
Fターム[4F202AG26]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010) | 外側・外面(←表面) (185)
Fターム[4F202AG26]に分類される特許
1 - 20 / 185
メタリック樹脂成形における金型装置
【課題】メタリック樹脂を用いた射出成形において、意匠面における不具合の発生を抑制する。
【解決手段】メタリック樹脂成形品の表側に意匠成形面5、及びメタリック樹脂成形品の裏側に非意匠成形面6を有するキャビティ4と、非意匠成形面6に形成されたリブ成形穴7と、リブ成形穴7を閉鎖する閉鎖位置及びリブ成形穴7を開放する開放位置の間で変位可能な可動ピース8と、を備え、キャビティ4に対して溶融樹脂の充填を行う間は可動ピース8を閉鎖位置に駆動し、キャビティ4に対して溶融樹脂が充填された後、可動ピース8を開放位置に駆動する。
(もっと読む)
成形装置、成形品の成形方法及び成形品

【課題】 製造コストの高騰を来たすことなくウエルドラインの発生を防止する。
【解決手段】 所定の位置に固定されたキャビ型と、キャビ型に突き合わされて型締めされることによりゲートを介して溶融樹脂が充填されるキャビティーを形成するコア型と、コア型にキャビ型とコア型の離接方向へ移動自在に支持されると共にキャビティーに充填された溶融樹脂が固化されて成形される成形品に成形孔を形成するコアピンと、キャビ型に離接方向へ移動自在に支持され中心軸がコアピンの中心軸に一致されコアピンとともに成形孔を形成するキャビピンとを備え、キャビティーに溶融樹脂が充填されたときに溶融樹脂の固化前にコアピン又はキャビピンの少なくとも一方が移動されて溶融樹脂に押し付けられ溶融樹脂の一部が圧縮され、コアピンとキャビピンの移動により圧縮された溶融樹脂が切断されて成形孔が形成されるようにした。
(もっと読む)
成形同時転写用金型及び成形同時加飾成形品の製造方法
【課題】成形同時転写成形法とインサート成形法とを組み合わせた射出成形を行う場合の不具合を軽減する。
【解決手段】第1型10及び第2型20は、型締めによって、金属プレート51及び成形樹脂部53のためのキャビティ40を形成する。成形樹脂部53に転写層30bを射出成形時に形成する転写シート30は、第1型10及び第2型20の転写シート配置部P2に配置され、金属プレート51材上に重ねて配置される。転写シート30と成形樹脂部53とに重ねられている金属プレート51の第1領域51aの近傍に設けられ、第1型10及び第2型20は、成形樹脂部53に接するキャビティ40周辺の第2領域Ar3よりも第1領域51aを低い温度に冷却する冷風を通す冷却用溝15及び第2冷却回路20eを有する。
(もっと読む)
樹脂成形体の製造方法
【課題】成形された樹脂成形体に圧着痕など無く、樹脂基材に対して所望の位置に繊維強化樹脂材を配置し、樹脂基材と繊維強化樹脂材との密着強度を確保することができる樹脂成形体の製造方法を提供する。
【解決手段】第1の熱可塑性樹脂52を少なくとも含む樹脂基材52Aに、強化繊維に第2の熱可塑性樹脂が含浸された繊維強化樹脂材51を補強材として配置した樹脂成形体50の製造方法であって、下型3Aに対して入れ子式に配置された可動ピン32を前進させることにより、下型3A内において繊維強化樹脂材51に可動ピン32を貫通させ、可動ピン32が貫通した繊維強化樹脂材51から可動ピン32を引き抜く際に、可動ピン32により成形された繊維強化樹脂材51の貫通孔51aに、溶融した第1の熱可塑性樹脂を導入しながら、前記樹脂基材を成形する。
(もっと読む)
樹脂射出成形品とその射出成形方法
【課題】射出ゲート周辺における強度ムラがより確実に抑制されており、熱負荷に対する耐久性も高い樹脂射出成形品を提供する。
【解決手段】溶融樹脂が射出される射出ゲート22に臨み、該射出ゲート22を中心として同心状に形成された、他の部位より厚肉な凸部11を有する樹脂射出成形品であって、凸部22の周壁は末広がりな斜面となっており、凸部22の周壁のうち少なくとも裾部が、周壁全体が平坦斜面である場合よりも外方へ拡がるように湾曲した曲面部とされている。曲面部の曲率半径は、0より大きく凸部22の高さ以下とする。
