
Fターム[4F202AR01]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 力 (529)
Fターム[4F202AR01]の下位に属するFターム
Fターム[4F202AR01]に分類される特許
101 - 116 / 116
空気入りタイヤ及びその製造方法

【課題】 ユニフォミティを改善しうる空気入りタイヤ及びその製造方法を提供する。
【解決手段】 トレッド部2からサイドウォール部3をへてビード部4に至り、ラジアル配列されるコードをトッピングゴムで被覆したカーカスプライ10、トレッド部の内方かつカーカスの半径方向外側に配されるベルト層7とを具える空気入りタイヤ1である。カーカスプライ10は、トレッド部でタイヤ周方向に周回し、かつタイヤ周方向の始端部、終端部を重ね継ぎされる連続プライ部11と、その両側の短冊プライ部12とからなる。前記短冊プライ部12は、カーカスプライの両側縁10Eから前記連続プライ部11までトッピングゴムをカーカスコード間のスリット13により裂いてなる短冊片12aが周方向に連設される、サイドウォール部3の形状に合わせて半径方向内方に、かつ隣合う短冊片12aを重ねつつ折曲げられることによりサイド部6Sをなすことを特徴とする。
(もっと読む)
マイクロニードルの成形方法
少なくとも1つのマイクロニードル(12)のネガ像を有する金型インサート(210)、圧縮コア(240)、および、金型インサートと圧縮コアの相互運動を可能にするように構成された金型ハウジングを備える金型装置を使用するマイクロニードルの成形方法。金型装置は、開放位置と閉鎖位置を有する。金型装置を閉鎖位置に置き、閉鎖した金型装置の中にポリマー材料を射出する。圧縮コアと金型インサートの相互運動により、射出されたポリマー材料を金型インサートと圧縮コアの間で圧縮する。また、金型装置が射出ゲート(270)を有する側壁を有する成形方法。また、加熱される金型インサートを備える成形方法。また、金型装置に超音波エネルギーなどの高周波数音響エネルギーを加えることを含む成形方法。 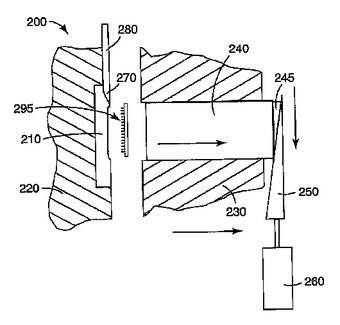 (もっと読む)
(もっと読む)
ポストキュアインフレーション装置、及び、それを用いたユニフォミティ修正方法

【課題】タイヤの外観を損なうことなく、タイヤ1本毎に応じてユニフォミティの修正を行うことが可能なポストキュアインフレーション装置、及び、これを用いたユニフォミティ修正方法を提供することを課題とする。
【解決手段】ポストキュアインフレーション装置10は、空気入りタイヤ10をタイヤ中心軸回りに回転させる回転部22と、回転部22に取付けられた空気入りタイヤ10のRROを計測するRRO計測部24と、空気入りタイヤ10のトレッド部18を押圧する押圧部26と、RRO計測部24からの計測データに基づいて押圧部26の押圧力を制御する制御部30と、を有する。加硫直後の空気入りタイヤ10を回転部22に取付け、タイヤ中心軸回りに回転させ、RRO計測部24でRROを計測する。制御部30は、RRO計測部24からの計測データに基づいて、ユニフォミティの修正が必要な部位が押圧部26に到達したときに、タイヤ回転速度を遅くし、押圧部26の押圧力を上げる。
(もっと読む)
空気入りラジアルタイヤ及びその製造方法
【課題】本発明は、空気入りラジアルタイヤにおいて、走行時のロードノイズを抑制すると共に、高速耐久性を向上させることを目的とする。
【解決手段】ベルト補強層14のショルダー領域14Aにおけるコード22の弾性率を中央領域14Bよりも高くして、タイヤの径2次モードの周波数をより高周波側をシフトさせ、これによりロードノイズを抑制し、乗り心地も確保しながら、ショルダー領域14Aの剛性の向上による高速耐久性をも確保する。
(もっと読む)
付与型締トン数を制御するインテリジェント成形環境及び方法
射出サイクルの持続時間の大部分にわたってフル型締トン数を発生させるのではなく、型締圧力の閉ループ制御(油圧ピストンの制御等による)により、型締圧力が瞬間射出圧力を正確にバランス化し、好ましくはわずかに超えることができるようにする。第1の手法は、射出圧力プロファイルを経時的に模倣することにより、検知された圧力測定値に従って経時的に付与トン数を変える。第2の手法は、予め記憶されているか又は履歴蓄積された射出圧力情報に注目し、トン数を変える代わりに、金型内で生じる最大記録射出圧力又は可能性が最も高い射出圧力(特定の金型構成に関連するルックアップテーブルに記録/記憶される)を反映する一定のトン数を加える。機械コントローラ(80、82)は、射出成形機(10)のプラテン(16、17)及びタイバー(19、20)によって付与トン数を加えさせる。金型表面(50)上に、スタックコンポーネント(58、64)に対して、及び/又は型締経路(force closure path)に対して配置される圧力センサ(66〜74)により、マイクロプロセッサ(82)が付与型締トン数を制御することができる。このように、システムは電力消費が少なく、コンポーネント磨耗が減る。  (もっと読む)
