
Fターム[4F202AH48]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 建築設備 (142) | 内装(←天井、床、壁、間仕切) (35)
Fターム[4F202AH48]に分類される特許
1 - 20 / 35
成形品
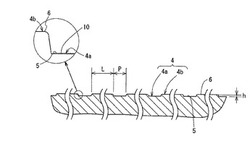
【課題】擦過損傷を形成されにくくする。
【解決手段】表面3aに周期的に形成された凹凸4の凹部4a底面に、シボ面からなる外装面5が設けられている。
(もっと読む)
樹脂成形体およびその製造方法

【課題】床材、壁材、柱、間柱、根太、または構造用合板に従来のねじを用いて容易かつ確実に弛み無く固定できる発泡体を内装した樹脂成形体およびその製造方法を提供する。
【解決手段】樹脂成形体100は発泡体122を内装している。発泡体122にはその厚み方向に中空孔を有するねじ受け材125が挿入されている。該ねじ受け材の中空孔105には内面に突出する段部103を有する。該ねじ受け材は、該樹脂成形体の表面材を成す一方の樹脂壁内面と他方の樹脂壁内面に溶着するフランジ104を両端に備える。該ねじ受け材は、略円筒状の胴部を有しており、胴部には放射状に突出した回転止めが形成されている。
(もっと読む)
成型用金型および成形品の成形方法
【課題】共通の第1型体および第2型体を用いるとともに、得られた成形品の意匠面に継ぎ目線を生じることなく、異なる幅寸法の成形品を製造することのできる成型用金型が望まれている。
【解決手段】成型用金型1は、型閉めすることで合成樹脂成形用のキャビティCを形成可能な内面をそれぞれ有する第1型体2および第2型体3と、キャビティC内で第1型体2に着脱可能に取り付けられる第1型用入子6と、キャビティC内で第2型体に着脱可能に取り付けられる第2型用入子とを有して成る成型用金型において、第1型体2は、成形品Pの意匠面PAを成形するための意匠面用キャビティ面CAが製品最大幅寸法Lxで面一に形成され、第2型体3は、成形品Pの意匠面PAと反対側の裏面PBを成形するための裏面用キャビティ面CBが製品最小幅寸法Lmで形成されている。
(もっと読む)
インナーリブを備えた樹脂積層板の製造方法
【課題】インナーリブを備えた樹脂積層板の提供。
【解決手段】スライドコア300を設けた一対の金型の間に、熱可塑性樹脂製シートP1、P2を位置決めする段階と、熱可塑性樹脂製シートP1と一方の金型のキャビティとの間に密閉空間を形成する段階と、密閉空間を吸引しつつ、他方の金型に向かってスライドコア300を突出させることにより、熱可塑性樹脂製シートP1を賦形するとともに、シートの一部を他方の金型に向かってU字状に突き出す段階と、熱可塑性樹脂製シートを他方の熱可塑性樹脂製シートに溶着させる段階と、熱可塑性樹脂製シートの周縁同士を溶着して、2枚の熱可塑性樹脂製シートの内部に密閉部280を形成する段階と、スライドコア300を引っ込めることにより、U字状に突き出された熱可塑性樹脂製シートの内面同士を互いに対向させる段階と、対向内面同士を溶着させて、インナーリブを形成する段階とを有する樹脂積層板の製造方法。
(もっと読む)
薄板樹脂製パネルおよびその製造方法
【課題】発泡樹脂製芯材シートと表皮材シートとの接着性を確保するとともに、金属製補強板の厚み方向の固定を可能とする薄板樹脂製パネルおよびその製造方法の提供。
【解決手段】内表面120同士を合わせることにより内部空間を形成する複数の発泡樹脂製芯材シート122と、該複数の発泡樹脂製芯材シート122それぞれの外表面123全体に接着された表皮材シート124と、内部空間に保持された金属製補強板125とを有し、複数の発泡樹脂製芯材シート122の一方は、内表面120に凸部130を有し、複数の発泡樹脂製芯材シート122の他方は、内表面120に、凸部130と相補形状の凹部131を有し、凸部130が凹部131に嵌合することにより、複数の発泡樹脂製芯材シート122により金属製補強板125を挟み込み、厚み方向に固定することを特徴とする薄板樹脂製パネル100。
