
Fターム[4F202CA24]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 特殊発泡成形 (88) | ビーズ発泡成形 (46)
Fターム[4F202CA24]に分類される特許
1 - 20 / 46
金型構造及び成形装置
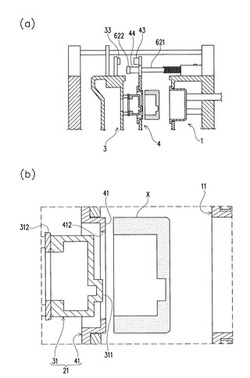
【課題】 発泡体を押し出して金型から離脱させるために従来必要であった押出ピンを不要にすることができる雄金型、金型構造、及び成形装置を提供する。
【解決手段】 成形装置は、凹状に形成される雌金型11と、雌金型11と接離することにより、雌金型11とで発泡体Xを成形する凸状の雄金型21とを有する金型構造を備える。そして、雄金型21は、発泡体Xを成形する際に雌金型11の内部に配置される凸部311を有する凸金型31と、凸部311よりも外側に配置され、発泡体Xを成形する際に凸金型31と雌金型11との間を閉塞する蓋金型41とを備え、凸金型31は、外側から凸部311に嵌着する発泡体Xを蓋金型41に係止させることで凸部311から離脱させるべく、蓋金型41よりも雌金型11から離反するように、蓋金型41に対して変位可能に構成されることを特徴とする。
(もっと読む)
車両用ステアリングホイールEPP発泡フォーム成形金型

【課題】車両用ステアリングホイールEPP発泡フォーム成形金型の提供。
【解決手段】コア成形部を備えるコア金型と、前記コア成形部と組み合わされるキャビティ成形部を備えるキャビティ金型と、からなる車両用ステアリングホイールEPP発泡フォーム成形金型において、前記コア金型及び前記キャビティ金型の内部には、前記コア成形部と前記キャビティ成形部の高さ方向に沿って移動自在に設けられる第1及び第2作動部と、前記第1作動部の一方の面に一体に設けられて前記コア成形部に載置されるハブコアを固定する固定治具と、を備えてなることを特徴とする。
(もっと読む)
成形部材用の切断ユニット
【課題】簡単かつ安価で製造できる装置でありながら、繋ぎ体10と多数個の成形部品20、30が一体に成形された成形部材Bから、多数個の成形部品20と30とを混在することなく切断分離して回収することのできる成形部材用の切断ユニットAを提供する。
【解決手段】切断ユニットAは、第1成形部品20を収容する第1収容保持箱40と、第2成形部品30を収容する第2収容保持箱50と、切断手段60を備える。切断手段60は、第1収容保持箱40と第2収容保持箱50とに収容されている成形部材Bにおける、第1成形部品20と繋ぎ材10との接続部および第2成形部品30と繋ぎ材10との接続部であって、第1収容保持箱40および第2収容保持箱50から露出している部分を切断する。
(もっと読む)
発泡樹脂成形型および発泡樹脂成形品
【課題】成形用キャビティ内に従来のものよりもさらに均一に蒸気を送り込むことができるようにした発泡樹脂成形型を提供する。
【解決手段】第1の成形面3には原料フィーダー10が備えられ、第1と第2の成形面4には複数の蒸気穴8が形成されていて、成形用キャビティ6に原料フィーダー10から発泡性樹脂粒子を充填し、複数の蒸気穴8を介して充填した発泡性樹脂粒子に蒸気を接触させることで発泡樹脂成形品を成形するようにした発泡樹脂成形型において、第1の成形面3に原料フィーダー10を配置する場合、第2の成形面4における原料フィーダー10の原料投入口11に対面する場所には、必ず蒸気穴8が存在するように設計する。
(もっと読む)
発泡成形用金型及びこれを用いて成形される発泡成形体
【課題】離型し易い発泡成形用金型及びこれを用いて成形される発泡成形体を提供する。
【解決手段】成形型によって形成された成形空間に充填された発泡性樹脂粒子を加熱して発泡成形体を成形するための発泡成形用金型であって、前記成形空間を形成する成形型の成形面の対象エリアに、一端から他端に亘って連続する溝部M1が一方向に一定間隔P1で整列するようにして形成されていることを特徴とする発泡成形用金型である。