(もっと読む)
樹脂成形品
【課題】 放熱性を付与するための加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 電気配線用金属部材1の一部1Aを第1熱可塑性樹脂2からなる第1樹脂成形部3内に直接埋設し、さらに、第1樹脂成形部3の一部を第1熱可塑性樹脂より熱伝導率の低い第2熱可塑性樹脂からなる第2樹脂成形部9内に埋設して、電気配線用金属部材1、第1樹脂成形部3及び第2樹脂成形部9を一体化する。第1樹脂成形部3は第2樹脂成形部9に埋設されずに外部に露出した箇所を有し、当該箇所の露出表面3Bから電気配線用金属部材1に至るまでの第1熱可塑性樹脂により形成された熱可塑性樹脂層3Aの厚みtを0.4〜1mmとする。
(もっと読む)
光沢面を有するキャビネット及び表示装置
【課題】凸形状の刻印を付したムラのない光沢面を有するキャビネットを提供する。
【解決手段】光沢面を有するキャビネット10は、前記光沢面に凸形状の刻印30を付して構成される。前記キャビネット10は、金型40に逆柄の刻印41を凹設した金型を用いて成形することができる。
(もっと読む)
射出成形機
【課題】透過する光を拡散して輝度むらを防止できるLED照明ハウジングを成形することができ、かつ、LED照明ハウジングが完全に硬化する前に金型を開いた場合でも該LED照明ハウジングが変形する事を防止できる射出成形機を提供する。
【解決手段】LED照明ハウジングを成形する射出成形機1は、断面コ字状に形成された固定金型2と、固定金型2と嵌め合わされる移動金型3と、移動金型3を固定金型2に対して接離させる駆動機構6と、固定金型2と移動金型3とが嵌め合わされた際に構成されるキャビティ12に溶融状態の樹脂を射出する材料供給機構10と、を備えている。また、固定金型2の底面20には、前記LED照明ハウジングの外表面に多面体形状のレンズカット部を形成して該LED照明ハウジングを透過する光を拡散させるために、複数の凹凸21が設けられている。
(もっと読む)
導光型装飾樹脂成型品およびその製造方法
【課題】 製品の外観上を美しく保ち、かつ、内部に配置された光源からの意図しない光の漏洩を防止することができる導光型装飾樹脂成型品およびその製造方法を提供する。
【解決手段】 導光型装飾樹脂成型品1は、1次側樹脂層として透光性を有する板状に形成された透光性樹脂層4と、2次側樹脂層としてその透光性樹脂層4の裏面側に一体的に形成され、光が透光性樹脂層4の裏面側へ漏洩することを防止する不透光性を有する不透光性樹脂層5と、透光性樹脂の外面を、光を漏洩させる領域を除いて被覆するように形成されて装飾意匠面を構成し、その光を漏洩させる領域以外の領域からの光の漏洩を防止する不透光性のものとされ、かつ先端部6が不透光性樹脂層5の側へ回り込むように位置する不透光性のシート材3と、を備える。不透光性のシート材3は、その先端部6が不透光性樹脂層5とオーバーラップする形態で、その不透光性樹脂層5と共に透光性樹脂層4を外側から囲い込む。
(もっと読む)
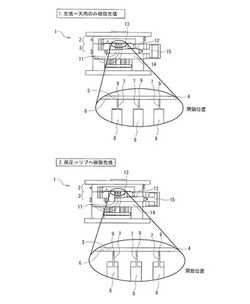
金型装置
【課題】本体部及び補強リブの成形不良の発生を抑制した樹脂成形品を成形することができる金型装置を提供する。
【解決手段】この課題を解決するために、金型装置は本体部21裏面に補強リブ29を備えた樹脂成形品20を熱硬化性の樹脂で成形する装置であり、注型用のキャビティ4を形成する型部1と、キャビティ4内に樹脂を充填する充填手段と、キャビティ4内の樹脂を表面側から先に加熱する加熱手段と、キャビティ4内の樹脂に成形圧を付与する加圧手段と、を備え、キャビティ4が本体部21形成用の本体キャビティ部5と補強リブ29形成用のリブキャビティ部6とからなり、加圧手段が、型部1を押す第1加圧部8と、リブキャビティ部6内の樹脂を押す第2加圧部10と、を有するものとした。
