
Fターム[4F202AR01]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 力 (529)
Fターム[4F202AR01]の下位に属するFターム
Fターム[4F202AR01]に分類される特許
41 - 60 / 116
樹脂成形品の成形方法並びに成形金型

【課題】アンダーカット部を有する樹脂成形品の成形方法並びに成形金型において、サイドゲート方式を利用して成形精度を高めるとともに、アンダーカット処理を円滑に行なう。
【解決手段】スプル50、ランナ51、サイドゲート54を通じて製品キャビティC1,C2内に溶融樹脂Mを射出充填してアンダーカット部61を有する樹脂成形品60A,60Bを成形する。この時、ランナ51は、アンダーカット部61の脱型方向に平行な平行部52と、この平行部52に対して所定角度傾斜した傾斜部53とから構成され、エジェクタ動作後の取り出しチャック動作によるスライド操作時、ランナ部51aの傾斜部53aを撓ませることで、サイドゲート部54aと樹脂成形品60A,60Bとの境界部分に加わる過度の荷重を軽減して、取り出しチャック動作時における樹脂成形品60A,60Bの破損を可及的に防止する。
(もっと読む)
射出成形機の型締装置

【課題】可動盤の金型取付面の変形量を小さく抑えることで、射出成形品の品質の向上を図ることができる。
【解決手段】型締装置は、一対のトグルブラケット62A、62Bどうしを連結する連結リブ10と、後端20bを連結リブ10に連結するとともに前端20aを可動盤3に連結し、可動盤3の進退方向に沿って延びる棒状の連結部材20とを備え、可動盤3に連結される連結部材20の前端20aは、可動盤3における一対のトグルブラケット62A、62Bどうし間の中心に位置した構成となっている。連結部材20の連結リブ10側の端部に雄ねじ部23を形成するとともに、連結リブに雄ねじ部23に螺合する雌ねじ部14を形成することで、連結部材20の軸線方向に作用する軸力を調整可能とした。
(もっと読む)
成形型及び成形体の製造方法
【課題】自己硬化性を有する成形用原料を成形する際に、処理時間をより短縮すると共に、より確実に成形体を成形する。
【解決手段】成形型20によれば、液体と粒子とを含み自己硬化性を有する成形用原料を注入すると、成形用原料が開気孔32に導入されてしまうのを、成形面23,25から深さLまで形成された樹脂層33により防止しつつ、成形用原料及び成形体に含まれる分散媒から揮発する気体は、開気孔32から外部空間へ通過させる。この開気孔32は、粒子の平均粒径以下である、1.0×10-7〜1.0×10-6mの平均気孔径を有している。この樹脂層33は、毛管現象による液体の浸透モデルを元に深さLまで形成されている。このように、成形型内で十分に硬化反応の進行と、分散媒の揮発とを同時に実行可能であり、熱処理などを行うことにより硬化反応、分散媒の揮発のどちらか一方を主として実行可能でもある。
(もっと読む)
トグル式型締装置を備えた射出成形機
【課題】成形工程中の型締力の測定タイミングを設定し、設定されたタイミングでの目標型締力を設定し、設定された測定タイミングでの型締力が毎成形サイクルで目標型締力と同じになるように型締力を調整可能なトグル式型締装置を備えた射出成形機を提供すること。
【解決手段】dispAは、1成形サイクルでの経過時間とクロスヘッド位置および型締力の関係をグラフ表示する領域であり、タイミング選択カーソルTcurが表示される。タイミング選択カーソルTcurは、カーソル移動ボタンRcur,Lcurを用いて、型締力を安定化させたいタイミング位置に合わせることができる。その時点の、クロスヘッド位置および型締力がカーソル指示位置の読み取り値の表示領域dispBに表示される。オペレータは、dispBに表示されたクロスヘッド位置の値と型締力を基にして、測定タイミングと目標型締力の入力領域dispCに、クロスヘッド位置と目標型締力の値を入力する。
(もっと読む)