(もっと読む)
発泡樹脂成型品の製造方法
【課題】発泡倍率の異なる発泡樹脂成型材料によって成型された部分の境界に隙間が形成されず、かつ、強度を高めるべき成型部分の体積の誤差を小さくすることができる発泡樹脂成型品の製造方法を実現する。
【解決手段】スライドコマ8を第2のキャビティ2cに配置した状態で高発泡倍率の原料Aを第1のキャビティ2a,2bに充填する。次に、ピストンシリンダ装置9を作動させてスライドコマ8を退避させながら低発泡倍率の原料Bを第2のキャビティ2cに充填する。このとき、第2のキャビティ2cに充填された原料Bが、第1および第2のキャビティ間の仕切りの役割を果たすため、第1のキャビティ2a,2bから第2のキャビティ2cに原料Aが流入するおそれがない。また、原料Bを圧送するための圧送空気によって原料A,Bが撹拌され難い。
(もっと読む)
成形用金型、成形方法及び該方法を用いて成形された成形品
【課題】成形品を厚み方向に亘って、少なくとも2種類の成形樹脂で形成する。
【解決手段】本発明は、第1の樹脂にて形成された第1の成形体2と、該第1の樹脂とは異なる強度の樹脂から形成され、第1の成形体2の厚み方向に被さる第2の成形体7からなる芯材1を製造する金型3に関する。金型3は、固定型4と該固定型4に接近離間する可動型5を具え、両型4、5の間にキャビティ30を設けている。固定型4のキャビティ30側に、予め成形された第1の成形体2が取り付けられ可動型5の移動方向に延びた突起40を具え、可動型5に第2の成形体7を形成する樹脂をキャビティ30に充填する充填口6を設けている。突起40によって、第1の成形体2と固定型4との間に形成される第1の成形体2の厚み方向の隙間Mは、第2の成形体7を形成する樹脂によって充填される。
(もっと読む)
発泡樹脂製品の製造方法および発泡樹脂製品の成形機
【課題】
発泡性原料からなる表面硬化層を生成できる発泡樹脂製品の製造方法および成形機を提供する。
【解決手段】
発泡樹脂製品の製造方法は、複数の金型のうちの加熱用金型の表面を発泡性原料の融点以上に加熱するステップと、複数の金型を閉じることによって形成された成形空間に発泡性原料を供給するステップと、加熱用金型が有する面のうちで金型の閉鎖方向に対して垂直ではない面に対向する金型の少なくとも一部である移動金型を加熱用金型に近づける方向に移動することにより、加熱用金型の表面において発泡性原料を溶融して溶融硬化層を生成するステップと、移動金型を加熱用金型から遠ざける方向に移動するステップと、成形空間に予備発泡された発泡性原料を供給するステップと、成形空間に、発泡性原料を溶着させるために蒸気を供給するステップとを備える。
(もっと読む)
発泡成形品の成形装置
【課題】1つの原料充填口を具えた発泡樹脂用の成形装置にて、成形品を容易に多数個取りする。
【解決手段】成形装置1は、固定型2と可動型3を具え、固定型2に成形材料である発泡樹脂ビーズを供給する原料充填口5を設けている。両型2、3の間に、成形材料が充填される複数のキャビティ20を原料充填口5の周りに形成している。可動型3上にて原料充填口5に対向した部位に、成形材料を各キャビティ20に案内するガイド部30が形成されている。可動型3に、キャビティ20内を向いたピン6を設け、固定型2に該ピン6が嵌まる凹部60を形成し、ピン6が凹部60に嵌まる長さは、可動型3のクラッキング時の移動量よりも長く設定されている。
(もっと読む)
発泡樹脂製品及びこれを製造するための発泡樹脂製造金型
第1成形面を有する第1金型と、第2成形面を有する第2金型と、第3金型と、を含む発泡樹脂製造金型が開示される。前記第1成形面と前記第2成形面との間にキャビティが形成され、前記第3金型は、前記第1成形面に対して移動可能に装着されてキャビティ内に突出し、前記キャビティは樹脂粒子で充填されることが可能である。