(もっと読む)
カウンタートップとその成形金型及び製造方法
【課題】 接着工程を行わなくてもサイドカバー7付きのカウンタートップ1を得られるようにする。
【解決手段】 本発明は、人工大理石よりなるカウンタートップ1に関する。このカウンタートップ1は、幅方向寸法が前後方向寸法よりも大きいプレート本体2と、プレート本体2の前端縁から下方に延びるフロントカバー3と、プレート本体2の後端縁から上方に延びるバックカバー4と、を一体に備える。また、プレート本体2の左右両端縁から下方に延びてフロントカバー3と同じレベルの下端面を有する左右一対のサイドカバー7が、プレート本体2、フロントカバー3及びバックカバー4に一体に形成され、プレート本体2の裏面における幅方向中途部に、サイドカバー7と同じ側面形状の中間リブ8が一体に形成されている。
(もっと読む)
フロアマット用金型
【課題】フロアマットの形態の変化や繊維基材の厚みのバラツキに影響されずに、安定かつ確実に、樹脂側にスパイクないし貫通孔を形成できるフロアマット用金型を提供する。
【解決手段】下金型2の受圧面上に繊維基材C及び溶融樹脂Lを積層して載置し、上金型4の押圧面で溶融樹脂Lを押圧して繊維基材Cと溶融樹脂Lとを圧着すると共に押圧面に設けた複数の有底穴及び貫通ピンPにより溶融樹脂Lの表面に複数のスパイク及び貫通孔を形成するフロアマット用金型1であって、上金型4の押圧面K2に、貫通ピンPを突設した第一コマ部材18及び有底穴を設けた第二コマ部材24がそれぞれ交換可能に装着される。
(もっと読む)
樹脂成形品、床暖房用パネル及び成形金型
【課題】 樹脂成形品にバリが形成された状態であってもバリの影響を受けることなく、樹脂成形品(床暖房用パネル)を隙間なく密着させることができ、また、バリの影響によって樹脂成形品が浮き上がってしまうのを防止することができる樹脂成形品及び該樹脂成形品からなる床暖房用パネルを提供すると共に、これらを成形する成形金型を提供することを課題とする。
【解決手段】 複数の金型片に分割可能に構成された成形金型によって成形される樹脂成形品であって、周端部の少なくとも一部から延出するようにバリが形成される本体部と、該本体部の周端部よりも内側の領域から突出するように形成された突出部とを備え、該突出部よりも外側の領域の本体部と該突出部との間に前記バリが収容される収容部が形成されることを特徴とする。
(もっと読む)
ダクトの製造方法およびダクト
【課題】成形不良の発生防止およびコストダウンを可能としたダクトの製造方法と、剛性向上が図られたダクトを提供する。
【解決手段】ダクトは、屈曲部における曲がりの外側をなす外周ダクト半体30と、該屈曲部における曲がりの内側をなす内周ダクト半体40とに分割して形成する。外周ダクト半体30は、第1外周壁31Bおよび第2外周壁31Cを外周屈曲部31Aと反対に凸となるよう折曲げた状態で、発泡樹脂シートから成形する。内周ダクト半体40は、第1内周壁41Bおよび第2内周壁41Cを内周屈曲部41Aと反対に凸となるよう折曲げた状態で、発泡樹脂シートから成形する。外周ダクト半体30および第2ダクト半体40を、折曲げた第1外周壁31B、第2外周壁31C、第1内周壁41Bおよび第2内周壁41Cを夫々伸ばしたもとで接合する。
(もっと読む)
マスキング治具およびマスキング方法
【課題】塗布領域とマスキング治具の間で塗料が連続的に形成されることを抑制し、樹脂成形品の外観品質の低下を抑えることが可能なマスキング治具およびマスキング方法を提供する。
