
Fターム[4F202AK02]の内容
プラスチック等の成形用の型 (108,678) | 加熱冷却手段の具体的な特徴 (980) | 冷媒の特徴 (159)
Fターム[4F202AK02]に分類される特許
61 - 80 / 159
カテーテル及びその製造
カテーテルは長手方向に延びる本体を含み、同本体は基端及び先端を有するとともに、基端から本体を貫通して先端まで長手方向に延びるとともに折り返して基端まで戻る少なくとも一つの内腔を定義する。例えばガリスタンのようなガリウムとインジウムとの合金である液体金属は内腔に配置される。別の態様において、カテーテルは第一及び第二の内腔を定義する長手方向に延びる本体を含む。電気的に駆動される装置が本体の先端に連結され、第一及び第二の内腔と電気的に連通する。電源が第一及び第二の内腔と電気的に連通し、液体金属が第一及び第二の内腔に配置され、電源と電気的に駆動される装置との間に導電管を提供する。各内腔は本体の基端から先端まで、そして再び基端に戻るループであり得る。 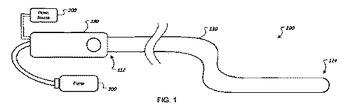 (もっと読む)
(もっと読む)
プラスチック成形機の温調システム
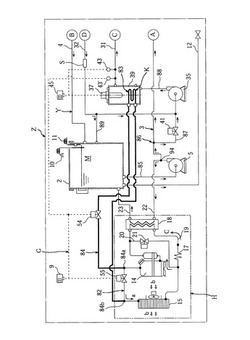
【課題】従来の冷却塔を必要とせず、省エネルギー化を図り得るプラスチック成形機用の温調システムを提供する。
【解決手段】熱媒体としての液体Mを所定温度に調整してプラスチック成形機に供給する温調システムであって、空冷式冷凍ユニットHのコンプレッサ14の廃熱を利用する液体加熱手段Kを備えている。
(もっと読む)
微小パターン転写装置及び微小パターン転写方法

【課題】薄型基板への微小ピット転写をより高速かつ精密に行う微小パターン転写装置を提供する。
【解決手段】第1冶具(102)、スタンパ(100)、熱可塑性シート(104)及び第2冶具(104)をこの順で重ねた積層体を、重なり方向において加熱及び加圧し、前記スタンパに刻まれた微小パターンを前記熱可塑性シート上に転写する微小パターン転写装置であって、前記第1冶具、前記スタンパ及び前記第2冶具の外径が前記熱可塑性シートの外径より大きく、前記第2冶具の加熱及び加圧を受ける面の外周部の高さが内周部の高さより高くなるようにすることで、外周部において加わる転写圧力が大きくなり、外周部の熱容量が大きくなり、より均一な加熱加圧を行うことができるようにした。
(もっと読む)
光学素子成形装置
【課題】
一度の成形で複数の光学素子の成形が可能でありながら、型の調整が容易であり、また型の調整の適否を迅速に判断できる光学素子成形装置を提供する。
【解決手段】
回転ステージ22と、回転ステージ22上に載置されたy方向移動ステージ23と、y方向移動ステージ23上に載置されたx方向ステージ24とを用いて、第1の型保持部材12と第2の型保持部材(x方向ステージ22)との相対位置調整を行うことで、複数の型における個々の芯合わせを行う際に、調整可能な可能な範囲内に収まるようにでき、それにより調整をより効率的に行うことができる。
(もっと読む)
ロータリ式射出成形機
【課題】金型の温度を早く所望の温度にし得るロータリ式射出成形機を提供する。
【解決手段】回転体2と、回転体2を回転可能に支持する支持体3と、温調液路を有するロータリ式射出成形機1であって、温調液路は、回転体2に設けられ開口部2e1,2e2,2f1,2f2を有する回転体側液路2e,2fと、支持体3に設けられ開口部3b1〜3e1を有する一次液路3b,3cと二次液路3d,3eを備えている。開口部3b1,3c1,3d1,3e1は、回転体側液路2e,2fの開口部2e1,2e2,2f1,2f2が回転する円周上に位置している。支持体3には、前記円周上に所定の長さで円弧状に延出しかつ開口部3b1〜3e1が開口される円弧溝3f〜3iが形成され、回転体側液路2e,2fが回転体2の回転時に円弧溝3f〜3iを介して一次液路3b,3cと二次液路3d,3eと連通しつつ回転する。
