
Fターム[4F202AG05]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 表面凹凸 (1,088)
Fターム[4F202AG05]に分類される特許
121 - 140 / 1,088
成形品
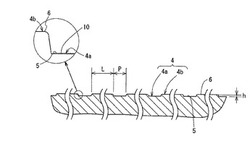
【課題】擦過損傷を形成されにくくする。
【解決手段】表面3aに周期的に形成された凹凸4の凹部4a底面に、シボ面からなる外装面5が設けられている。
(もっと読む)
電子写真機器用現像ロール

【課題】層形成ブレードへのトナー粒子の固着を長期に渡って抑制できるとともに、画像をきめ細かくできる電子写真機器用現像ロールを提供すること。
【解決手段】軸体12と、軸体12の外周に形成されたゴム弾性層14と、を備えた現像ロール10において、ゴム弾性層14の表面には、型転写により、径φ1に対する高さhの比(h/φ1)が0.5以上の凸部16aが多数形成されており、多数の凸部16aが形成されたゴム弾性層14の表面には、さらに、トナー離型性を高める表面改質が施されている。
(もっと読む)
成形品の製造方法
【課題】凹凸パターンの転写精度を高めることの容易な成形品の製造方法を提供する。
【解決手段】賦形型材11と熱可塑性樹脂基材21とを重ね合わせてなる成形用基材31は、ベルト54,55の間で搬送される。搬送方向に延在する加熱部72は、熱可塑性樹脂基材21に賦形型材11の有する凹凸パターンが転写され得る温度まで熱可塑性樹脂基材21を加熱する。加熱部72よりも下流側で搬送方向に延在する冷却部73は、熱可塑性樹脂基材21を冷却する。成形用基材31は、加熱部72及び冷却部73により加圧され、加熱部72より搬出されてから冷却部73に搬入されるまでに要する時間が5秒以下となるように、加熱部72から冷却部73へ搬送される。好ましくは、加熱部72及び冷却部73により、搬送方向に沿って連続した加圧領域を形成し、加熱部72に搬入されてから冷却部から73搬出されるまで、成形用基材31の加圧を継続させる。
(もっと読む)
金型用基板及び金型用基板の検査方法
【解決手段】表面に凹凸パターンが形成される直径が125〜300mmである円形状の金型用基板であって、該基板の直径125mm以下の円内の厚さばらつきが2μm以下である金型用基板。
【効果】表面に凹凸によるパターンが形成される円形状の金型用基板であって、上記基板の中心の直径125mm以下の円内の厚さばらつきが2μm以下である金型用基板を使用することによって、金型用基板上にパターンを作成するときと転写するときとでパターン位置が不整合になったり、パターン誤差が生じたりすることを防ぐことができ、高精細で複雑なパターンの転写が可能になる。
(もっと読む)
凹凸パターン形成モールド及び光拡散体の製造方法
【課題】シームレスな凹凸パターン形成モールドの製造方法を提供する。
【解決手段】本発明は表面上に凹凸パターンが形成された凹凸パターン形成モールドを製造する方法であって、予め形成された凹凸パターン形成シート10の3次元データを計測する工程と、その計測データを元に、金属、金属化合物、樹脂の少なくとも1種からなる表面上に、切削加工により、前記凹凸パターン形成シート10と同等または相似形の凹凸パターンを形成する工程とからなることを特徴とする凹凸パターン形成モールドの製造方法である。
(もっと読む)
インプリントモールド
【課題】金属配線と配線基板の密着性の向上を図ることができるインプリントモールドを提供する。
【解決手段】基材2と、所定のパターンを転写可能とする基材2の主面表面に形成された凸部4とを備え、凸部4の頂部41の周縁部42の少なくとも一部に溝45が設けられているインプリントモールド1。
(もっと読む)
ロール金型の製造方法、及び光学シートの製造方法
【課題】光学シートを形成するのロール金型を製造するに際し、溝の切削開始部と溝の切削終了部とで、溝形状が変化してしまうことを抑制できるロール金型の製造方法を提供する。
【解決手段】凹凸形状を有する光学シート10の凹凸部分を成形するロール金型20を製造する方法であって、表面に被加工層が形成されたロール基体21を回転させ、切削工具30により光学シートの凹凸に対応する溝23を形成させる工程を含み、溝を形成させる工程では、切削工具による切り込みは、切削工具のバイト角度のうち、送り方向後ろ側となるバイト角度と同じ角度となるように送りつつロール基体の回転軸に近付ける方向に行われることを特徴とする。