【解決手段】金型または製品の塗布領域S1とマスク領域S2との境界付近で塗布領域S1から落ち込んでマスク領域S2となる段差部7が形成された金型または製品の、前記境界付近に配置されるマスキング治具であり、前記段差部7の縦壁面26に対面する立上り部38と、前記塗布領域S1を間隔Xを隔てて覆うように前記立上り部38から張り出す張り出し部39と、を有している。
(もっと読む)
断熱ボード及びその成形金型
【課題】 発泡樹脂層の厚みを薄く成形した場合であっても、薄肉部に破損等の不良が発生するのを抑制することができる断熱ボードを提供することを課題とすると共に、前記断熱ボードの製造に用いる成形金型を提供することを課題とする。
【解決手段】 発熱体を嵌め込み可能に構成された嵌込凹部が一方の面に形成された発泡樹脂層を備える断熱ボードであって、前記嵌込凹部が形成されて発泡樹脂層の厚みが薄くなった薄肉部を補強する補強シートが少なくとも薄肉部に対応する領域に積層されていることを特徴とする断熱ボード。
(もっと読む)
型として発泡体を使用するアクリルポリマーの熱成形方法、およびそれから成形された製品
本発明は、アクリルポリマー含有シートを型内で加熱することにより熱成形する方法であって、型が(a)加熱されたシートと接触すると劣化する発泡体と、(b)発泡体の劣化を防止するため、シートと発泡体の間に配置される遮熱材とを含む方法に関する。多くの用途では、得られた製品は発泡体を除去せずに使用可能である。また、発泡体は、長距離輸送の際などにアクリルシートを保護する役割を担うことができる。本発明は、また、多層製品に関する。 (もっと読む)
熱硬化性樹脂成形品およびその製造方法
【課題】厚肉部の内部に生じるひずみやクラックを抑制することができる熱硬化性樹脂成形品と、その製造方法とを提供する。
【解決手段】熱硬化性樹脂成形品10では、肉厚が比較的薄い薄肉部10bの厚みをS(1〜30mm)とすると、厚肉部10aの厚みは、たとえば1.2S〜20Sとされる。そして、厚肉部10aでは、ガラス繊維含有量が30〜80wt%程度のSMC(a)1が中心部に積層され、その中心部を取り囲むように、ガラス繊維含有量が10〜40wt%のSMC(b)2が周辺部に積層されて成形されている。
(もっと読む)
射出発泡体の製造方法
【課題】簡単な構成で外観不良を防止できる射出発泡体の製造方法を提供する。
【解決手段】樹脂と発泡材料と溶融混練した混合物を、金型のランナの断面積の20%以上250%以下の断面積に設計したサイドゲート145を介して、型締した金型のキャビティ144内に充填し、コアバックにより発泡させる。ゲートの位置の融通性があるサイドケートによりゲートマークが外観に現れず、ランナ143からゲートを介してキャビティに円滑に注入する状態となり、気泡によるスワールマークやあばたなどの発生を防止できる。サイドゲートの形状を所定の形状に設定する簡単な構成で、発生する気泡による痕跡が残らないように金型を加熱する必要もなく、外観が良好な射出発泡体を提供できる。
(もっと読む)
射出成型用金型、及びその金型によるハウジングの製造方法
【課題】本発明は、加工工程が簡単で、ハウジングの製造コストが低い射出成型用金型を提供すると共に、その射出成型用金型によるハウジングの製造方法を提供する。
【解決手段】本発明の射出成型用金型は、雌型と、前記雌型に対応する雄型と、を備え、前記雌型及び前記雄型の一方に切断部が突設され、他の一方に前記切断部を収納する収納穴が開設されている。
(もっと読む)
表皮材インサート成形装置および成形方法
【課題】固定型の構造の簡素化を図ることを可能とし、これにより、金型製作日数の短縮および製作コスト削減を可能とする表皮材インサート成形装置を提供すること。
