
Fターム[4F202AD18]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 構造材(←芯材) (457)
Fターム[4F202AD18]に分類される特許
161 - 180 / 457
液状樹脂材料供給用のゲートノズル

【課題】小型の圧縮樹脂封止成形装置を用いて半導体素子等の電子部品を樹脂封止成形する際に、成形装置における下型キャビティ内に液状樹脂材料Rを効率良く供給することができるゲートノズル15を提供する。
【解決手段】上型6側に設けられた嵌合着脱部57に対して着脱自在に装設されるゲートノズル本体151と、該ゲートノズル本体の内部に嵌装した冷却水路部材155と、該冷却水路部材に対して着脱自在の状態で嵌装した液状樹脂材料吐出用のノズルチップ156と、該ノズルチップを冷却水路部材155に止着する保持部材157とから構成する。
ゲートノズル15は冷却されているため、該ゲートノズルの内部を流通する熱硬化性樹脂材料Rに対する熱硬化反応を効率良く抑制できると共に、上型6側に対して着脱自在に装設され且つ簡易に分解できるため部品交換等に迅速に対応することができる。
(もっと読む)
圧縮樹脂封止成形に用いられる離型フイルム装着方法及び装置

【課題】離型フイルムを用いて半導体素子等の電子部品を圧縮樹脂封止成形する際にこの離型フイルムを下型キャビティ面に効率良く装着する。
【解決手段】樹脂封止成形用の上型6と下型10とを離反させた状態で下型のキャビティ面106に成形品離型用のフイルム16を供給し、次に、下型のキャビティ面106に張設された離型フイルム16における下型キャビティ部の外方周縁部に対応する周縁部位を吸引支持し、この状態で、離型フイルム16に圧縮エアA1を供給して膨らませながら離型フイルム16を下型キャビティ面106にフイット211bさせる。また、このとき、下型キャビティ面106側から離型フイルム16を吸引22する減圧作用を併用して離型フイルム16の装着を補助する。
(もっと読む)
電子部品の圧縮樹脂封止成形方法及び装置
【課題】半導体素子等の電子部品を液状熱硬化性樹脂材料Rにて封止成形するための圧縮樹脂封止成形装置の全体的な装置構造を小型化及び軽量化する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、ゲートノズル15を通して所定量の液状熱硬化性樹脂材料Rを下方の下型キャビティ(106) 内に供給すると共に、基板を上下両型(6、10) 間に供給してこの上下両型を型締めすることにより基板上の電子部品を下型キャビティ(106) 内の該樹脂材料中に浸漬させる。その後、該樹脂材料に所定の型締圧力を加えて圧縮樹脂成形する。
また、この成形時にゲートノズル15及び上下両型の冷却手段(154a、64、104)による温度管理を行う。この型構造とゲートノズル15の配設により装置の小型軽量化が図れる。
(もっと読む)
ブロー成形装置
【課題】簡単な設備でブロー成形品の内部の所定位置に確実に内蔵部品を保持することができるブロー成形装置を提供する。
【解決手段】ブロー成形装置は、ブロー成形金型20と内蔵部品保持装置40を有する。内蔵部品保持装置40は、内蔵部品を保持し、ブロー成形金型から抜け出るように進退自在に構成される保持棒41を有する。ブロー成形金型20は、それぞれスライドコア26をキャビティー22に対して進退自在に設けるとともに、2つに分割して形成された型が互いに当接する当接面にそれぞれ駆動制御ピン28を設け、駆動制御ピン28とスライドコア26を連結部27で連結する。駆動制御ピン28によりそれぞれスライドコア26を駆動させ、ブロー成形金型20を締めるときに、ブロー成形金型20の型締め速度と、スライドコア26がキャビティー内部から後退してキャビティー面まで速度を同じにしたブロー成形装置である。
(もっと読む)
ブロー成形装置
【課題】パリソンの下端を確実に塞ぎ、パリソンが潰れないブロー成形をすることができるブロー成形装置に関する。
