
Fターム[4F202AM30]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 成形雰囲気・環境の特徴 (400) | 水中・特定流体中(←不活性ガス) (41)
Fターム[4F202AM30]に分類される特許
1 - 20 / 41
射出成形方法
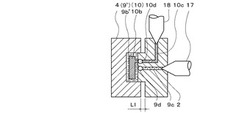
【課題】樹脂反転不良及びガス破裂不良の発生を抑制することが可能な射出成形方法を提供する。
【解決手段】金型キャビティを形成可能な第1金型2及び第2金型4を用いて成形品を成形する射出成形方法であって、第1金型2と第2金型4とを型締めし、金型キャビティを形成する型締め工程と、型締め工程の完了後に、金型キャビティに発泡性溶融樹脂9bを射出充填し、金型キャビティ内を発泡性溶融樹脂9bで満たす第1射出充填工程と、第1射出充填工程の開始後に、金型キャビティを所定量だけ拡張させ、発泡性溶融樹脂9bを発泡させる金型キャビティ拡張工程と、第1射出充填工程の完了後で、かつ、金型キャビティ拡張工程の開始後に、金型キャビティ内の発泡性溶融樹脂内に溶融樹脂又はガス10bを注入する第2射出充填工程とを備える。
(もっと読む)
金型表面処理方法、および金型表面処理装置

【課題】金型の成形面に付着する汚れ、その中でも酸化膜を還元処理し、本来の金型素材面を露出させることによって成形品の不良発生を低減できる金型の処理方法と処理装置を提供する。
【解決手段】第1モールドベースと第2モールドベースを対向配置させ、パーティングライン面を介して内部にキャビティーを形成し、前記キャビティー内に成形材料を注入し、固化させて成形体を得る金型であって、前記第1モールドベースは前記キャビティーの一方の成形面となる第1成形面を備え、前記第2モールドベースは前記キャビティーの他の一方の成形面となる第2成形面を備え、前記成形体の成形工程前に、少なくとも前記第1成形面と前記第2成形面とを低酸素分圧雰囲気として、前記第1成形面と前記第2成形面とを加熱する金型表面処理方法。
(もっと読む)
加工物を製造するための成形方法
【課題】樹脂の悪臭を低減する。
【解決手段】型1,2内にガラス繊維4を準備するステップと、ガラス繊維4の周囲に閉鎖された型キャビティ7を準備するステップと、閉鎖された型キャビティ7内に無酸素ガスを流通させるステップと、前記閉鎖された型キャビティ7内に樹脂を噴射するステップと、成形された加工物を硬化させるステップとを有する。
(もっと読む)
成形装置およびガス圧縮成形プロセス
【課題】複数のダイ中空部を備える多層構造の成形装置を提供する。
【解決手段】1以上の拘束部材がそれぞれ、2つの端部で、成形ダイ12内に設けられるストリッパー20と、隣接する封止ダイ32とを両方引っ張り、成形された物品をストリッピングすると共に2つのダイ12,16の間の距離を制限する。また、成形プロセスにおいて、複数の板はそれぞれ、2つのダイ12,16の間に配設されている。成形装置10は、徐々に閉じることができる。成形後、成形装置10は徐々に開けることができる。成形ダイ12内に設けられるストリッパー20および封止ダイ32が共に移動させられてそれぞれが、拘束部材の2つの端部で保持されると、各成形ダイ内のストリッパーはリング状留め金によって引き出されるので、成形された物品がストリッピングされる。したがって、複数の成形物品を、一回の成形処理で得ることができる。
(もっと読む)
表面改質射出成形方法及び該成形方法で成形された射出成形体
【課題】優れた表面改質特性を有する射出成形体を安定的に得ることのできる表面改質射出成形方法、及び該成形方法により成形された射出成形体を提供すること。
