1金型11に重ね合わされる第2金型13と、一端面に凹部13bに嵌合する鍔状の第1部品14を有するとともに、第2貫通孔13aに挿入され、第2貫通孔13aを摺動する第2ロッド15と、第2ロッド15を釣支する弾性体16と、第2金型13と第1部品14との距離を求める距離検出手段17と、を具備する。
(もっと読む)
自動車用燃料タンクの製造装置
【課題】自動車用燃料タンクの内部の所定位置に確実に内蔵部品を保持することができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内臓部品保持装置は、内蔵部品20を保持する複数の保持棒51、52を設けた。保持棒はブロー成形金型40が開いたときに、キャビティー41に対向する位置に内蔵部品を保持し、ブロー成形金型が閉じたときにパリソン8の内部に内蔵部品が位置し、ブロー成形金型から抜け出るように進退自在に構成される。保持棒51、52は先端に行くにつれてその径が細くなるように形成され、内蔵部品20に形成された挿入孔27に挿入され、内蔵部品20を保持した自動車用燃料タンクの製造装置である。
(もっと読む)
自動車用燃料タンクの製造装置
【課題】パリソンを確実に塞ぎ、精度あるブロー成形をすることができる自動車用燃料タンクの製造装置を提供する。
【解決手段】自動車用燃料タンクの製造装置は、ブロー成形金型40と、内臓部品保持装置50を有する。内蔵部品保持装置は、内蔵部品20を保持する保持棒51、52を設け、保持棒は内蔵部品を保持し、パリソン8が挟持された後に、ブロー成形金型から抜け出るように進退自在に構成される。ブロー成形金型40の下方に保持棒を挟持する第1ピンチ板43と、第1ピンチ板の直下に第2ピンチ板44を形成し、第1ピンチ板と第2ピンチ板は、複数に当接部43c、44cで分割され、それぞれ保持棒を当接部で挟持するようにスライド可能に形成されたことを特徴とする自動車用燃料タンクの製造装置である。
(もっと読む)
熱可塑性樹脂成形品の製造方法
【課題】熱可塑性樹脂成形品の全体強度を均一にするとともに、成形品の軽量化をはかる。
【解決手段】予め3本以下の強化繊維により樹脂成形物の形状・大きさに合わせたフレキシブル織物を作成しておき、成形時にかかるフレキシブル織物を成形金型のキャビティ内に敷設した状態において可塑化された樹脂を射出注入するようにする。これにより樹脂成形製品の一部にウエルドラインを有していてもフレキシブル織物がウエルドライン部分を跨いで組成されているところから部分的強度低下の問題を全く生ずることがなく、しかも成形品の肉厚増加をするまでもなく、製品全体にわたり金属等の高強度材に近い高い強度を維持することができ、またこれによって著しい生産性の向上、ならびにコストの低減をはかることができる。
(もっと読む)
タッチパネル一体型樹脂成形体
【課題】タッチパネルの変形を抑えて構造精度を向上させたタッチパネル一体型樹脂成形体を提供する。
【解決手段】電子機器の筐体を構成する樹脂成形体の射出成形時にタッチパネルを金型内にインサートして一体成形したタッチパネル一体型樹脂成形体であって、タッチパネルは、入力面とは反対側に平板状の支持基板を有し、支持基板の裏面側には欠損部が設けられ、当該欠損部に支持基板より高い剛性を有する補強部材が嵌め込まれている。
(もっと読む)
素材結合によるシール部を備えた多成分の射出成形部品
少なくとも1つの熱可塑性の挿入部分と、該挿入部分に被さって固着するように射出成形された熱可塑性の複合エレメントとを有する射出成形部品が既に知られており、この場合、前記少なくとも1つの挿入部分の、複合エレメントに対する境界面は、溶融体流方向で相前後して配置された、溶融先端部として形成された複数の隆起部を有している。これらの隆起部は高さH1で複合エレメント内に突入していて、それぞれ複合エレメント内に高さH2を有する、狭隘された横断面を形成する。この射出成形部品は、挿入部分を射出成形型内に配置し、この挿入部分に複合エレメントを固着するように射出成形する射出成形法によって製造される。前記隆起部は複合エレメントの溶融体によって初期溶融されることが望ましい。これにより、素材結合による流体密な結合が達成される。