(もっと読む)
タイヤ加硫方法
【課題】割モールドの間に未加硫タイヤの一部のゴムが入り込むのを容易に防止できるタイヤ加硫方法を提供する。
【解決手段】未加硫タイヤ12のトレッド表面12Aにおける中型22の分割位置となる部位に凹部44を形成し、この未加硫タイヤ12を凹部44の位置が中型22の分割位置となるように金型14内に配置する。その後、ブラダーユニット16のブラダー34を加熱蒸気によって膨張させて未加硫タイヤ12の内面を加圧することにより、トレッド表面12Aを金型14に押し付け加硫成形する。
(もっと読む)
スパイクタイヤ用加硫金型およびスパイクタイヤ
【課題】型抜きに起因してスパイクピン打込み孔を形成する突起部によってスパイクピン打込み孔の周囲にクラックが形成されるのを防止する。
【解決手段】スパイクタイヤ用加硫金型1は、複数個のセクターモールド2によって円環モールド3を形成してなる。セクターモールド2に配設された突起部10は、先端側部分10bに基端側部分10aに比べて径の大きい膨出部11を有する。突起部10のうち、ラジアル線m上の位置から離れた位置にある突起部10の先端側部分10bの膨出部11は、円環モールド3の周方向断面で見て、ラジアル線mを含む平面に近い側の外面部分である第1外面部分11aと、平面から遠い側の外面部分である第2外面部分11bとで構成され、第1外面部分11aから突起部10の軸線sまでの距離である第1膨出距離X1、X2、・・・、Xnが、第2外面部分11bから突起部10の軸線sまでの距離である第2膨出距離Y1、Y2、・・・、Ynよりも小さい。
(もっと読む)
更生タイヤ製造方法
【課題】タイヤサイドに乱流発生用凹凸部を有する更生グリーンタイヤを、乱流発生用凹凸部の変形を抑制しつつ更生して更生タイヤを製造する更生タイヤ製造方法を提供する。
【解決手段】本発明に係る更生タイヤ製造方法は、タイヤサイドに乱流発生用凹凸部を有し、かつ突部の高さをHa、ピッチをPa、幅をWaとしたときに、1.0≦Pa/Ha≦50.0、且つ1.0≦(Pa−Wa)/Wa≦100.0の関係を満足する更生グリーンタイヤを、突部が挿入される凹み部を備える更生用モールドを使用して更生タイヤを製造する方法であって、更生用モールドの凹み部の深さをHb、ピッチをPb、幅をWbとしたときに、Hb>=1.3Ha、Wb>=1.3Wa、Pb=Paの関係を満足する更生用モールドを使用する加硫工程を含む。
(もっと読む)
カバー部材
【課題】比較的大型となる電子機器の筐体に適用する場合にも、成形コストの低減を図ること。
【解決手段】電子部品Eを搭載したベース部材10を覆うことにより、ベース部材10との間に電子部品Eを収容するための筐体1を構成するカバー部材20であって、予め基準壁部21に開口21Aaを設けた状態で射出成形した枠部21Aと、基準壁部21の開口21Aaを覆う態様で枠部21Aに取り付けた蓋部21Bとを備えてカバー部材20を構成している。
(もっと読む)
空気入りタイヤに文字列を表示する方法
【課題】タイヤのサイドウォール部の文字列表示領域の大きさの如何にかかわらず、その領域に表示される文字列の優れた視認性を十分に確保することができる空気入りタイヤに文字列を表示する方法を提供する。
【解決手段】文字列表示領域内に、複数の文字を含む文字列を表示する方法であって、文字列を任意に変倍する変倍工程S1と、変倍後の文字列が所定条件を満たしているか否かを判別する判別工程S2と、文字列が所定条件を満たしていない場合、所定条件を満たすように変倍後の文字列の縦方向と横方向の変倍率とをそれぞれ独立に調整する調整工程S3と、変倍後または調整後の所定条件を満たした文字列を、文字列表示領域内に表示する表示工程S4とを有する。
(もっと読む)
マイクロレンズシートの成形型の製造方法、マイクロレンズシートの成形型及びマイクロレンズシート
【課題】非対称の形状をしたレンズを有するマイクロレンズシートの製造に用いられる成形型を製造する方法を提供する。
