
Fターム[4F202AR04]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 力 (529) | 張力、トルク (39)
Fターム[4F202AR04]に分類される特許
1 - 20 / 39
プラスチックレンズの離型方法
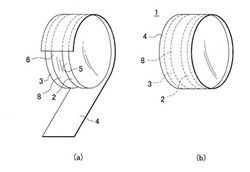
【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
環状バンドの移動方向制御装置、環状バンドの移動方向制御方法、流延設備、及び溶液製膜方法

【課題】環状バンドの移動方向を容易に制御する。
【解決手段】環状の流延バンド26は、テンションがかかった状態で水平ローラ24、25に掛け渡される。水平ローラ24は、モータ24Mにより、回転する。流延バンド26は、水平ローラ24、25の周りに形成された移動路を、循環移動する。水平ローラ24と水平ローラ25との間には、流延バンド26のY方向一端部を冷却する冷却部61Pと、流延バンド26のY方向他端部を冷却する冷却部61Qとが設けられる。また、制御ユニット67は、検知センサ65PB・65QBにより、流延バンド26が移動路から外れた方向を検知する。更に、制御ユニット67は、流延バンド26のうち移動路から外れた方向の端部を、外れた方向と反対側の端部よりも優先的に冷却する。
(もっと読む)
トグル式射出成形機のセッティング方法及び成形方法
【課題】 トグル式の型締装置の能力にマッチングした最適なセッティングを行うことにより、トグル式射出成形機であっても樹脂の自然圧縮を可能にし、成形品の高度の品質及び均質性を確保する成形方法を可能にする。
【解決手段】 電動駆動部8によりトグルリンク機構7を介して金型2の開閉を行う型締装置Mcを備えるトグル式射出成形機Mのセッティングを行うに際し、電動駆動部8の負荷トルクTdが定格トルクTs以下となることを条件に、トグルリンク機構7が非ロックアップ状態となる型位置Xcに型厚調整するとともに、金型2への樹脂Rの充填時に、可動型2mと固定型2c間に所定のパーティング開量Lmが生じ、かつ金型2内の樹脂Rの固化に伴って樹脂Rの自然圧縮が可能となる成形型締力Fcと成形射出圧力Piを設定する。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】型閉じ速度が速い場合や型締め力が小さい場合であっても型閉じ完了後のバウンドの発生を抑制する。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を有する直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、型締め力が設定型締め力Gに達した時から0.01秒以上1秒以下の間、位置決めトルクTpを制御許容値としてサーボモーター7,8を駆動させて金型2Aを位置制御することにより金型2A,2B間の距離を維持する位置決め工程と、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、設定型締め力Gは定格トルクより小さい設定トルクTを制御目標値としてサーボモーター7,8をトルク制御することにより加えられ、位置決めトルクTpは設定トルクより大きい。
(もっと読む)
溶液製膜の製造方法及び製造装置
【課題】配向軸の変動を抑制することができる溶液製膜の製造方法及び製造装置を提供する。
【解決手段】ポリマーと溶媒とを含むドープを流延ダイ22から支持体24上に流延して流延膜70を形成し、流延膜70を支持体24から剥ぎ取ってテンター装置42に送り、流延膜70を少なくとも乾燥して巻き取る溶液製膜の製造方法において、支持体24とテンター装置42との間に張力制御手段36を設け、張力制御手段36によって流延膜70を支持体24から剥ぎ取るテンションを一定に保つ。
(もっと読む)
電動押出装置
【課題】 ダイカストマシンや射出成形機の型締装置に装備されている電動式の押出装置について、構造を簡素化し、制御方法もシンプルにする。