型締力を調整する機能を有する射出成形機
【課題】トグル式型締装置を最適な型締力に制御する機能を有する射出成形機の提供。
【解決手段】リアプラテン2と可動側金型が取付けられた可動プラテン3間に配設され、前記可動プラテンを型締用モータで前後進させるトグル機構6を有する射出成形機において、リアプラテン2の位置を所定の速度で移動させて型締力を調整する型締力調整用モータ10と、前記型締力を測定する型締力センサ13と、型締力センサ13により測定される型締力と目標型締力との差である型締力補正量を算出する型締力補正量算出手段と、リアプラテン移動時間の型締力に対する変化率であるリアプラテン移動時間計算用比例定数と前記算出された型締力補正量とにより前記リアプラテン2の移動時間を算出するリアプラテン移動時間算出手段とを備え、前記算出されたリアプラテン移動時間に基づき前記型締力調整手段を駆動し型締力を調整することを特徴とする射出成形機。
(もっと読む)
微細形状転写用シート
【課題】
シート状樹脂基材をガラス転移温度以上に保持したまま、金型からの離型を良好に行うことができる微細形状転写用シートを提供することである。
【解決手段】
シート状樹脂基材の少なくとも一方の面に離型層が設けられ、シート状樹脂基材の該一方の面側部分を構成する樹脂のガラス転移温度をTgとしたとき、離型層の(Tg−5)℃〜(Tg+15)℃における明細書中で定義する離型強度が80〜120g/40mmである微細形状転写用シートである。
(もっと読む)
コレット機構およびカニューレを注射筒に成形する方法
注射器の成形中にカニューレを保持するコレット機構は、内部キャビティを形成する第1及び第2のアームを備えている。各アームは、近位端部と遠位端部とを有している。前記第1及び第2アームは、前記遠位端部が前記内部キャビティに向かって動くときには閉位置にあり、前記遠位端部が前記内部キャビティから離れて位置するときには開位置にある。前記第1及び第2のアームの遠位端部にそれぞれ近接して第1及び第2のカニューレガイドが取り付けられ、前記内部キャビティ内へ伸長している。前記第1及び第2のカニューレガイドは、前記第1及び第2のアームが閉位置にあるときには前記カニューレの一部分をクランプして当該カニューレを保持する。  (もっと読む)
(もっと読む)
多材質射出成形機および多材質射出成形機の制御方法
【課題】回動型をサーボモータにより移動可能な多材質射出成形機を提供する。
【解決手段】本発明の多材質射出成形機は、固定型10、可動型9、及び、固定型10と可動型9との間で回動する回動型11からなる金型を用いて多材質成形品を成形する射出成形機であって、前記固定型10に当接して溶融材料を射出する第1射出装置2と、前記可動型9に当接して溶融材料を射出する第2射出装置30と、サーボモータおよびボールネジによる回動型11の移動手段13と、前記回動型11を介して前記固定型10と前記可動型9を圧締する圧締手段4とからなる。
(もっと読む)
望ましい形状に注型し次いで金属又は高特性セラミック層で被覆することによるコンクリートのような低コストのセラミック又はポリマーから高度に機械的に要求される部品および特殊工具の製造方法
【課題】高度に要求された物品を低コストで製造するための方法、特に深絞りダイに適して他の任意の工具にも適している方法、また風車でのローターおよびケージのような大きい寸法と高い機械的要請の機械部品および他の大きい機械を製造するための方法を提供する。
【解決手段】高強度コンクリート(特記するとHPC又はUHPC)のような低コストセラミック又は低水混合キャスタブルあるいは他の任意の低コスト高機械的強度材料(低コストセラミック又は高強度ポリマーが特に適している。)を用いて部品又は工具を注型し、ダイ又は部品の作業面を金属、金属間化合物又は高機能性セラミックで被覆し、その際に高価値作業面を得るために投射又は堆積法が用いられる方法。
(もっと読む)
金型成形方法及び成形金型