【解決手段】
母材51にレジストを塗布して、マスク65を形成する(ステップS2)。マスク65に形成される開口66の形状を設定する形状設定工程が行われる(ステップS3)。レーザが、設定された形状に基づいてマスク65に照射され、複数の開口66がマスク65に形成される(ステップS4,S5)。ステップS3において設定される開口66は、仮想分割線66yにより分割される第1領域66R及び第2領域66Lを有する。仮想分割線66yは、開口66を線対称に分割する仮想二等分線66xに直交する。第1領域66Rの面積は、第2領域66Lの面積よりも小さい。第1領域66Rにおけるエッチング速度が、第2領域66Lにおけるエッチング速度よりも小さくなるため、左右非対称の凹部62が、銅めっき層64に形成される。
(もっと読む)
アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法
【課題】本発明は、アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法に関する。
【解決手段】本発明の一実施例によるアンテナパターンが埋め込まれる電子装置ケースは、金属薄板で形成されるアンテナパターン部を含む放射部が一面に露出するように射出成形される放射体フレームと、上記放射体フレームの上部に射出成形され、上記放射部が上記放射体フレームとの間に埋め込まれるようにするケースフレームと、上記放射体フレームと上記ケースフレームとの境界をなし、上記ケースフレームの内側に凹溝に形成される境界部と、を含むことができる。
(もっと読む)
モールドの製造方法
【課題】表面に小面積の微細凹凸構造を有する金型を用いたモールドの製造方法において、バッチ式での賦型・転写により表面平坦性が高い大面積モールドを製造可能なモールドの製造方法を提供すること。
【解決手段】金型32の微細凹凸部33に光硬化性樹脂を充填した後に、微細凹凸部の領域よりも相似的に縮小した開口部37aを有するマスク37を用い、微細凹凸部32の中心と開口部37aの中心とを概略一致させて、露光・硬化して微細凹凸構造部36を形成する第1転写工程と、前工程で形成した微細凹凸構造部36の端部に微細凹凸部32の境界33aが隣接するように金型32を配置した後に、微細凹凸部33の領域よりも相似的に縮小した開口部42aを有するマスク42を用い、微細凹凸部33の中心と開口部42aの中心とを概略一致させて、露光・硬化して微細凹凸構造部43を形成する第2転写工程と、を具備した。
(もっと読む)
加飾合成樹脂成形品
【課題】 本発明は、インサートラベルによる加飾法に多様な質感、さらには深みのある立体的な視覚効果を付与することを技術課題とするものであり、インサートラベルにより高度にアイキャッチ効果が発揮される合成樹脂成形品を提供することを目的とする。
【解決手段】 インサート材としてインサートラベルを成形金型のキャビティ面に配設した状態でインサート成形され、このインサートラベルにより表面を加飾した合成樹脂成形品において、インサートラベルは合成樹脂製フィルムを基材層としたものとし、この基材層の表面側に、キャビティ面の中に粗面化加工により形成され粗面化領域の微細な凹凸構造が、インサート成形と同時に転写された粗面転写領域を有する構成とする。
(もっと読む)
金型への転写部材取付け構造
【課題】金型の成形面に取付けた転写部材の剥離を抑制し、金型の耐久性を向上させる。
【解決手段】成形面3に凹部5を形成し、この凹部5に転写部材4を嵌め込む。また、この凹部5の深さを、転写部材4の厚みと同一にすることで、成形面3と転写部材4の表面とをフラット(面一)にする。また、凹部5において、側面5aの少なくとも一部、又は底面5bの少なくとも一部には、アンダーカット形状を形成する。さらに、転写部材4を熱硬化性樹脂や光硬化性樹脂で形成し、これを凹部5に嵌め込んでから硬化させる。
(もっと読む)
1 - 20 / 185
[ Back to top ]