【解決手段】 可動プラテンに右ねじボールねじ軸と左ねじボールねじ軸を回転自在に取付ける。各ボールねじ軸と螺合するボールねじナットを押出板と固定する。各ボールねじ軸を電気モータによって反対方向に同じトルクで回転させ、押出板の前後進動作を行なう。押出板に作用する回転トルクが相殺されるため、押出板を支持するガイドロッドを細く、あるいは無くすことが可能となる。また、2本のボールねじの同期制御が容易となる。
(もっと読む)
型締装置及び射出成形機
【課題】駆動源としてモータを備えた型締装置において、測定器を別途必要とせずに、型締力を測定すること。
【解決手段】金型に型締力を付与する第1及び第2の型締部と、モータを駆動源として備え、前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記モータを制御して前記第1の型締部を前記第2の型締部に近接する方向に所定の型締位置まで移動させた後、前記第1の型締部の位置を変えずに前記モータのトルクを減らしていくモータ制御手段と、前記モータ制御手段が前記モータのトルクを減らしていく制御を行っている場合に、前記型締位置から前記第1の型締部が移動したことを検出する検出手段と、を備える。
(もっと読む)
射出成形機のエジェクタ制御装置
【課題】成形品を排出するエジェクタ装置に関し、型閉じ工程において、最適なエジェクタ後退端位置を検出し、検出位置を射出成形機のエジェクタ装置の制御装置を提供する。
【解決手段】エジェクタのトルク制限値Tlimitを通常のトルク値Tstdに設定し、型閉じを開始し、現在の可動プラテン位置を取得しCPとする(SA100〜SA102)。CPがエジェクタのトルク値を切り換える可動プラテン位置を表すPosPlaten以上である場合には、エジェクタのトルク制限値Tlimitに金型が破損しない低トルク値Tlowを入力し、以上でない場合にはステップSA102に戻る(SA103〜SA105)。CPが型閉じ終了時の可動プラテン位置CPend以上である場合には、検出したエジェクタ位置をエジェクタ後退端位置とし、トルク制限値Tlimitを通常のトルク値Tstdにし、処理を終了する(SA106〜SA108)。
(もっと読む)
トグル式型締装置の型厚調整方法
【課題】 各種金型に対して精度の高い型厚調整を行うとともに、型厚調整モータにおける小型化,省エネルギ化及び低コスト化を図る。
【解決手段】 型締モータ4を駆動制御してトグルリンク機構5のクロスヘッド5hを金型閉鎖位置Xsよりも型開側の位置となる予め設定した予備位置Xrまで移動させる第一工程T1と、第一工程T1の終了後、型厚調整モータ2を駆動制御して金型Cが閉じる型閉位置Xcまで圧受盤3を前進移動させる第二工程T2と、第二工程T2の終了後、型締モータ4を駆動制御してクロスヘッド5hを前進移動させるとともに、型締モータ4のトルク制限を行うことにより金型Cを加圧し、かつ型厚調整モータ2を駆動制御して圧受盤3を移動させつつクロスヘッド5hを金型閉鎖位置Xsまで移動させる第三工程T3と、第三工程T3の終了後、所定の型締力に対応する金型Cの締め代Lpを設定する第四工程T4とを備える。
(もっと読む)
金型の中子制御装置
【課題】中子の位置決めと中子間に隙間が生じないようにすることが可能な射出成形機の制御装置を提供すること。
【解決手段】第1中子の前進量および前進トルクの設定値、並びに第2中子の前進量および前進トルクの設定値を読み込み、型閉じ処理を実行する(SA1〜SA3)。第1中子を設定された前進トルクを制限トルクとして前進開始し、設定した前進量を前進するまで第1中子を前進させ、第1中子の前進を停止する(SA4〜SA6)。第2中子を設定された前進トルクを制限トルクとして前進開始し、第1中子に第2中子が突き当たったか否か判断し、第2中子が第1中子に突き当たるまで第2中子の前進を継続する(SA7,SA8)。射出工程・保圧工程・計量工程を実行し、第1中子と第2中子とを初期位置まで後退し、型開きを実行し、金型内から成形品の取り出し(突き出し)を実行し、1成形サイクルを終了する(SA9〜SA12)。
(もっと読む)