(もっと読む)
型、インプリント方法及び物品製造方法
【課題】ショット領域と型との位置合わせとインプリント処理後のエッチング処理との双方を円滑に行う技術を提供する。
【解決手段】インプリント装置用の型3は、基板側の表面に、パターンを有する中央領域11と一対の第1周辺領域15とを含む。前記中央領域は、x軸に平行な一対の辺とy軸に平行な一対の辺とを含む境界を有する。前記一対の第1周辺領域は、前記中央領域の前記y軸に平行な一対の辺を含み、前記中央領域の外側に配置される。第1周辺領域は、型側マーク7が形成され、インプリント処理のときに型と基板上に形成された基板側マーク6との間に樹脂が充填されない第1領域15aと、型側マークが形成されず、インプリント処理のときに型と基板上に形成された基板側マークとの間に樹脂が充填される第2領域15bとからなる。第2領域は、中央領域の中心を通り前記y軸に平行な直線に対して第1領域と線対称な領域を含む。
(もっと読む)
モールドのエッチング装置
【課題】サブミクロン(1μm以下)のサイズのパターンを持つシームレスモールドを高い生産性・量産性で得ること。
【解決手段】本発明のモールドのエッチング装置は、真空槽中に配置されたスリーブ形状のモールド(15)と、前記真空槽中の前記モールド(15)の表面に対向する位置に配置された円筒形状の対向電極(22)と、を具備し、前記モールド(15)に高周波を印加させ、前記対向電極(22)を接地して前記モールドをエッチング処理するエッチング装置であって、前記エッチング処理の際、前記モールド(15)を回転させないことを特徴とする。
(もっと読む)
樹脂シートの製造方法
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】形状ロールから剥離された連続樹脂シートの、形状が転写された側のシート表面を冷却する冷却工程を備え、シート表面の表面温度が、樹脂のガラス転移温度Tgに対して、(Tg+5)℃〜(Tg+50)℃の範囲であるときに、シート表面を冷却する。これにより、転写型から剥離された後の連続樹脂シートの表面形状を硬化させ、転写された表面形状を好適に維持する。
(もっと読む)
エンボス加工シート、エンボス型、エンボス装置、加工装置、エンボス加工シートの製造方法。
【課題】エンボス加工時における荷重を低減することによりエンボス加工シートの生産効率を改善する。
【解決手段】エンボス加工シート20は、エンボス加工によってシート状の基材80に絵柄95を形成してなる。エンボス加工シート20には、絵柄95の外輪郭に沿って線状に延びる溝85が形成されている、エンボス加工シート。
(もっと読む)
樹脂シートの製造方法、及び形状ロール
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程S1と、形状ロールを用いて転写型を転写する転写工程S2と、を備えた樹脂シート製造方法とする。転写工程S2では、形状ロールの周方向に連続する凹部を形状ロールの長手方向に複数並設し、長手方向において隣り合う凹部間に、幅6μm以上15μm以下の隙間部が形成された転写型を用いて、転写工程を実行する。
(もっと読む)
レジスト現像剤、レジストパターンの形成方法及びモールドの製造方法
【課題】所定の組成を有するレジスト層に対して所望の解像度をもたらしつつも、レジストパターンを形成する際の必要露光量を低減させる。
【解決手段】α−クロロアクリル酸エステルとα−メチルスチレンとの重合体を含むレジスト層にエネルギービームを照射して露光して、現像を行う際に用いられるレジスト現像剤であって、フルオロカーボンを含む溶媒Aと、前記溶媒Aよりも前記レジスト層に対する溶解度が高いメチルイソブチルケトンからなる溶媒Bとを含む。
(もっと読む)
レジスト現像剤、レジストパターンの形成方法及びモールドの製造方法
【課題】所定の組成を有するレジスト層を用いて、所望の解像度を示すレジストパターンを形成する際の必要露光量の低減。
【解決手段】α−クロロアクリル酸エステルとα−メチルスチレンとの重合体を含むレジスト層にエネルギービームを照射して露光して、現像を行う際に用いられるアルコール溶媒Aと、酢酸−n−アミル又は酢酸エチル又はそれらの混合物からなる溶媒Bとを含むレジスト現像剤。
(もっと読む)