(もっと読む)
射出成形方法及び射出成形装置
【課題】成形品の変形や転写ムラを極力無くして、成形時間の短縮を図ること。
【解決手段】雌金型部6の熱媒体通路12内に蒸気を供給して、雌金型部6のキャビティ形成面側を加熱して昇温を開始させ、型閉めする。そして、このキャビティ形成面側が所定温度となると昇温を停止し、溶融した合成樹脂Jを所定量キャビティS内に射出する。その後、加圧ガスを合成樹脂J裏面と雄金型部27のキャビティ形成面との間に注入し、キャビティ形成面へ押し付けて保圧する。この保圧を行いつつ、熱媒体通路12内に冷却水の供給を開始し、雌金型部6表面の合成樹脂を硬化させる。ある程度硬化したら、加圧の注入を停止すると共に加圧ガスを装置外へ排出し、前記加圧ガスの装置外への排出を終えたら、合成樹脂裏面と雄金型部27のキャビティ形成面との間に冷気を注入する。そして、取り出すのに十分なほど合成樹脂が固化したら、型開きする。
(もっと読む)
射出成形機の横型型締装置
【課題】
プラテンを支持部材によって機台上に支持した射出成形機の横型型締装置において、熱膨張に因るプラテンの中心高さの位置ずれを防止することが望まれる。
【解決手段】
本発明の射出成形機の型締装置は、固定プラテンをその中心高さの位置でその中心に関して対称に機台上に支持する固定支持部材と、その機台上面に敷設されたガイドレール上を移動する直動軸受と、その直動軸受上に案内して可動プラテンをその中心高さの位置でその中心に関して対称に支持する可動支持部材と、そして、それらの支持部材に設けた、プラテン温度に因る熱膨張を抑える熱膨張抑制手段とを含むように構成される。その熱膨張抑制手段には、断熱材、遮熱材、透孔、ファン、あるいは低熱膨張率の材料などを含む構成が採用される。また、その熱膨張抑制手段には、温度センサと温度制御手段とを支持部材に設けて、支持部材間の温度差を抑える構成が採用されても良い。
(もっと読む)
熱可塑性樹脂発泡体の成形方法、及び成形装置
【課題】超臨界発泡成形の冷却時間を短縮する。
【解決手段】熱可塑性樹脂材料供給手段(1)と、スクリューシリンダー(3)と、炭酸ガス供給手段(4)と、炭酸ガス供給手段(4)からの炭酸ガスを超臨界状態にするための炭酸ガス超臨界化手段(10)と、超臨界状態の炭酸ガスをスクリューシリンダー(3)内に注入して溶融した熱可塑性樹脂材料に溶かし込むための超臨界炭酸ガス導入手段(5)と、超臨界状態の炭酸ガスを溶かし込んだ溶融熱可塑性樹脂材料を射出させて微細に発泡した熱可塑性樹脂発泡体を成型するためのキャビティ(6)を含む金型手段(7)と、炭酸ガス供給手段(4)からの炭酸ガスを断熱膨張させてドライアイスを発生させるためのドライアイス発生手段を含み、ドライアイスにより金型手段(7)内での熱可塑性樹脂発泡体の冷却の少なくとも一部を行なう冷却手段(8)を備えた熱可塑性樹脂発泡体の成形装置等を提供する。
(もっと読む)
射出成形金型、射出成形品の製造方法、および射出成形品
【課題】薄肉で高い精度を必要とする射出成形品であっても、転写精度の高い射出成形をすることができる射出成形金型、射出成形品の製造方法、および射出成形品を提供する。
【解決手段】第1の金型と、前記第1の金型と協働してキャビティを形成する第2の金型と、前記キャビティ内に溶融樹脂を充填する流路であるランナと、前記ランナの前記キャビティが形成される側に設けられ、前記ランナよりも流路断面積の小さい狭隘部と、前記狭隘部の温度を調整可能とする温度調整手段と、前記狭隘部の前記キャビティが形成される側に設けられ、前記溶融樹脂の流速を減速させる流速調整部と、を備えたこと、を特徴とする射出成形金型が提供される。
(もっと読む)
金型温度調節装置及び金型温度調節装置用冷却ユニット
【課題】シリカやマグネシウム等のスケールの付着状況が把握し易く、洗浄メンテナンスが容易な金型温度調節装置及び金型温度調節装置用冷却ユニットを提供する。