【課題】 材料を注入して第1金型及び第2金型で成形された成形品を、確実に第2金型側から取出すことができる射出成形方法及び射出成形金型を提供する。
【課題を解決するための手段】実施形態の金型成形方法は、固定金型10と可動金型40とを当接させてキャビティ2を形成し、モールド材MTを射出して成形した後、可動金型40を固定金型10から離間するときに成形品92を可動金型40に密着させた状態とし、その後エジェクトピン50により成形品92を可動金型40から分離する金型成形方法であって、可動金型40と固定金型10とが離間するときに、固定金型10に設けた押出手段30が成形品92を可動金型40側に押し出すこと、エジェクトピン50が成形品92を可動金型40から分離させるときの離型抵抗力Rをロードセル70が計測すること、ロードセル70が計測した離型抵抗力Rに応じて押出手段30の押出力Fを変化させること、を特徴とする。
(もっと読む)
粉体成形方法とそれに用いる粉体成形用金型
【課題】簡素な金型構成で、加圧の解放時や取出し時に割れや欠けの発生させることのない粉体成形方法とそれに用いる金型を提供する。
【解決手段】金型を組合せて直方体の空隙14を形成し、この空隙に粉体を供給した後、前記空隙の側面を、前記金型を介して加圧することで、矩形の断面を有する長尺の粉体成形物を成形する方法であって、前記加圧は、空隙の六側面を一定時間加圧する第一の加圧工程と、六側面の内、対向する二側面の加圧を先に解放して前記金型の一部を移動させた後、残りの四側面の加圧を解放する第二の加圧工程とした。
(もっと読む)
型締装置
【課題】電磁石によって作用させる型締力を適切に制御することのできる型締装置の提供を目的とする。
【解決手段】電磁石によって型締力を発生させ、リニアモータの移動によって型開閉を行う型締装置であって、前記型締力を検出する型締力検出手段と、前記リニアモータの移動に関する位置を検出する位置検出手段と、前記リニアモータの制御対象を型締力検出値又は位置検出手段の位置検出値に切り替える切り替え手段とを有することにより上記課題を解決する。
(もっと読む)
プレスシステム
本発明は、部分発泡ポリマー体を製造するプレスシステム(10、11、12、13、14)に関する。本発明によるプレスシステムは、容積可変の型キャビティ(20)と、温度制御手段(30)と、成形中の型キャビティの拡大に対して反対方向に作用するように構成されたカウンタ圧力手段(40)を有する。カウンタ圧力手段によって付与される圧力は、型キャビティの拡大に応じて増大するように構成される。本発明はまた、部分発泡ポリマー体の成形方法を提供する。 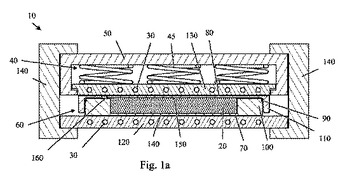 (もっと読む)
(もっと読む)
型締力調整方法
【課題】型締ロードセルのゼロ点修正を確実に行う型締力調整方法を提供する。
【解決手段】移動ダイプレートをテールストックから最も離れた位置まで前進させた場合に可動金型が固定金型に接触する位置にテールストックを移動させる第1のテールストック位置調整工程と、所定の型締力を発生できる位置までテールストックを移動させる第2のテールストック位置調整工程とを備えた型締力調整方法であって、第2のテールストック位置調整工程が実行されるよりも前に自動的に型締ロードセルのゼロ点を修正するゼロ点修正工程を更に備えたことを特徴とする型締力調整方法。
(もっと読む)
型締力測定センサ
【課題】出力の不安定、センサの破損、保持体の姿勢の不安定化が無く、高精度でタイバーの型締力を測定するセンサを提供する。
【解決手段】型締力測定センサ1は、歪センサ5を保持した四角棒状、かつ、半楕円環状の一対のセンサ保持体2、3をヒンジ4により結合して全体としてタイバー50を囲む楕円環状の構成とし、ヒンジ4側に、端ブロック体12と、締め付けネジ10により締め付け固定される落下防止用の突片15と、端ブロック体12の両側面に固着されセンサ保持体2、3の両側面に密接配置される両側面板17とを具備する第1位置決め具11を設け、解放側に、端ブロック体22と、両センサ保持体2、3の端面間に臨ませて締め付けネジ10により締め付け固定される周方向位置ずれ防止片24と、端ブロック体22の側面に固着されセンサ保持体2、3の両側面に密接する両側面板26と、を具備する第2位置決め具21を設けたものである。