レジスト現像剤、レジストパターンの形成方法及びモールドの製造方法
【課題】所定の組成を有するレジスト層に対して所望の解像度をもたらしつつも、レジストパターンを形成する際の必要露光量を低減させる。
【解決手段】α−クロロアクリル酸エステルとα−メチルスチレンとの重合体を含むレジスト層にエネルギービームを照射して露光して、現像を行う際に用いられるレジスト現像剤であって、フルオロカーボンを含む溶媒Aと、前記溶媒Aよりも前記レジスト層に対する溶解度が高いアルコール溶媒Bと、メチルイソブチルケトンからなる溶媒Cとを含む。
(もっと読む)
レジスト現像剤、レジストパターンの形成方法及びモールドの製造方法
【課題】所定の組成を有するレジスト層に対して所望の解像度をもたらしつつも、レジストパターンを形成する際の必要露光量を低減させる。
【解決手段】α−クロロアクリル酸エステルとα−メチルスチレンとの重合体を含むレジスト層にエネルギービームを照射して露光して、現像を行う際に用いられるレジスト現像剤であって、フルオロカーボンを含む溶媒Aと、前記溶媒Aよりも前記レジスト層に対する溶解度が高いアルコール溶媒Bと、酢酸−n−アミル又は酢酸エチル又はそれらの混合物からなる溶媒Cとを含む。
(もっと読む)
レプリカモールド、および微細凹凸構造を表面に有する成形体とその製造方法
【課題】浸透性の高い活性エネルギー線硬化性樹脂組成物を用いて転写を行う場合でも、被転写体から容易に剥離できるレプリカモールド、およびこのレプリカモールドを用いて製造した微細凹凸構造を表面に有する成形体とその製造方法の提供。
【解決手段】本発明のレプリカモールド10は、隣り合う凸部16の平均間隔が400nm以下の微細凹凸構造を表面に有し、前記微細凹凸構造が、硬化後の表面自由エネルギーが39mJ/m2以上である活性エネルギー線硬化性樹脂(α)を(100−Y)質量%と、シリコーンアクリレート(β)をY質量%含む活性エネルギー線硬化性樹脂組成物(I)の硬化物14からなり、前記活性エネルギー線硬化性樹脂(α)の硬化後の表面自由エネルギーをXmJ/m2としたときに、XとYが式(−0.66X+30≦Y(ただし、39≦X<43.4))または(0.2≦Y(ただし、43.4≦X))を満たす。
(もっと読む)
インプリント用型
【課題】 大面積のパターンでも熱膨張の影響を受けにくい型を提供すること。
【解決手段】 樹脂、特に好ましくはインプリント技術により成型可能な樹脂からなり被成形物200に転写するための成型パターン1aを有する成型層1と、樹脂の熱膨張係数より低い材料、例えば金属からなる基層2とを有し、被成形物200の被成形面に対し可撓性を有するフィルム状に形成されるインプリント用型。基層2と成形層1の間に基層2及び成形層1の両方と結合する材料からなる中間層を有していても良い。
(もっと読む)
ナノインプリントモールドの洗浄方法
【課題】ナノインプリント用のメサ型のモールドの洗浄においてモールドの破損を抑制する。
【解決手段】ナノインプリントに使用したレジストの残渣が付着した状態のナノインプリントモールドに施される洗浄方法において、平板状の支持部11と、該支持部の一面にありかつ該一面から所定の高さを有するメサ部12を有するモールド1が凹凸パターン領域R1上にフッ素化合物を含有する離型層14を備えた状態で、上記モールド1を洗浄液に浸漬して超音波洗浄を行う。
(もっと読む)
トレイ向け成形用金型およびトレイの成形方法
【課題】長尺構造物を収納するトレイを成形するのに用いる金型およびトレイの成形方法を提供する。
【解決手段】複数のブロック金型14が装着可能なキャビティを有するベース金型12と、トレイの仕様に応じて選択されて、該キャビティに装着される複数のブロック金型14とを有し、複数のブロック金型はそれぞれ、互いに平行に収納される複数の長尺構造物の矩形収納エリアの短辺の長さに相当する長さを備え、前記キャビティに当接可能な底面と、賦形面を構成する上面とを有し、それぞれ長尺構造物の端部あるいは中間部が収まり可能な大きさを備え、長手方向に互いに所定間隔を隔てた複数の凹部74が設けられ、該複数の凹部74に嵌合可能な複数の入れ駒78は、賦形面を構成する上面を有し、長尺構造物の仕様に応じて、前記複数の入れ駒78および前記複数のブロック金型14の中からを選択して配置されてることを特徴とする。
(もっと読む)
121 - 140 / 1,088
[ Back to top ]