 (もっと読む)
(もっと読む)
発泡成形型とそれを用いて成形した低倍発泡成形体
【課題】1枚のアタッチメントプレートから複数個の発泡成形品を同時成形することを可能とすることで、生産性をさらに向上させた発泡成形型を開示する。
【解決手段】平坦な蒸気吹き出しプレート2a,2bが、その前面側が一平面となるように、両マスターフレーム1a,1bの前面側にそれぞれ取り付けられており、片方のマスターフレーム1a側に、成形品キャビティ4を区画する成形開口22を備えたアタッチメントプレート20が着脱可能に取り付けられている発泡成形型1において、一方のマスターフレーム1aに複数本の原料フィーダー5を蒸気吹き出しプレート2a面内に原料吹き出し口を持つようにして取り付ける。アタッチメントプレート20は2枚以上の着脱可能なアタッチメントプレート群で構成されていて、そのうちの少なくとも1枚のアタッチメントプレートは面内に2個以上の成形開口22を形成している。2個以上の成形開口22には、複数本の原料フィーダーからそれぞれ同時に原料が供給される。
(もっと読む)
型の製造方法
【課題】煩雑な後加工を要することなく、良好な通気性を有し、型内での加熱・冷却等を均一に行なうことができる型の製造方法を実現する。
【解決手段】ノボラック型フェノール樹脂等の粘結剤を含有した溶剤(例えば、アルコール類)をセラミック繊維、カーボン繊維、及び金属繊維等の繊維質材料に含浸させて塗工材を作製し、原型1の表面に離型材を塗布した後、前記塗工材を塗付して所定厚みのコーティング層3を形成し、コーティング層3から原型1を離型した後、熱処理してコーティング層3を硬化させ、反転型を作製する。
(もっと読む)
鋳造用原型及びこれを用いた砂型の製造方法、並びに、この砂型から成形された成形用金型によって成形される樹脂成形体
【課題】 本発明は、かかる事情に鑑み、不連続面部分や円弧面部分においても、凹凸模様を成形することができる鋳造用原型及びこれを用いた砂型の製造方法、並びに、この砂型から成形された成形用金型によって成形される樹脂成形体を提供することを課題とする。
【解決手段】 表面側に凸部13を複数備え、弾力性及び柔軟性を有する素材で構成される凹凸模様成形部材12を、弓なり形状であったり、山谷状であったりする木型1aの表面に取り付けられることを特徴とする。
(もっと読む)
発泡成形型および低倍発泡成形体
【課題】低倍発泡成形品を成形する発泡成形型において、簡単な設計変更を施すだけで、発泡力によって生じる恐れのある成形型の変形を、確実に抑止すること。
【解決手段】平坦な蒸気吹き出しプレート2a,2bが、その前面側が一平面となるように、両マスターフレーム1a,1bの前面側にそれぞれ取り付けられており、片方のマスターフレーム1a側に、成形品キャビティ4を区画する成形開口22を備えたアタッチメントプレート20が着脱可能に取り付けられている発泡成形型1において、蒸気吹き出しプレート2a,2bが成形品キャビティ4に対向する領域の背面側に位置する補強サポート40として、蒸気吹き出しプレート2a,2bの背面と接する部分の形状が所定幅の線状をなす板状の補強サポート40を備える。
(もっと読む)
発泡成形型とそこで用いるアタッチメントプレートおよび低倍発泡成形体
【課題】アタッチメントプレート20の交換作業をより容易に行いうるようにした発泡成形型1を得る。
【解決手段】平坦な蒸気吹き出しプレート2a,2bが、その前面側が一平面となるように、両マスターフレーム1a,1bの前面側にそれぞれ取り付けられており、片方のマスターフレーム1a側に、成形品キャビティ4を区画する成形開口22を備えたアタッチメントプレート20が着脱可能に取り付けられている発泡成形型1において、アタッチメントプレート20はマスターフレーム1aに取り付けたときにそこからから上方に突出する突出領域23を持つ。突出領域23を利用して、クレーン等で吊り下げることで、アタッチメントプレート20の着脱作業を容易化する。