(もっと読む)
ダイカストマシンとその運転方法
【課題】 ダイカストマシンの金型装置(固定主型)に生じる歪みを精度高く測定して、型締め時に異物をかみ込んだ場合でも、金型装置に塑性変形が生じるのを完全に回避する。
【解決手段】 可動型と固定主型とからなる金型装置Aと、可動型を固定主型に向けて移動して型締めを行う型締め装置と、型締めされた金型装置のキャビティ空間に溶融金属あるいは溶融樹脂を圧入する射出装置とを備えたダイカストマシンにおいて、固定主型15に歪みゲージ47を装着する。その信号を制御装置49に送り、歪み量が弾性限界以下である設定値(A)を超えたときに、制御装置49は型締め装置の作動を停止する信号を発する。
(もっと読む)
樹脂部品の加工部の厚み測定方法および測定装置
【課題】 樹脂部品の一面に形成された細深溝の、底肉の厚みを測定する。
【解決手段】 樹脂部品12の細深溝14が形成された面とは反対側の面を、測定基準面16aに密着させ、細深溝14よりも細い測定子20を、細深溝14に挿入する。測定子20の先端部が細深溝14の底面に当接した位置と、測定基準面16aに樹脂部品12を置かずに、測定子20を測定基準面16aに当接させた位置とを比較することで、細深溝14の底肉の厚みtを測定する。樹脂部品12の発泡フォーム体12bが復元し、細深溝14が埋められてしまう現象が生じ得るが、測定子20は、発泡フォーム体12bの変形に要する力よりも強く、かつ、表皮12aの変形に要する力よりも弱い弾性力を備えるバネ28を介して、駆動手段22に保持されていることから、測定子20を細深溝14の底面に到達させることが可能となる。
(もっと読む)
容器等のスライド板およびその成形方法
【課題】 缶、びん等の容器陳列をすると同時に、その取り出しをよりスムースにできるショーケース等に用いる生産効率が良く安価なスライド板を提供することにある。
複数枚のスライド板を使用するときにも、従来の棒状のガイドのように各スライド板の配置方向を気にすることなくできる構造とし、サイズや形状において標準化が図れる構造で生産効率を良くしようとするものである。
さらに、このスライド板をABS樹脂等の比較的硬質のプラスチックを使うことで、金型での一体成形を可能として量産性の優れたスライド板を提供することにある。
【解決手段】 缶、びん等の容器入り飲料等を陳列販売するためのショーケース1、保温庫または保冷庫等の棚板や底板において、表面に複数の棒状のスライド用リブ11が設けられ、かつ、前記棚板2や底板上に配置される構成としたことを特徴とするスライド板6。
(もっと読む)
型内被覆成形方法及び型内被覆成形品
被覆が施される直前まで樹脂成形品を金型キャビティ面に押圧すするとともに、樹脂成形品の形状が決まる第2の工程の型締力による、金型キャビティの変形と第4の工程の型締力により生ずる金型キャビティの変形が実質的に同一となるように第2の工程と第4の工程の両型締力を選定し、第2の工程で金型キャビティの形状が型締力により変形したとしても、第4の工程で金型キャビティの形状を同様に変形させて、被覆の厚みを均一するか、或いは、第2の工程の型締力を第1の工程の型締力のより少ない型締力を選定して、金型キャビティの変形量を少なくすることにより、被覆の厚みを均一にすることからなる、外観が良好な成形品を成形する型内被覆成形方法である。  (もっと読む)
(もっと読む)
射出成形機の金型保護方法
【課題】本発明は、成形時に金型の温度を検出し、予め設定した金型保護圧力設定値を補正することにより、自動運転をスムーズに行うことを目的とする。
【解決手段】本発明による射出成形機の金型保護方法は、成形時に金型(1,2)の温度を計測し、この金型温度に対応して予め金型保護圧力テーブル(11)に記憶されている金型保護圧力値(AR1〜AR4)と作業者により予め設定された金型保護圧力設定値(BR)を比較し、金型保護圧力値(AR1〜AR4)が大の場合、前記金型保護圧力設定値(BR)を補正する方法である。