【解決手段】予め、液体二酸化炭素中に表面改質剤を溶解させた後、前記表面改質剤を溶解させた液体二酸化炭素を超臨界状態にして金型内に導入し、樹脂の射出成形工程において表面改質剤を溶解させた超臨界二酸化炭素を樹脂と接触させることにより、成形体の表面に表面改質剤を含浸させた射出成形体を得る表面改質射出成形方法。
(もっと読む)
タイヤのポストキュアインフレーション方法および装置
【課題】冷却温度を管理してスピューの伸長および補助コードの熱収縮を生じさせずに、タイヤを冷却することができるタイヤのポストキュアインフレーション方法および装置を供する。
【解決手段】タイヤ保持工程と、気体供給工程と、液槽に貯えられた冷却液に前記タイヤを浸漬するタイヤ浸漬工程と、回転軸7を回転駆動して同回転軸7に保持されたタイヤTをブラダBとともに回転させながらタイヤTが浸漬する液槽40内の冷却液を所定温度範囲内に液温制御してタイヤTを冷却する冷却工程と、回転軸7の回転駆動を停止してタイヤTを液槽30に貯えられた冷却液から抜き出すタイヤ抜出工程と、タイヤ取外工程とを備えたタイヤのポストキュアインフレーション方法および装置。
(もっと読む)
カウンタープレッシャー工法用成形型
【課題】大量のガスをキャビティ内に供給可能で、バリが発生したり、ガス供給路において樹脂詰りが生じたりする等の問題が生じ難いカウンタープレッシャー工法用の成形型を提供する。
【解決手段】本発明の成形型10は、第2金型30において、キャビティC内にガスを供給するガス供給路90と、ガス供給路90内に進退自在に嵌挿されたニードルピン80とが形成されている。そして、ガス供給路90の内壁には、嵌挿されたニードルピン80側に突出した構成を有し、ニードルピン80を位置決め可能な複数の位置決め部91と、位置決め部91よりも相対的にニードルピン80から離れる方向に窪んだ構成を有する溝部92と、が形成されていることを特徴とする。
(もっと読む)
射出発泡成形用金型および該金型を使用した射出発泡成形体の製造方法
【課題】特に複雑形状や大型の射出発泡成形体において、高発泡倍率を有し、かつ表面平滑性に優れ、均一微細な発泡層を持つ射出発泡成形体を製造することのできる射出発泡成形用金型を提供する。
【解決手段】固定型と前進および後退可能な可動型とから構成され、前記固定型と前記可動型から形成される成形空間内に発泡樹脂原料を充填し、前記可動型を型開き方向に移動させて発泡成形するための射出発泡成形用金型において、前記射出発泡成形用金型に設置されるゲート直下の領域に厚肉形成部を設けることを特徴とする射出発泡成形用金型。
(もっと読む)
発泡樹脂成形品の成形方法並びに成形装置
【課題】カウンタープレッシャー工法を使用した発泡樹脂成形品の成形方法並びに成形装置であって、中接部等、余剰ガスが滞留し易い箇所のガスを完全に抜気することで、発泡樹脂成形品における外観不良を解消する。
【解決手段】可動側金型30と固定側金型40とを型締めして、キャビティCを画成し、ブロー・バキューム機構50からガスをキャビティC内に注入してキャビティCの内圧を高めることで発泡樹脂材料Mの発泡反応を抑え、射出充填後、可動側金型30を寸開操作させるとともに、ブロー・バキューム機構50を通じてキャビティCの余剰ガスを型外に抜気する際、中接部等、余剰ガスが滞留し易い箇所に設けた中接部専用バキューム機構60から強制的に抜気することで、発泡樹脂材料Mの発泡時におけるキャビティCの内圧を一定に維持することにより外観不良をなくす。
(もっと読む)
エジェクターピンの周囲を使って射出成形機の金型に窒素ガスを送り込む方法および装置
【課題】 キャビティ内に窒素ガスを送り込むだけでは、どうしても空気を追い出すのに時間がかかっていた。 また、時間をかけたとしても、キャビティ内の空気を完全に追い出すことが出来ない場合もあった。