【解決手段】加熱器10と冷却器6とを備え、上記加熱器及び上記冷却器によって温度調整された温調媒体が循環流通する温調媒体循環路に連結付加して、成型金型の温度を調節制御するようにした金型温度調節装置Aであって、上記加熱器は金型温度調節装置本体の内部に設けるとともに、前記冷却器は、該金型温度調節装置本体の外部に設けた構成とし、上記冷却器は、上記温調媒体が流通する冷却管61aを有し、上記金型温度調節装置本体に接続連結される本体部61と、上記冷却管を冷却水に浸漬して冷却するための冷却水タンク62とを備えていることを特徴とする
(もっと読む)
成形用金型の温度制御方法及び温度制御装置
【課題】急速な加熱冷却制御系統の構造が簡単で、設備設置スペースが小さく、コストが安価で、また、生産性が高く、且つ安定性の高い金型温度制御方法を提供する。
【解決手段】金型キャビティ12内に可塑化樹脂を射出成形する前の金型11の温度を急速に上昇させ、射出後、固化温度以下まで冷却する方法であって、加熱開始時は熱媒に水蒸気を使用し、金型温度が所定の温度に達した時点で、または、加熱開始から所定時間経過後、熱媒を成形時の金型11の設定温度以上の高温水に切り換えて金型温度を設定温度に上昇させた後、高温水の供給を止め、冷却水に切り換えて樹脂の固化温度以下まで冷却する。
(もっと読む)
分子二軸延伸プラスチックパイプの生産のための装置および方法
本装置は、中央本体(14)ならびに前記中央本体(14)の対向する側面に接続された第1のヘッド(1)および第2のヘッド(17)によって形成された金型(1、17、14)から構成されるとともに、前記装置は、前記金型(1、17、14)の内部で軸を中心とする剛性有孔ガイド(5)を有する。この剛性有孔ガイド(5)上にブランクパイプ(10)が長手方向に結合される。このガイド(5)は、前記ブランクパイプ(10)と前記金型(1、17、14)との間での熱交換なしに前記金型(1、17、14)の内壁に対して前記ブランクパイプ(10)の拡張を引き起こす拡張流体(18)が中を通って通過する開口(9)が設けられている。 (もっと読む)
FRP成形体の製造方法及び加熱装置
【課題】繊維強化プラスチック層の内層の高Vf化を抑制できるFRP成形体の製造方法及びそれに用いられる加熱装置を提供する。
【解決手段】FRP成形体の製造方法は、マンドレル10の周囲に樹脂含浸繊維層11を形成する工程(a)と、該樹脂含浸繊維層の厚さ方向に、外層側が高温で内層側が低温となる温度勾配を生じさせた状態で、樹脂含浸繊維層11を昇温させる工程(b)とを備える。また、加熱装置は、加熱炉30と、周囲に樹脂含浸繊維層11が形成されたマンドレル10を加熱炉内において支持する支持部32と、加熱炉内を加熱するヒータ31と、加熱炉内に配置されるマンドレル内に冷媒を循環させる冷媒循環機34とを備える。
(もっと読む)
射出成形システム、コンピュータプログラム、射出成形方法、射出成形機
【課題】加熱媒体による熱供給に対して金型の温度上昇に遅れがあっても、金型の温度コントロールを正確に行うことが可能な射出成形システム、コンピュータプログラム、射出成形方法、射出成形機を提供することを目的とする。
【解決手段】射出成形サイクル中、樹脂の射出開始後、固定側金型、可動側金型の温度が、予め定められた温度領域の上限TUと下限TLとの間に維持されるよう、温度制御を行うようにした。固定側金型、可動側金型の温度コントロールは、加熱媒体の供給のON・OFFのみによって行い、冷却媒体による冷却等を行わないようにした。また、樹脂を冷却させる過程においては、冷却媒体の供給停止、加熱媒体の供給および停止により、固定側金型、可動側金型の温度が樹脂のアニーリングに有効な温度領域の上限TUaと下限TLaとの間に維持されるよう、温度制御を行うようにした。
(もっと読む)
機械的強度を改良することを可能にする容器の製造方法
本発明は、前もって加熱されたポリマー製の素地(3)から容器(2)の最終的な形状を決定する空洞部(8)を備える金型(5)内での容器(2)の製造方法であり、この方法は、下記の操作;
―所定の温度に加熱された金型(5)への素地(3)の導入、