金型開閉装置
【課題】解除バーの直線運動をカムの回転運動に変換することによってカムロックの開閉を行う構造の金型開閉装置において、細くて長い解除バーの高精度な切欠き加工を容易に行うことができるようにする。
【解決手段】同一の回転軸を支点としてそれぞれが独立して回転する第1のカム5と第2のカム6とによりクランプカムを構成する。そして、ドグ11の直線運動を第1のカム5の回転運動に変換し、第1のカム5の回転力を利用して第2のカム6を回転させることによって上本体爪1aとロック爪6aとのロックを解除するように構成する。これにより、ドグ11と直接接触する第1のカム5が、ロック状態を維持したまま第2のカム6と独立して回転できるようにして、切欠きを長くしてドグ11から押接力をずっと受けない状態にしておく必要をなくし、型開き長さ以上の大きな切欠部11bを作らなくても済むようにする。
(もっと読む)
トグル式電動型締装置
【課題】設定型締力を変更しても、型開力を制御可能とした、トグル式電動型締装置を提供する。
【解決手段】トグル機構27におけるクロスヘッド32の位置xと、可動盤25の位置yとに基づく、トグル機構27のトグル倍率から、設定型締力に対応した型開き位置でのトグル倍率を把握して、このトグル倍率に基づいて型締めモータのトルクリミットを制御することで、型開力の上限値を制御するようにする。
(もっと読む)
型締装置
【課題】不均等な型締力を与えても、型締装置の構成部材に生ずる機械的損傷を最小限に抑えることのできる型締装置を提供する。
【解決手段】ベースフレーム11と、固定ダイプレート12と、移動ダイプレート13と、移動ダイプレート13を固定ダイプレート12に対して進退させる移動ダイプレート移動手段と、固定ダイプレート12内に形成される油圧型締シリンダ18と、一端に形成されたラム16が油圧型締シリンダ18に配置され、他端が移動ダイプレート13に対して固定される複数のタイバー17と、を備え、油圧型締シリンダ18への作動油の供給を調整することにより、タイバー17を介して固定金型14と可動金型15との型締めをする型締装置10であって、型締動作の過程で、型締装置10の所定部位に生ずる応力を検知し、検知された応力が、所定の基準応力を超える場合には、型締動作を停止させる。
(もっと読む)
型締装置及び型締制御方法
【課題】駆動用モータを有効に利用し、かつ金型の開閉時間を短縮させることができる型締装置、及び駆動用モータの制御方法を提供すること。
【解決手段】型締装置は、固定ダイプレートと、リアプレートと、前後動自在に設けられた可動ダイプレートと、トグル機構と、クロスヘッドを駆動させる駆動用モータとを備えている。クロスヘッドの停止位置と、停止位置からクロスヘッドを加速させるときの加速度や停止位置に停止させるときの減速度とを対応させる。停止位置に対応した加減速度でクロスヘッドを作動させる。これにより、可動ダイプレートを加減速させる際の駆動用モータの出力トルクを、可動ダイプレートの位置にかかわらず一定の値にできる。また、金型の開閉時間を短縮できる。
(もっと読む)
ラップドVベルトの加硫方法及びラップドVベルトの加硫装置
【課題】リング金型の組立及び解体という高負荷の作業を廃止し、作業負荷の飛躍的な軽減と製造効率の飛躍的な向上とを図る。
【解決手段】外被布で周囲が覆われた環状のベルト100を加硫してラップドVベルトを製造する。ベルト装着領域50aでは、駆動ドラム11aの外周において軸方向に沿って螺旋状に連続して延びるよう形成されたV状溝26に対して未加硫状態のベルト100が嵌め込まれ、一対のドラム11にベルト100が架け渡されるように装着される。一対のドラム11の軸間距離が調整され、ベルト100に張力が付与される。加硫領域50bでは、駆動手段16によって駆動ドラム11aが回転駆動されて軸方向に移動するベルト100が、加熱手段14によって加熱されて加硫される。
(もっと読む)
複合光学素子の製造装置および複合光学素子の製造方法ならびに制御プログラム
【課題】複合光学素子を構成する樹脂の表面に、成形時に微細なヒケが生じることを防止し、高い光学性能および面精度を実現する。