(もっと読む)
発泡成形機およびそれに装着される発泡成形用金型の製造方法
【課題】使用蒸気などエネルギ効率の一層の向上と、発泡成形用金型の装着取外作業の簡便化を可能とし、かつ、発泡成形機および成形用金型のコストダウン。
【解決手段】発泡成形機は、凹金型部材31と凹側背面部材33とにより、および、凸金型部材32と凸側背面部材34とにより、それぞれ囲まれ、かつ前記金型部材の成形面31m、32mに沿って配置され、独立した凹側個別用役チャンバ35、凸側個別用役チャンバ36を形成するよう、各金型部材とその背面部材との外周部(金型部材外周部31a、32aと背面部材同33a、34a)を連接して一体に成形された凹側一体金型30Aと凸側一体金型30Bとを装着している。
(もっと読む)
樹脂成形品及び成形金型
【課題】 樹脂成形品にバリが形成された状態であってもバリの影響を受けることなく、樹脂成形品を隙間なく密着させることができ、あるいは、バリの影響によって樹脂成形品が浮き上がってしまうのを防止することができる樹脂成形品を提供することを課題とし、その成形金型を提供することを課題とする。
【解決手段】 複数の金型片に分割可能に構成された成形金型によって成形される樹脂成形品であって、その端部から一方向に延出するように形成されるバリが変形した状態で収容されるように構成された切欠部を備えることを特徴とする。
(もっと読む)
成形用金型及び該金型を用いて成形された成形品
【課題】成形品の表面上から余分な凹部を無くし、且つ離型性を良好にする。
【解決手段】金型4は、固定型40と、該固定型40に合わさって成形空間41を形成する可動型5を具えている。可動型5上に板材1を配備し、該板材1は頭部20が成形空間41内に配備されたアンダーカットピン2にて該可動型5上に取り付けられている。該頭部20は固定型40に向かって拡がるテーパ状に形成されている。また、板材1の周面10は、固定型40に向かって拡がるテーパ状に形成されている。頭部20と板材1の周面10をテーパ状に形成することにより、アンダーカット効果を強化している。
(もっと読む)
金型冷却配管を備えた発泡成形装置及びこれを用いた発泡成形方法
【課題】 金型交換時に金型の形状に応じた専用の冷却配管を採用することなく、金型取付フレーム内での金型冷却配管を金型支柱等の配置箇所を避けながら簡単に配管することができると共に、金型全体の均一な冷却を可能にした金型冷却配管を備えた発泡成形装置を提供する。
【解決手段】 金型取付フレーム1Aの上側枠部の下面に沿って主管7を配設すると共にこの主管7に、長さ方向に小間隔毎に冷却水噴出孔9を設けている可撓性を有する複数本の枝管8を、その上端開口部を主管7に連通させた状態で一定間隔毎に垂設してあり、冷却水噴出孔9から冷却水を噴出させて金型を冷却する際に、その噴出圧の反力等によって可撓性を有する枝管8を左右に振動させて金型全面に均一に噴射させ、また、金型交換時には金型支柱6を迂回するように枝管8を湾曲させて該支柱6の先端面をバックプレート4の内面に受止させるように構成している。
(もっと読む)
成形装置及びこの成形装置を用いた発泡成形品の製造方法
【課題】 本発明は、発泡成形品の離型性に優れた成形装置を提供する。
【解決手段】 本発明の成形装置Aは、チャンバー5、7を備えたアルミニウム材製の一対の金型1、2を備え、上記一対の金型1、2を型締めして形成されるキャビティ3の壁面はアルミニウム材の陽極酸化被膜層31とされており、この陽極酸化被膜層31の被膜セル31aの微細孔31bが上記キャビティ3内に開口していることを特徴とするので、キャビティ内の発泡成形品を優れた離型性でもって金型内から取り出すことができる。
(もっと読む)
1 - 20 / 46
[ Back to top ]