【解決手段】ブロー成形装置は、ブロー成形金型20と、パリソン挟持装置30を有する。パリソン挟持装置30は、パリソン8の下端8bの内部に挿入されるパリソン内側挟持板31と、パリソン8の下端の外面を挟持するパリソン外側挟持板32を有し、パリソン外側挟持板32は、パリソン内側挟持板31の形状に対応した凹部32bが形成されるとともに、複数個に分割されて形成され、それぞれパリソン8の下端を挟持するようにスライド可能に形成されたことを特徴とするブロー成形装置である。
(もっと読む)
加飾製品の製造装置及びその製造方法
【課題】基材に貼着する表皮材の余剰量を調整可能であり且つ装飾側に位置する側面部端縁側の領域に、皺や局部的な浮き上がりの発生を防止しした高品質の成形品得る製造装置及びその製造方法の提供。
【解決手段】受け治具16の上面に基材2を載置固定してクランパ15により端縁が把持された表皮材8を基材2の表面に密着させる。この時、クランパ15を表皮材8の端縁部が受け治具の側面全体に密接するに十分な位置まで相対的に移動させる。ここで差圧発生手段を作動し、その差圧により表皮材8を変形させながら基材の表面から周側面を越えてその端部側裏面に密接するまで巻き込む。この巻き込み動作時の前記差圧発生手段の作動による差圧力により、摺動部材18を表皮材8を介して付勢部材19の付勢に抗して受け治具16の周面に形成された凹穴部20内を底面側へと摺動させ表皮材8を基材2の裏面側端部6に密着させる。
(もっと読む)
弾性ローラの成型金型
【課題】長手方向で外径の変化が少ない弾性ローラの成型金型を提供する。
【解決手段】本発明の弾性ローラの成型金型は、円筒状内面を有する本体部2と、本体部2内に配置されるローラ軸体4を支持して本体部2の両端にそれぞれ嵌合される非注入側駒1及び注入側駒3を有する。注入側駒3は材料注入穴3aを有し、非注入側駒1は空気抜き及び材料をオーバーフローさせるための穴部1aを有する。本体部2の円筒状内面が、注入側駒3側から非注入側駒1側に向かって内径が徐々に大きくテーパ形状に形成されている。
(もっと読む)
風乾装置及びこれを用いたゴムローラーの製造方法
【課題】パイプ状成形型の内壁に残留する液体の除去を極めて高精度に、効率よく行うことができる風乾装置を提供し、高速、高精細な画像形成を可能とする均質なゴムローラーの製造を可能とするゴムローラーの製造方法を提供する。
【解決手段】パイプ状成形型内壁を風乾する風乾装置であって、パイプ状成形型内壁に円錐面状のエアー流を供給するノズルと、該ノズルをパイブ状成形型の中心軸に沿って移動させる移動手段とを備えた。
(もっと読む)
フレネルレンズ、フレネルレンズ製造装置及び方法
【課題】フレネルレンズ、フレネルレンズ製造装置と方法を提供する。
【解決手段】
本発明のフレネルレンズ、フレネルレンズ製造装置と方法は、フレネルレンズは、ガラス材質が成形する基板と可塑性材質により基板に一体に成形されるフレネル構造を設ける。その製造方法は、まず、可塑性材料を成形装置中に加え;次に、該可塑性材料を固化し、フレネル構造を形成し;最後に、成形装置を分離し、基板上に該フレネル構造を一体に成形し、フレネルレンズを成形することを含む。フレネルレンズ製造装置がフレネルレンズの基板と接続する成形装置を設け、該成形装置がフレネルレンズのフレネル構造に対応する成形部を設け、成形部が可塑性材料をフレネル構造に形成する。従って、ガラス材質基板上にプラスチック材質のフレネル構造を一体に成形し、フレネルレンズにプラスチックレンズの低コストとガラスレンズの高耐候性を持たせる。
(もっと読む)
弾性ローラの成形金型
【課題】成形金型内にゴム材料を注入して成形されたゴムローラの長手方向に対して生じる外径の変化を低減する。
【解決手段】円筒状内面を有するパイプ金型本体2と、パイプ金型本体2内に配置されるローラ軸体4を支持してパイプ金型本体2の両端にそれぞれ嵌合される一対の端部駒1,3とを有する。ゴム材料の注入側の端部駒3には注入用の穴3aが設けられる。非注入側の端部駒1には、キャビティ内の空気は逃がし、かつ注入されたゴム材料を漏らさない空気抜き部1bが設けられる。キャビティ内にローラ軸体4を配置し、キャビティ内にゴム材料を注入した後にゴム材料を硬化させて成形されるゴムローラの成形金型において、パイプ金型本体2の円筒状内面が、注入側から非注入側に向かって内径が徐々に小さくなるテーパ形状に形成する。
(もっと読む)
内装品の製造方法
【課題】発泡射出成形法を利用して、意匠表面の意匠性を高く確保しつつ局部的に発泡倍率を高める。