【解決手段】成形型固定板7に支持されて基材2と対向し、基材2に塗布された紫外線硬化樹脂1の成形を行う成形型3の変位を、サーボコントローラ13によって制御されるサーボモータ9およびボールネジ機構8によって制御する複合光学素子の製造装置において、紫外線4aの照射による紫外線硬化樹脂1の硬化開始時に、サーボモータ9のトルク制限設定値21を成形型3およびその支持構造の重量に釣り合う値に変更して成形型3を浮動状態にし、紫外線硬化樹脂1の収縮硬化力に成形型3が追従するように制御し、成形型3の成形面3aが転写される紫外線硬化樹脂1の光学機能面1aにおけるヒケの発生を防止し、基材2とともに複合光学素子を構成する紫外線硬化樹脂1の光学機能面1aの面精度を向上させる。
(もっと読む)
樹脂成形装置
【課題】金型が進退動した場合でも、離型フィルムに掛かるテンションを一定の範囲内に調整する。
【解決手段】上型112と該上型112に対して進退動可能な下型114とを備え、該下型114の表面に離型フィルム160を介在させた状態で樹脂封止を行う樹脂封止装置であって、使用前の離型フィルム160が巻回された供給ロール150と使用後の離型フィルム160を巻回して回収する回収ロール151とを下型114に対して水平方向同じ側に配置すると共に、離型フィルム160を供給ロール150から回収ロール151まで案内する複数の案内ローラ154を備え、下型114が進退動した場合でも、離型フィルム160に掛かるテンションを一定範囲内に調整可能なバッファローラ159を備える。
(もっと読む)
成形機
【課題】型開閉用サーボモータの出力トルクを監視して動作異常を判定することを、金型メカニズムの構造毎に応じた可動ダイプレートの全移動領域中の所望の部分領域(すなわち、必要とする的を絞った領域)において的確に行えるようにすること。
【解決手段】型開閉用サーボモータの駆動力によって、可動側金型を搭載した可動ダイプレートが、固定側金型を搭載した固定ダイプレートに対して前進または後退することにより、型閉じ・型締め動作または型開き動作を行う成形機において、可動ダイプレートが型開きで移動する全移動領域中の所定の部分領域における型開閉用サーボモータの出力トルクが、上記の部分領域に応じて設定された判定用トルクを超えたか否かを監視する。
(もっと読む)
成形機の動力伝達機構
【課題】 モータの駆動軸に取付けられた駆動プーリと従動プーリの間にベルトが掛け渡され、前記従動プーリに取付けられたボールネジ機構により回転運動が直動運動に変換される成形機の動力伝達機構において、ベルトの張力調整を容易にする。
【解決手段】 モータ19の駆動軸22に取付けられた駆動プーリ23と従動プーリ26の間にベルト32が掛け渡され、前記従動プーリ26に取付けられたボールネジ機構28により回転運動が直動運動に変換される成形機の動力伝達機構34において、
前記ベルト32に対して、支軸41を中心に揺動する揺動部材42に取付けられたアイドラプーリ43が当接されるように設けられている。
(もっと読む)
タイヤ加硫機の中心機構、およびその制御方法
【課題】ブレーキの誤作動や誤設定などがあったとしても構成部品の損傷や破損を防止することができ、且つ簡易な構造からなるモータ駆動されるタイヤ加硫機の中心機構、およびその制御方法を提供すること。
【解決手段】スクリュー軸16およびスクリュー軸16に螺合されたスクリューナット19を具備するネジ機構と、上部リング体7を昇降させるためにスクリュー軸16を回転させるモータ32と、モータ32を制御するインバータと、ブラダ6がシェーピング状態を保持するように上部リング体7の所定位置を保持する機械式ブレーキ32aとを備え、上金型37の閉動作開始時から上金型37と上部リング体7とが接触する前までの間に、機械式ブレーキ32aの作動を解除するとともにインバータによる上部リング体7の位置制御を開始し、少なくとも機械式ブレーキ32aの作動解除後はインバータにより上部リング体7の位置を制御することを特徴とするタイヤ加硫機の中心機構100。
(もっと読む)
1 - 20 / 39
[ Back to top ]