【解決手段】 射出成形機100の金型111、112によって形成されたキャビティ110aに、エジェクターピン124の周囲を使って減圧しながら、そこにエジェクターピン124の周囲を使って窒素ガスを送り込み、少なくとも金型111、112をタッチさせた状態で減圧と窒素ガスを送り込むことを終了してから、その後キャビティ110aに溶融した樹脂を送り込むことを特徴としている。
(もっと読む)
射出成形機の金型に窒素ガスを送り込む方法および装置
【課題】 キャビティ内に窒素ガスを送り込むだけでは、どうしても空気を追い出すのに時間がかかっていた。 更に、時間をかけたとしても、キャビティ内の空気を完全に追い出すことが出来ない場合もあった。
【解決手段】 射出成形機100の金型111、112によって形成されたキャビティ110aから離れた合わせ面に位置している窒素ガス吐出口50bに窒素ガスを送り込むことが出来るように形成した窒素ガス供給回路50と、スプールエジェクターピン123の外周に接続した排気回路70と、各種の時間や各種の距離や各種の速度や各種の開閉を含めて制御することが出来るコントローラを配設した。
(もっと読む)
樹脂成形品の製造装置及び樹脂成形品の製造方法
【課題】二酸化炭素気体の高圧を維持しながら駆動させるための複雑な駆動装置を用いずに、短時間で、樹脂成形体表面に微細な凹凸パターンが形成された金型転写面を高精度に転写できる樹脂成形品を製造する製造装置及び製造方法を提供する。
【解決手段】第1密閉槽6内に、転写面3を有する金型2と前記転写面が転写される樹脂成形体101を保持する樹脂成形体保持部9を収容させ、中間壁5を貫通して移動する可動部材8を配設し、可動部材8を金型2の転写面3に向かって押圧する押圧部8bを第2密閉槽7内に移動可能に配設した。第1及び第2の2つの密閉槽6,7内に二酸化炭素気体を供給し、第1密閉槽内6で、樹脂成形体101の表面を二酸化炭素気体で可塑化するとともに、第1及び第2密閉槽内6,7の二酸化炭素気体の圧力を調整することで、可動部材8を動かし、樹脂成形体101を金型転写面3に押圧させ、その後剥離するようにした。
(もっと読む)
樹脂成形機の金型に窒素ガスを送り込む方法および装置
【課題】 金型というものは何点かの部品によって構成されていて、当然その間には隙間を形成することになり、その隙間によって金型によって形成されているキャビティに窒素ガスを送り込もうとする場合には、濃度を上げるのに手間がかかった。 一方、濃度を上げるのを容易にしようとするには、隙間を狭くすれば良いのであるが、高額の費用を必要とした。
【解決手段】 樹脂成形機410の金型411を閉じた直後に金型411によって形成されたキャビティ410aを減圧して窒素ガスを送り込み、その後キャビティ410aに溶融した樹脂を送り込むようにした。
(もっと読む)
射出成形装置及び射出成形方法
【課題】非酸化性ガスで置換された空間内で成形を行うことにより樹脂焼けによる品質劣化のない射出成形品を得る。
【解決手段】射出成形機12により成形品73を成形する射出成形装置10において、可動型26と固定型24の間の空間(置換室43)を気密に覆う隔壁42と、この隔壁42に設けられた給気管58及び排気管60と、給気管58から置換室43に窒素ガス(N2ガス)を供給する非酸化性ガス発生装置14とを備えている。
(もっと読む)
薄肉高外観を有する成形品の射出成形法
【課題】射出成形時における樹脂の型内流動性、特に薄肉流動性を向上させ、高外観性及び機能性を成形品の表面に付与することのできる射出成形法と、その射出成形法で得られる射出成形品を提供すること。
【解決手段】樹脂を射出する前に金型キャビティ内を二酸化炭素で加圧する工程(a)と、
金型キャビティ面の温度を樹脂のガラス転移温度以上に昇温した状態で樹脂を射出した後、前記金型キャビティ面の温度を成形品が熱変形しない温度以下に降温して成形品を取り出す工程(b)と、