【解決手段】貫通部23を有する硬質の芯材2を形成し、貫通部23を塞いだ状態で芯材2をキャビティ内に配置し、芯材の表面側に発泡剤を含む軟質樹脂からなる成形材料を射出して積層し、貫通部23を閉じた状態を開くことで成形材料を貫通部23を介して膨出させる。軟質樹脂層3の表面にパーティングラインが形成されることがなく、貫通部23に対向する部位の発泡倍率が高まる。
(もっと読む)
容器を製造する金型システム
本発明は、容器(500)を製造するために可動金型部分(10)及び静止金型部分(20)を備える金型システム(1)に関し、金型部分(10及び20)は相互に対向して位置付けられ、金型システム(1)は、厚紙素材からプレスされた底(57)、前記底(57)に接続された壁(59)、及び少なくとも部分的にプラスチックから注型され、壁(59)の上縁に接続されて壁を取り囲むリム(50)を備える容器(500)を製造するために使用することができ、それにより静止金型部分(20)に対して動作可能な金型部分(10)は、少なくともコア(41)を設けたコアプレート(4)、コア(41)に対して動作可能でシール表面(5a)を備え、コア(41)を囲む板状シールリング(5)、及びコア(41)及びシールリング(5)に対して動作可能で、その間に嵌め込むことができるカラーリング(6)を含み、静止金型部分(20)は、少なくとも金型キャビティ(71)及びシール表面(7a)を設けた金型プレート(7)を含む。金型システム(1)内で、プラスチックリムの注型段階で前記シール表面又はカラーリングの機能を変更するインサート(9及び/又は612)を、シールリング(5)のシール表面(5a)及び/又はカラーリング(6)のカラー(61)に着脱式に取り付けることができ、インサートは、容器(500)の基本リム(50)の寸法を変更する、又は前記基本リム(50)の表面にその平面の残りの部分から上方向に延在する膨らみ、又は表面(50)の平面の残りの部分より低い溝を設ける、又は容器(500)の基本リム(50)の外縁からさらに突出し、場合によっては開口などの吊り下げ手段(56)を備える突起(55)を形成するためにも使用することができる。 (もっと読む)
表皮付き発泡成形品の成形型およびこの成形型を使用した表皮付き発泡成形品の成形方法
【課題】表皮成形面にスプレーした表皮原料がスライド型部とスライド支持面との間へ進入するのを防止する。
【解決手段】スプレー成形により表皮が成形される表皮成形面42を有する第1成形型40は、成形された表皮付き発泡成形品の脱型を可能にするスライド型部50を有する。スライド型部50は、第1成形型40に設けたスライド支持面48に沿ってスライドするスライド型本体54と、スライド型本体54のスライド支持面48側に配設した弾性体としてのシール部62とを備える。シール部62の内部に空洞部70が形成され、この空洞部70に空気を供給すると該空洞部70が膨張し、スライド支持面48と表皮成形面42との境界Lを閉塞するようにシール部62がスライド支持面48に当接する。
(もっと読む)
トナー供給ローラ成形金型用水系離型剤及びトナー供給ローラの製造方法
【課題】離型性が良好で、かつ堆積物による金型汚れの少ない、トナー供給ローラの表面セルの開口安定性に優れるトナー供給ローラ成形金型用水系離型剤を提供すること。
【解決手段】電子写真装置の現像ユニットでトナーを搬送する部材として用いるトナー供給ローラの型成形に用いるトナー供給ローラ成形金型用水系離型剤において、(A)水の接触角が70°以上100°以下であるワックスと、(B)水の接触角が5°以上15°以下であるワックスと、(C)シリコーンオイルを含有し、水系離型剤中の全ワックス(A+B)100質量部に対する(B)ワックスの含有量が30質量部以上60質量部以下であり、水系離型剤(A+B+C)100質量部に対する(C)シリコーンオイルの含有量が15質量部以上45質量部以下であることを特徴とする。
(もっと読む)
スタビライザ装置およびその製造方法
【課題】ブッシュがずれるのを防止することにより信頼性を高めたスタビライザ装置を提供する。
