
Fターム[4F202AM25]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 成形雰囲気・環境の特徴 (400)
Fターム[4F202AM25]の下位に属するFターム
Fターム[4F202AM25]に分類される特許
1 - 12 / 12
樹脂成形品の成形方法、並びに、成形型
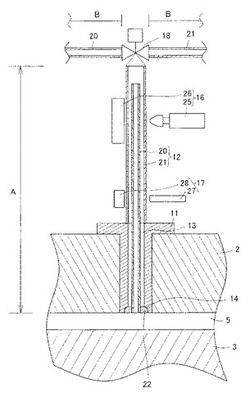
【課題】本発明は、作業者が自ら行う作業工程を省略できると共に、製造コストを減縮できる樹脂成形品の成形方法、並びに、成形型を提供することを目的とした。
【解決手段】成形型1は、金型本体たる上型2及び下型3と、上型2と下型3を合致させた際に形成される成形キャビティ5と、成形キャビティ5と連通し排出流路20と導入流路21を有した脱気部10と、樹脂の存在の有無を検出する樹脂検出手段17と、少なくとも排出流路20の一部の部位を閉塞状態にすることが可能な閉塞手段16と、排出流路20及び導入流路21が接続された流路切替手段18を有する。樹脂検出手段17によって、排出流路20に導入された樹脂の存在が検出されると、閉塞手段16が排出流路20を閉塞し、その後、離型するタイミングになれば、流路切替手段18が導入流路21に対して連通して、成形キャビティ5内に気体が供給される
(もっと読む)
離型方法

【課題】従来よりも少ないエネルギーで離型することができる離型方法を提供する。
【解決手段】型1を用いて成型された成型物3を型1から分離する離型方法において、前記成型物3に超音波振動子7を直接当接すること、前記成型物3をインパクトハンマで直接打撃すること、前記成型物3の端部に圧縮空気を吹きつけること、前記成型物3の端部に楔を入れ込むことの少なくともいずれかによって、型1から成型物3を分離する離型方法である。
(もっと読む)
樹脂成形品を製造する方法およびそれに用いる金型
【課題】溶融樹脂原料の流動性を向上させることと、成形サイクルを短くすることとのトレードオフの問題に好適に対処した成形品製造方法を提供すること。
【解決手段】射出成形によって樹脂成形品を製造する方法であって、(i)型閉じに際して金型Aと金型Bとを相互に嵌合させて、金型キャビティ空間を形成する工程、および、(ii)樹脂原料を金型キャビティ空間に供して成形に付す工程を含んで成り、工程(i)における金型Aと金型Bとの嵌合に際しては、その嵌合により形成される閉空間の空気を型締めの進行に伴って圧縮し、それによって、金型キャビティ空間を形作る金型表面の温度を上昇させることを特徴とする製造方法。
(もっと読む)
プラスチック成形品の成形方法、プラスチック成形システム、プラスチック成形システムによる光学素子
【課題】屈折率分布や複屈折の少ない光学特性を有する高精度な形状の成形品を、面精度の高い高精度な型を多数用いることなく得ることが可能となるプラスチック成形品の成形方法等を提供する。
【解決手段】プラスチック成形品の成形方法であって、
面精度の高い面を有する型を少なくとも1つ用意し、面精度の高い面より面精度の低い型を、面精度の高い面を有する型1つに対して複数用意する工程と、
複数の面精度の低い型に対して、溶融樹脂を供給する工程と、
溶融樹脂を供給した型に対してそれぞれ、圧力をかけながら所定時間冷却する工程と、
冷却した型から、成形部材を取り出し、取り出した成形部材を、面精度の高い面を有する型に設置して、設置された成形部材の表面のみを溶融し、面精度の高い面を表面に押し当てる工程と、を有する。
(もっと読む)
樹脂成形品の製造装置、樹脂成形品の製造方法及び光学素子
【課題】二酸化炭素気体の高圧を維持しながら駆動させるための複雑な駆動装置を用いずに、短時間で、樹脂成形体表面に微細な凹凸パターンが形成された金型転写面を高精度に転写できる樹脂成形品を製造する製造装置及び製造方法を提供する。
【解決手段】減圧弁12を開放することによって、密閉容器4内の圧力を大気圧まで減圧させる。この時、樹脂成形体101中に含浸された二酸化炭素気体Gが金型2を透過して樹脂成形体101中から吸引、排出されると共に、この吸引力によって二酸化炭素気体で可塑化された樹脂成形体101の表層部が、金型2の方向に吸引されて、金型2の転写面3に形成されたマイクロレンズアレイのパターン形状が高精度で樹脂成形体101の表面に転写される。樹脂成形体101から二酸化炭素気体Gが放出されるため、マイクロレンズアレイのパターン形状が転写された状態で樹脂成形体101が固化する。
(もっと読む)
検査装置