(もっと読む)
射出成形機の型締装置
【課題】各々のプラテンの姿勢調整を容易に精度良く行うことが可能な射出成形機の型締装置を提供する。
【解決手段】タイバー5が摺動自在に挿入されたブッシュ9を備え、かつ可動プラテン2に形成された穴の中に挿入された状態で可動プラテン2に取り付けられたスペーサ11aの外周面と、可動プラテン2に形成された穴の内周面との間には隙間が形成されている。また、固定プラテン1に形成された穴の中に挿入された状態で固定プラテン1に取り付けられ、かつタイバー5が挿入されたスペーサ11bの外周面と、固定プラテン1に形成された穴の内周面との間には隙間が形成されている。
(もっと読む)
射出成形機
【課題】成形品突き出し装置の突き出しロッドの取り付け状態および突き出しストロークの設定前進位置が使用金型に適したものに設定するまで、安全な成形品突き出し動作をさせる。
【解決手段】可動盤に金型が取り付けられたときレジスタR1はONに設定される。突き出し動作の前進位置の設定値が変更になったときレジスタR2はONに設定される。レジスタR1又はレジスタR2がONのときは、小さい突き出し力TL、低速の突き出し速度VLとして、突き出し動作を実行する(a4〜a10)。突き出し位置を検出し、検出位置が設定前進位置に達した後は、レジスタR1、R2はOFFにされ、設定された突き出し力、突き出し速度で、突き出し処理(a8、a9、a1〜a3)が実行される。これにより誤設定で金型や突き出し装置を破損させたり、金型の落下を防止する。
(もっと読む)
樹脂シートの熱成形装置
【課題】トグル機構により型締めを行う熱成形装置において、型締め力の検知を可能とし、金型等の破損を未然に防止する。
【解決手段】熱成形装置としての真空圧空成形装置10は、トグル機構22の揺動リンク26を固定位置で支持する固定支軸18を有する。固定支軸18には、これに隣接してセンサ40が設けられ、このセンサ40によって型締め時における固定支軸18のたわみ量が測定される。
(もっと読む)
成型同時転写用離型ポリエステルフィルム
【課題】 離型層と基材フィルムとの密着力が十分あり、かつ成型同時転写時に必要な離型性を有する、転写シート用の基材フィルムとして有用な成型同時転写用離型フィルムを提供する。
【解決手段】 ポリエステルフィルムの少なくとも片面に、ワックス、バインダー樹脂および架橋反応性化合物を含む塗布剤を塗布してなる離型層を有するフィルムであり、当該離型層表面の剥離力が2.0〜3N/cmの範囲であることを特徴とする成型同時転写用離型フィルム。
(もっと読む)
射出成形機の型締制御方法および型締制御装置
【課題】 正確かつ精密な型締力制御を可能とする射出成形機の型締制御方法および型締制御装置を提供する。
【解決手段】 本発明の型締制御装置は、駆動装置107の駆動を制御する制御装置110、前進速度や切換位置、設定型締圧力を設定する設定器111と、タイバ104に型締力によって発生する歪みを測定する歪みセンサ114と、歪みセンサ114によって検出されたタイバ104の歪み量から型締力を演算する演算器115と、型閉工程では位置検出装置109により検出されたクロスヘッド105の位置と設定器111の設定値とを比較して切換信号を制御装置110に指令し、型締工程では演算器115の演算した型締力と設定器111で設定された設定型締力とを比較して切換信号を制御装置110に指令する比較器113とから構成される。また、演算器115で演算された型締力と位置検出装置109から検出された値を比較して型厚調整量を型調演算器116により演算し、型厚制御装置127に指令するように構成される。
(もっと読む)
41 - 60 / 116
[ Back to top ]