―素地(3)内に加圧された爆発性ガス状混合物を導入、
―ガス状混合物の引火、
を含む方法に関するものである。
(もっと読む)
導光板の成形金型
【課題】 射出成形では導光板の板厚に略等しい薄いキャビティに高速で樹脂を射出充填するために、スプルの直径を太くして溶融樹脂の流動損失を小さくする必要と、キャビティとスプルに保圧をかける必要があり、その結果、スプルが完全に冷却固化されるまでに時間がかかり過ぎるという問題を解消する。
【解決手段】 容積可変に設けられたキャビティ形成部16a,42aに対してランナ形成部32,54を介して接続され、注入孔44cの直径P1aが1.6〜2.6mmでありランナ接続部44dの直径P1bが3.6mm以下であって中心線に対する抜き勾配を有する内孔44aを備えるとともに周囲に独立した冷却媒体流路51とが備えられたスプルブッシュ44を有する導光板の成形金型11により、成形品容積が7.8cm3以下の導光板P,Pを成形する。
(もっと読む)
金型冷却装置
【課題】過冷却を避けた冷却効率の良い金型冷却装置を提供する。
【解決手段】金型1、2に形成されるキャビティ22、23に溶融した樹脂を注入して固化させる成形装置の金型冷却装置において、前記金型1、2の前記キャビティ面22、23の背後に設けられたノズル室14と、該ノズル室14に連通し外部に接続された外部接続通路8と、前記ノズル室14に配設され炭酸ガスを前記ノズル室14の前記キャビティ面側24へ向けて噴射するノズル10と、炭酸ガス供給手段から前記ノズル10へ炭酸ガスを供給する炭酸ガス供給通路4と、を有し、一つの成形品を成形する1ショットにおいて、溶融樹脂が前記キャビティ22、23へ注入され始めた後に、前記炭酸ガスを所定時間、噴射することを特徴とする金型冷却装置。
(もっと読む)
導光板の成形方法
【課題】 射出圧縮成形を含む射出成形により導光板を成形する際に、導光板の成形時間と取出時間の両方を短縮し、成形サイクル時間の短縮化を図ることができる導光板の成形方法を提供する。
【解決手段】 射出成形により金型内で導光板の成形を行う導光板の成形方法において、型閉完了から射出を経て型開開始までの時間を1.75秒〜6秒以内で行い、型開開始から導光板の取出しを経て型閉完了までの時間を0.75秒〜2.2秒以内で行うことにより、成形サイクル時間の短縮化を図ることができる。
(もっと読む)
タイヤの加硫度調整方法
【課題】加硫金型から取り出した後の加硫済みタイヤの、アフターキュアの進行をコントロールすることで、タイヤの各部位の、アフターキュアをも含む全加硫度を所要に応じて任意に調整することができる技術を提案する。
【解決手段】加硫金型から取り出したタイヤTの所要の部位を、タイヤ内表面およびタイヤ外表面の少なくとも一方への送風によって局部的に強制冷却する。
(もっと読む)
容器をブロー成形するための装置
本発明による装置は、容器をブロー成形するために用いる。まずパリソンの熱調整を行い、次にブロー成形型内でパリソンにブロー成形圧を作用させることによりパリソンを容器に成形する。少なくとも2つのブロー成形セグメントから成るブロー成形型を、担持構造物上に配置されているブローステーションの型担持体によって位置決めする。ブロー成形型に加えて底部を使用する。型担持体と底部とは双方とも機械的に位置決め可能であるように配置されている。型担持体と底部とは機械的に互いに連結されている。両型担持体のうち一方の型担持体は運動不能に、他方の型担持体は回動可能にそれぞれ担持構造部によって保持されている。底部は両型担持体のそれぞれに対し相対的に可動に配置されている。底部は型担持体に対し相対的に運動軌道部を有し、運動軌道部は、ブローステーションの縦方向に延在している成分と、縦方向に対し横方向に延在している成分との双方を備えている。 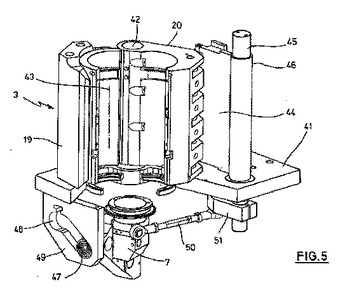 (もっと読む)
(もっと読む)
61 - 80 / 159
[ Back to top ]