【解決手段】スタビライザ装置1は、トーション部110とトーション部110の両端部から伸びるアーム部120とにより全体として略コ字状をなすスタビライザ100と、トーション部110の両端部に設けられ、スタビライザ100を車体10に固定するためのブッシュ300と、ブッシュ300と接触する接触部410を有し、トーション部110の軸方向の所定の範囲の全周を覆うようにトーション部110に対して一体成形された樹脂製のずれ止め部材400とを備え、トーション部110の外周面に、ずれ止め部材400と噛み合う凹凸部111を設ける。
(もっと読む)
バッフル
バッフル(10)は、少なくとも1つのキャリア(12)と窪み(16)に配置されたシーラー(18)を含んで提供される。空洞、例えば、車両空洞に配置されるとき、シーラー(18)はまた空洞を密閉するために空洞に膨張する。バッフル(10)は、バッフル(10)の外観寸法を変えることなしに、バッフル(10)の重量、密度、構造的な剛性を増大させるために、キャリア(12)内に挿入部(28)を含めることにより修正されることができる。挿入部(28)を含むバッフル(10)は、時間浪費及び高価な道具立て変更を必要とすることなしに、特定の適用に基づいてカスタマイズされることができる。 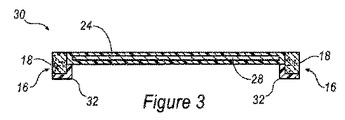 (もっと読む)
(もっと読む)
半導体チップの圧縮成形方法及び金型
【課題】上型2と下型3と中間型4とから成る半導体チップの圧縮成形用金型1における基板セット部7に基板6を効率良く位置決めして供給セットする。
【解決手段】まず、中間型4と下型挟持部材15とで挟持された離型フィルム9を下型位置決めピン16にて穴を開けて貫通させ、且つ、挟持離型フィルム9を上下動自在に設けた可動支受ピン20と下型キャビティ8とに被覆させると共に、離型フィルム9を被覆した下型キャビティ8内に樹脂材料10を供給して加熱溶融化し、次に、位置決めピン16を基板の位置決め孔17に貫通させ、且つ、離型フィルム9を介して可動支受ピン20で基板6を支受することにより、基板6と下型3の型面との間に所要の間隔22を設定すると共に、金型1を型締めすることにより、基板セット部7に基板6を供給セットする。
(もっと読む)
光半導体装置用パッケージ
【課題】射出成形金型内で最終的に樹脂流同士が合わさるウェルド部での機械強度の低下とウェルドラインの発生を抑えることを可能とした光半導体装置用パッケージを提供する。
【解決手段】熱可塑性樹脂からなる射出成形体2にリードフレーム3を包含してなり、射出成形体2の一外側面にリードフレーム3が露出する開口4を有し、一外側面と表裏反対の他外側面にリードフレーム3と対向するゲート2aを有するものであって、ゲート2aを複数個所に設けた。
(もっと読む)
樹脂充填装置
【課題】ケーシングには上方に開口するように樹脂注入口が形成されており、この樹脂注入口から定量の樹脂を注入するが、電子部品が内蔵されたケーシング内に短時間で確実に樹脂を充填することのできる樹脂充填装置を提供する。
【解決手段】ケーシング4を載置した状態で回転する回転板1を備え、この回転板1の上面に、ケーシング4の樹脂注入口41を回転軸心R上に位置させ、かつ上方に開口するように保持する保持機構3を設け、回転板1とともにケーシング4を回転させた状態で樹脂注入口41に上方から樹脂を注入する。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】それ自体に剛性のない第1シート体が所定の形状・位置に維持されながら埋設された樹脂成形品、更に射出成形と同時に第2シート体が表面に形成される樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型21と、型締めによって固定型21との間にキャビティ30を形成する可動型22と、固定型21内を型締め方向に前進後退可能なスライド型23とを備えている。2点鎖線で示したように、インサートシート32が埋設され、転写層34が表面に形成される樹脂成形品60に対応するキャビティ30が形成されている。射出成型用金型20に、インサートシート32及び転写層34を配置して所定の動作させることにより、デザインバリエーションを拡大させる樹脂成形品60を製造することができる。
(もっと読む)
161 - 180 / 457
[ Back to top ]