【解決手段】固定型3のキャビティ面31から先端が突出されて、キャビティ空間に樹脂を射出可能に固定型3に設けられたノズル61と、可動型4に設けられ、コア面41から樹脂成形品を離反させるべくコア面41から突出する方向に移動可能な押出部材72を備えた製品押出装置7と、可動型4のコア面41から突出され、型締め時にキャビティ面31に沿って配置された表皮材1においてノズル61を挿通可能に形成されたノズル挿通穴11の周囲を押圧可能に形成されているとともに、ノズル61から射出される樹脂のノズル外周方向への移動を許容可能に形成された表皮押えピン43と、を備えていることを特徴とする表皮材インサート成型装置とした。
(もっと読む)
樹脂成形品の成形方法、および樹脂成形品の成形装置
【課題】予め形成した塗膜の剥離や浮き上がりの発生を抑え、樹脂成型品の外観品質の低下を防止し得る、樹脂成形品の成形方法、および樹脂成形品の成形装置を提供する。
【解決手段】樹脂成形品の成形装置10は、キャビティ31を形成するための成形面23、24が形成された相対的に開閉自在な下型21および上型22と、下型における成形面に隣接して配置され型開閉方向に移動自在なスライドブロック70と、溶融樹脂材料の流入口となるゲート32と、塗料を塗布して塗膜56を形成する塗布手段と、キャビティ内に溶融樹脂材料を注入する注入手段と、を有している。上下型の型締めに連動して、スライドブロックに接する塗膜の端部56aを、スライドブロックと下型との間に挟み込む。この状態で、キャビティ内に溶融樹脂材料66を注入し、上下型内において塗膜と一体化した樹脂成形品を成形する。
(もっと読む)
インサート加飾成形品の製造方法
【課題】連続した2種以上の絵柄を付した、絵柄の境界部分から樹脂色が見えない意匠性の高いインサート加飾成形品の製造方法を提供すること。
【解決手段】2種以上の加飾シートを真空成形する真空成形工程と、真空成形された加飾シートの少なくとも2種を並べて雌金型に配し、該加飾シートに成形樹脂を射出する射出工程とを含むインサート加飾成形品の製造方法であって、隣接する加飾シートを隔てる雌金型の凸部の上底部の長さが成形樹脂の肉厚の10〜75%であり、半値幅の長さが該上底部の長さに対して1〜5倍の長さであり、前記隣接する加飾シートの互いに近接する端部が、該雌金型の凸部の側面に位置し、該凸部の先端より先に突出していないことを特徴とするインサート加飾成形品の製造方法である。
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品
【課題】本発明は、液状樹脂を使用してモデル型、FRP型、及び成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れる成形品の製造方法及びこの製造方法により作製した成形品を提供することを目的とする。
【解決手段】本発明は、モデル型の織り目模様を施す表面の上にモデルとなる織物を載せ、この織物に硬化剤を配合した液状樹脂を含浸させた後、前記織物の織り目模様が浮き出るように、織り目に残る前記液状樹脂の量を調整し、この織物を硬化させてモデル型を作製する工程と、このモデル型から反転してFRP型を作製する工程と、このFRP型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
パネル体及びそのパネル体の製造方法
【課題】樹脂製の表壁と裏壁とを有し、該表壁と裏壁の端縁部が一体に固着されて内部が中空に形成された二重壁構造のパネル体において、表壁のコーナー部の見栄えを向上させる。
【解決手段】パネル体1のコーナー部外縁7,7A,7B,7Cの近傍の裏壁3の部分が表壁2側へ押し潰されて、該裏壁3の部分が表壁2に一体化されている押し潰し部8,8A,8B,8Cが、パネル体1のコーナー部外縁7,7A,7B,7Cに沿って形成され、該押し潰し部8,8A,8B,8Cと前記コーナー部外縁7,7A,7B,7Cとの間に、押し潰し部の底面に対して立ち上がった立上壁10が形成されている。
(もっと読む)
1 - 20 / 35
[ Back to top ]