を含む、射出成形法。
(もっと読む)
金型内での溶融樹脂の酸化防止方法および酸化防止装置
【課題】 キャビティ内の溶融樹脂の酸化を防止する方法として、キャビティ内の空気を真空ポンプによって吸引し、減圧することによって酸素量を少なくする方法によって酸化を防止することが一般的であったが、金型は多数のブロックの組合せであり、ブロックの合わせ面が多く、更にキャビティに空気抜きを行なうためのエアーベントが設けられている為に、空気抜きによる減圧には限度があった。
【解決手段】 移動金型23と固定金型22による合わせ面のキャビティ23aから離れた位置に窒素ガスを送り込むことが出来るようにした流路23vと、キャビティ23aと流路23vを連絡し移動金型23が固定金型22にタッチした時点では流路23vに比べ断面積の非常に小さい通路23wと、移動金型23の停止時間や移動距離や移動速度を設定して制御することが出来るコントローラ25を配設した。
(もっと読む)
加圧成形装置及び加圧成形方法ならびに成形品
【課題】加熱流動性が低い樹脂を用いる場合であっても、成形品の形状を高精度に安定して転写可能な加圧成形装置及び加圧成形方法ならびにその成形品を提供する。
【解決手段】樹脂材料の加圧成形装置であって、対向配置されて相互に接近動作する一対のプレス駒11,13と、プレス駒11,13との間で成形用キャビティ17を形成する外駒15と、成形用キャビティ17内に進退自在に設置されたキャビティ体積調整部材19と、キャビティ体積調整部材19を成形用キャビティ17に突出する方向に所定の一定圧力を印加する加圧手段27と、を備えた。
(もっと読む)
ポリカーボネート樹脂成形体の成形装置、成形方法及びポリカーボネート樹脂成形体
【課題】黄変が防止され、色相が良好なポリカーボネート樹脂成形体及びその製造方法を提供する。
【解決手段】ポリカーボネート樹脂組成物を押出成形してペレットとし、これを射出成形して透明ポリカーボネート樹脂成形体を製造する。成形機のスクリュ等に、酸化開始温度が700℃以上の皮膜を設ける。得られた透明ポリカーボネート樹脂成形体を、加熱してアニール処理してもよい。
(もっと読む)
熱可塑性樹脂発泡体の成形方法、及び成形装置
【課題】超臨界発泡成形の冷却時間を短縮する。
【解決手段】熱可塑性樹脂材料供給手段(1)と、スクリューシリンダー(3)と、炭酸ガス供給手段(4)と、炭酸ガス供給手段(4)からの炭酸ガスを超臨界状態にするための炭酸ガス超臨界化手段(10)と、超臨界状態の炭酸ガスをスクリューシリンダー(3)内に注入して溶融した熱可塑性樹脂材料に溶かし込むための超臨界炭酸ガス導入手段(5)と、超臨界状態の炭酸ガスを溶かし込んだ溶融熱可塑性樹脂材料を射出させて微細に発泡した熱可塑性樹脂発泡体を成型するためのキャビティ(6)を含む金型手段(7)と、炭酸ガス供給手段(4)からの炭酸ガスを断熱膨張させてドライアイスを発生させるためのドライアイス発生手段を含み、ドライアイスにより金型手段(7)内での熱可塑性樹脂発泡体の冷却の少なくとも一部を行なう冷却手段(8)を備えた熱可塑性樹脂発泡体の成形装置等を提供する。
(もっと読む)
成形用金型及び成形装置
【課題】成形工程サイクルにかかる時間を短縮化することが可能な成形装置を提供すること。
【解決手段】光学素子を成形する一対の上型112及び下型114と、上型又は下型の型合わせ面から対向する下型又は上型の方向に突起して形成された突起部142、144と、上型又は下型の周囲に設置され、突起部に赤外線を照射する加熱部150とを備えることを特徴とする。ま、上記上型又は下型の型合わせ面に突起部を収容することができる凹状の凹部143、145が形成されたものであってもよい。
(もっと読む)
1 - 20 / 41
[ Back to top ]