(もっと読む)
射出成形機を運転する方法
本発明は、射出成形機を運転する方法であって、移動距離S0に沿って型半部が開閉運動する間、力FIstを測定して、力FIstを、最大許容力Fmaxおよび/または最小許容力Fminと比較し、この場合力FIstが最大許容力Fmaxを上回ると、かつ/または力FIstが最小許容力Fminを下回ると、時間測定を開始し、力maxの上回りおよび/または力Fminの下回りが所定の時間長さΔt0を超えると、型半部の駆動装置をスイッチオフする。  (もっと読む)
(もっと読む)
テンプレート
基板および基板上に位置する単相ポリマー層を含む層構造物からテンプレートを形成する。ポリマー層は、テクスチャ表面を含み、テクスチャリングはポリマー層に応力を引き起こすことに起因する。テンプレートは、ナノメートルスケールで構造物を製造する用途を見出し、テンプレートを提供する工程およびテンプレート上に材料をモールドする工程を含み、続いて、テンプレートからモールドされた材料を取り除いて、アレイ、グリッド、光学素子または電子素子等の構造物をナノメートルスケールで提供する。テンプレートは、基板上に単相ポリマーの層を堆積させる工程、生じた構造物を単相ポリマーのガラス転移温度(Tg)よりも低い温度でベークする工程、ポリマー層に応力を引き起こすことによりポリマー層の表面をテクスチャリングする工程、および得られた構造物をアニールしてテンプレートを提供する工程を含む方法によって製造される。 (もっと読む)
発泡樹脂成形品の製造方法および発泡成形装置
【課題】 発泡樹脂成形品の軽量化や寸法精度の向上を図るとともに、外観不良やバリの発生を防ぐ。
【解決手段】 予備作業として非発泡成形を行う。金型を加熱しながら、発泡剤が混入されていない樹脂をキャビティ3内に射出し、この時の樹脂圧力を測定する。樹脂がキャビティ3内に充填されたら、金型を急冷し、両金型1,2を開いて成形品を取り出す。この非発泡成形品の外観が良好であれば、その工程における樹脂圧力を標準樹脂圧力とする。そして、金型の型締め力を、標準樹脂圧力×キャビティ3の投影面積の0.5〜1.0倍に設定し、発泡成形工程を行う。すなわち、このように設定した型締め力で金型を閉め、金型を加熱しながら、発泡剤が混入された樹脂をキャビティ3内に射出する。樹脂がキャビティ3内に充填されたら、金型を急冷し、両金型1,2を開いて成形品を取り出す。
(もっと読む)
樹脂ローラの成型用金型
【課題】 研磨や切削等の表面仕上加工を行わなくても、芯振れの極めて少ない樹脂ローラを得ることができる成形金型を提供する。
【解決手段】 樹脂ローラ成形用の金型の芯金挿入孔に挿入された芯金が、挿入孔の中央に位置するように、芯金挿入孔の周囲にスプリング式のプランジャーを配置するで、芯振れの極めて少ない樹脂ローラを得ることができることを目的とする樹脂ローラ成形用の金型。プランジャーは、芯金挿入の周辺に3個以上、等間隔に配置することが好ましい。
(もっと読む)
シェル型から鋳造されたレンズを分離するための方法および装置
本発明は、鋳造されたレンズ(1)をシェル型(2、3)から分離する方法に関する。それによって、分離ツール(9)は、レンズ(1)上に圧力を出すが、分離ツール(9)の高さは、レンズ(1)およびレンズ(1)から分離されるシェル型(2、3)間のインタフェース(13)に沿って導かれる。好適な実施例において、レンズ(1)およびシェル型(2、3)からなる複合物(4)は、回転軸(5)上で回転することができる保持装置(7)上に固定される。保持装置(7)は、第1のモーター(6)によって回転し、分離ツール(9)の高さは、旋光角に従ってインタフェース(13)の高さに関して第2のモーター(11)によって追跡される。 (もっと読む)
液体射出成形を用いた電子部品の製造方法
電子部品を製造する方法は、半導体デバイスをオーバーモールドするための液体射出成形方法を含む。液体射出成形方法は、i)開いたモールド内に半導体デバイスを置くこと、ii)モールドを閉じて、モールドキャビティを形成すること、iii)モールドキャビティを加熱すること、iv)モールドキャビティ内に硬化性液体を射出成形して、基板上に半導体ダイをオーバーモールドすること、v)モールドを開け、且つステップiv)の製造物を取り除くこと、及び任意に、vi)ステップv)の製造物をポストキュアさせることを含む。半導体デバイスは、ダイ装着接着剤によって基板に装着される集積回路を有し得る。
 (もっと読む)
(もっと読む)
101 - 116 / 116
[ Back to top ]