しかしこの場合に不都合となるのは、前記隆起部が一般にシャープな稜角を持って境界面に垂直に構築されていて、部分的にしか溶融されないか、または全く溶融されないことである。なぜならば、前記隆起部には、しばしば前記隆起部を乗り越えて流過する溶融体から十分な溶融エネルギが提供されていないからである。前記隆起部は溶融体流のための狭隘部を形成しているが、しかしこの狭隘部は溶融体の良好な搬入および溶融体から隆起部への良好な熱伝達のためには十分に小さく形成されていない。高さH2対高さH1の比は通常、1.5よりも著しく大きく形成されている。前記隆起部が確実に溶融開始しないので、公知の射出成形部品は、結合部のガス密性を達成するために、溶融体流方向で相前後して配置された複数の隆起部を有している。しかし、このような手段は多くの構成スペースを必要とするが、このような多くの構成スペースはしばしば提供されていない。
本発明による射出成形部品では、溶融体から隆起部への熱伝達が改善され、これにより隆起部の信頼性良い溶融が達成される。
本発明の構成では、前記少なくとも1つの隆起部(8)が、溶融体流に正対したその上流側の面(11)に第1の斜面(12)を有しており、前記狭隘された横断面(10)の高さ(H2)対前記隆起部(8)の高さ(H1)の比が、0.6〜0.9の範囲にある。  (もっと読む)
(もっと読む)
金属モール付きガラス及びその製造装置
【課題】モール付きガラス及びその製造装置の提供。
【解決手段】ガラス11及びこのガラス11の周囲を部分的に囲う金属モール12を型51に配置し、型51に形成されるキャビティ53内に溶融樹脂を流し込み、金属モール12、ガラス11及び樹脂が一体形成された金属モール部14と、ガラス11に樹脂だけが一体形成された樹脂モール部15とを備える金属モール付きガラス10において、この金属モール付きガラス10は、金属モール部14の一端と樹脂モール部15の一端とが交差している交差部17、18を含み、この交差部17、18において、金属モール12は、樹脂モール部15に臨む部分が切欠かれていることを特徴とする。
【効果】溶融樹脂が交差部を通過する際に、溶融樹脂は切欠きを通って金属モール部から樹脂モール部へ流れる。このため溶融樹脂を円滑に流し込むことができ、金属モールが溶融樹脂により動かされる心配はなくなる。
(もっと読む)
インサート成形用射出金型
【課題】インサート成形用射出金型において、上下型内に設けた保持ピンの同時作動を、ラック・ピニオンを保持ピンの連動装置として採用することにより、射出装置が備える押出ロッドをもって同時に作動できるようにする。
【解決手段】キャビティ上下面の対向位置に下型内と上型内の保持ピン出入自在に設ける。下型内の保持ピンを突出プレートに連結する。上型内の保持ピンをキャビティ方向に弾圧して設けた保持プレートに連結する。保持プレートに連動杆をパーティング面から先端を保持ストロークだけ突出して設ける。ケース内のピニオンの両側に駆動ラックとケース内を往復動する従動ラックを噛合した連動装置を、下型のキャビティプレートに装着して従動ラックを連動杆の直下に設置する。駆動ラックを上記突出プレートに連結する。
(もっと読む)
複合光学素子の製造方法
【課題】簡単な金型構造で、かつガラス基材の直径も大きくすることなく、非球面成形金型から容易に離型が可能な複合光学素子の製造方法を提供することを目的とする。
【解決手段】成形すべき光学機能有効面の反転形状およびその外縁面を有する成形面を持ち、外縁面に外部から供給されるガスを射出する孔部を持つ成形型を準備する第1工程、成形面上またはガラス基材上にエネルギー硬化型樹脂を吐出し、エネルギー硬化型樹脂を挟むように成形面とガラス基材とを配置する第2工程、エネルギー硬化型樹脂が予め定められた厚みになるようガラス基材または成形型を所定の位置まで移動する第3工程、エネルギー硬化型樹脂にエネルギー線を照射して、エネルギー硬化型樹脂を硬化させて硬化樹脂層を成形する第4工程、孔部からガスを射出して硬化樹脂層に吹きつける第5工程、ガラス基材と硬化樹脂層が一体となった複合光学素子を成形型から離型する第6工程とを備える。
(もっと読む)
201 - 220 / 457
[ Back to top ]