【課題】取出機との間での成形品の受渡しに工夫を施すことにより成形機の横に検査装置を省スペースに設置することを可能とする検査装置を提供する。
【解決手段】成形機3で成形された成形品Mをその撮像画像に基づいて外観検査するための検査装置1であって、照明手段と撮像手段を配置する検査室11が筐体10により囲まれて暗室とされ、検査室11が成形機3の横に設置され、成形品Mを保持する保持部7が検査室11の側板部13の内側面に設けられ、保持部7を設けた側板部13は、その側板12a面に対して垂直方向に移動して開閉され、成形機3から成形品Mを取り出す取出機2と保持部7との間で成形品Mの受渡しを行う受渡し扉として構成される。
(もっと読む)
成形同時転写用金型の防塵機構、成形同時転写用金型、成形同時転写方法
【課題】クランプと金型表面との間の隙間よりキャビティ内に塵などが入り込むのを防止することができる、成形同時転写用金型の防塵機構、成形同時転写用金型、成形同時転写方法を提供する。
【解決手段】クランプ25が転写シート移動位置Aに位置するとき、防塵部材67,71,72により、一方の金型18の表面とクランプとの隙間61を覆うようにする。
(もっと読む)
パターン転写装置及びデバイス製造方法
【課題】
スループットを向上させたパターン転写装置を提供する。
【解決手段】
本発明は、パターンが形成されたモールド10をウエハ1上の樹脂60に押し付け、モールド10を樹脂60から離型することによってパターンをウエハ1に転写するパターン転写装置であって、モールド10の除電を行うイオナイザのノズル30、31と、モールド10の電位を検出する表面電位センサ70とを有し、イオナイザのノズル30、31は、表面電位センサ70により検出されたモールド10の電位が所定値以上の場合にモールド10の除電を行う。
(もっと読む)
材料クランプ方法および該方法に用いられる材料クランプ装置
【課題】複雑な形状な製品でも、しわが発生せずに、歩留まりを向上させることができるとともに、成形型の費用を削減することができる材料クランプ方法を提供する。
【解決手段】
加熱炉内で所定温度に加熱し軟化させた熱可塑性シート材料Sを上下成形型M1、M2により成形する成形装置Mに用いられる材料クランプ方法であって、前記熱可塑性シート材料Sの走行方向の両端縁Saを把持したのち前記成形装置1の上成形型M1と下成形型M2とのあいだに搬送する工程と、前記熱可塑性シート材料Sの走行方向に直行する前後端縁Sbを把持する工程と、前記上成形型の形状に合わせて前記熱可塑性シート材料Sの走行方向の両端縁Saおよび前記熱可塑性シート材料Sの走行方向に直行する前後端縁Sbを下降する工程とを含んでいる。
(もっと読む)
樹脂封止装置
【課題】可動プラテンに生じる部分的な熱の偏りを平準化することで部分的な熱膨張差の発生を防止し、可動プラテンの歪みを防止する。
【解決手段】本体130と、本体130に内包され上下に往復動可能な可動プラテン140と、樹脂を加熱するためのヒータ115とを有する樹脂封止ユニット101を備えた樹脂封止装置100であって、樹脂封止ユニット101が、複数台隣接配置され、可動プラテン140の底面側から上面側に延在して中空部140Aを設け、中空部140A内に前記往復動のためのボールねじ150を配置すると共に、中空部140A内の空気を循環させるためのエア噴出口142を設けた。
(もっと読む)
成形機システム、射出成形機、光学素子、及び光ピックアップ装置
【課題】高精度の成形品を製造することができる成形機システム又は射出成形機を提供すること。
【解決手段】この成形機システム100では、乾燥機30と温調機50とを射出成形機10との接続部を除いて射出成形機10と隔離するための隔離部材67を適所に設けているので、射出成形機10が乾燥機30や温調機50の熱的影響を受けることを防止でき、金型61,62やこれらの動作に関連する部品の温度管理が容易になり、具体的には短時間で射出成形機10の可動部の温度を安定化させることができ、高精度の成形品MPを高い歩留まりで製造することができる。
(もっと読む)
封止装置
【課題】装置の歩留り性を向上させると同時に、封止前の部品(被成形品)に樹脂バリ等の異物が付着することを防止して、封止精度を向上させる。
【解決手段】対向して開閉する第1、第2の金型21、22を用いて、被成形品90を樹脂2で封止する樹脂封止装置1において、前記被成形品90を第1の金型21へと供給し、樹脂封止された成形品を第2の金型22から取り出す構成とすることによって上記課題を解決する。
(もっと読む)
1 - 12 / 12
[ Back to top ]