
Fターム[4F202CC02]の内容
プラスチック等の成形用の型 (108,678) | 型の全体的装置構成 (555) | 移動するもの(←成形ステーションへの) (394) | 連続的に移動するもの (29)
Fターム[4F202CC02]に分類される特許
1 - 20 / 29
気泡シート及びその製造方法
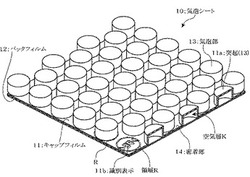
【課題】空気層を介することなくフィルムを密着させた密着部に識別表示が付されるので、凹凸がくっきりと形成されるだけでなく、シート両面から識別表示が視認可能な気泡シートを提供する。
【解決手段】二つのフィルム11,12の間に空気層Kを介在させた気泡部13と、空気層Kを介することなく二つのフィルム11,12を密着させた密着部14と、を有する気泡シート10であって、密着部14に、所定の識別表示11bを凹設形成した構成としてある。
(もっと読む)
乾燥装置及び溶液製膜方法

【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】バンド91は、帯状の中央部91cと中央部91cの幅方向両側に配された帯状の側部91sとからなる。中央部91c及び側部91sの溶接部91wは、表面91aから露出する。流出口133aから移動状態のバンド91の表面91aに向けてドープが流出する。表面91a上では、ドープからなる流延膜136が、溶接部91wを覆うように形成される。ダクトから流延膜136に向けて乾燥風が送り出される。乾燥風との接触により流延膜136から溶剤が蒸発する。ノズル151は、裏面91b側から溶接部91wへ加熱風150をあてる。加熱風150により、表面91a上の流延膜から溶剤が蒸発する。剥取ローラは、流延膜136をバンド91から剥ぎ取ってフィルムとする。
(もっと読む)
気泡シート製造装置用のプラグ、及びその製造方法
【課題】気泡シートに良好な視認性を有する識別表示を押印する気泡シート製造装置用のプラグ、及びその製造方法を提供する。
【解決手段】周面に複数のキャビティが形成された成形ロールに供給され、キャビティにおいてキャビティ形状に対応する突起が真空成形されるキャップフィルムと、キャップフィルムに接合され、前記突起内の空気を封止するバックフィルムと、を備える気泡シートを製造する気泡シート製造装置において、キャビティの底面に連通するキャビティより小径の吸引孔を通気可能に塞ぐプラグ1Aであって、キャビティの底面となるプラグ上面に、真空成形時の吸引力によって所定の識別表示をキャップフィルムの突起頂面に凹設及び/又は凸設成形する印章部2を備え、印章部2は、所定の金属粉末をレーザ照射により焼結させた金属焼結層によって形成された構成としてある。
(もっと読む)
紐状反応性樹脂発泡成形体の製造方法
【課題】本発明は一枚のシート状基材を繰り出してシート状基材の進行方向に放射状成形ガイドと押圧冶具を用いて複数列の溝成形体を製造すると共に該溝内に反応性樹脂気泡化原料を充填、反応、硬化させて同時に複数本の紐状樹脂成形体を製造するに当たり、シート状基材の幅中心部の製品から端部の製品まで良好な製品を製造すること、並びにより多列数の製品を同時に製造すること並びに他の部材との一体品を製造することを目的とする。
【解決手段】連続して繰り出す一枚のシート状基材を放射状成形ガイド並びに押圧冶具を用いて溝成形体を製造した後、複数列の進行方向に広幅で、幅方向の中心線がシート状基材の進行方向に平行な略台形状のせり上げ平行ガイドレールに沿わせた後、反応性樹脂気泡化原料を放射状成形ガイド以降からシート状基材からなる溝の上部が閉ざされる前までで吐出充填させて、溝成形体の上部を閉じ反応硬化することを特徴とする。
(もっと読む)
高速かつ低圧縮の熱可塑性材料の回転式成形機
本発明の一実施形態による成形装置は、複数の深絞り加工用圧縮型を備える。各圧縮型は、型キャビティ及び同型キャビティに対応する型コアを有する。回転支持構造が、型キャビティ及び型コアを互いに対して動作可能に支持する。圧縮型は、回転支持構造により形成される閉路を移動する間に開閉する。型材吐出機構が、各圧縮型に所定量の型材を順次導入する。熱源が、圧縮型を加熱し、型閉鎖機構が、加熱された圧縮型を閉じ、型キャビティ及び型コアの間において型材を圧縮して深絞り部品を形成する。冷却源が迅速かつ活発に圧縮型を冷却し、型開放機構が冷却された圧縮型を開く。取出装置が深絞り部品を圧縮型から取り出す。深絞り部品の形成方法も開示されている。本発明によるシステム及び方法により、深絞り部品の圧縮成形が容易になる。 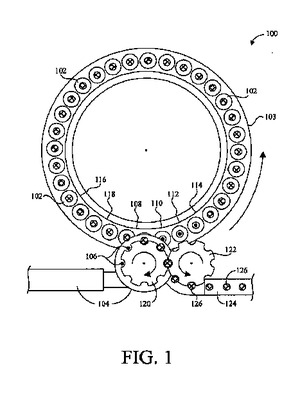 (もっと読む)
(もっと読む)
真空成形金型およびキャリアテープの成形方法
【課題】ポケット開口部の曲率半径が小さく、微少電子部品チップを所定の配置で収納でき、しかも配置がずれにくいエンボスキャリアテープが得られる金型およびキャリアテープの製造方法を提供する。
【解決手段】側板A11、成形型13、側板B12、からなり、下記のa〜dの要件を具備するエンボスキャリアテープの雄型真空成形用金型。(a)側板Aの溝側面111と溝底面112、および側板Bの溝側面121と溝底面122で形成される溝の中央部に、雄型を形成する成形型13を有する。(b)成形型頭部131は、成形型足部132に、成形型足部の幅133よりも大きな幅で複数形成されていて、成形型足部132から頭部131に該当する部分の断面形状がT字型である。(c)両側板11、12と成形型13の合わせ面に真空孔14を有する。(d)成形型頭部の裏面134と両側板溝底面112、122の間に間隙を有する。
(もっと読む)
光学素子の成形用金型
【課題】成形品の成形条件均一化を達成する光学素子の成形用金型を提供する。
【解決手段】光学素子材料に対し成形を行うには、金型組15をINポートロードロック室12に投入し、真空引きした後、窒素置換を行い、成型室8内に投入される。図示しない前記搬送ユニットにより、成型室に投入された金型組は、加熱ゾーン、プレスゾーン、冷却ゾーンヘと順次搬送され、成形が行われる。冷却された金型組は、OUTポートロードロック室13へと搬送され、成型室から取り出される。この金型組の上金型と下金型の外周面には、予め、耐酸化性皮膜が均一になるよう施されている。この耐酸化性皮膜の種類として、耐熱性が十分であれば、皮膜の色は特に問題にはならないが、酸化皮膜のように暗色好ましくは黒色とすることで、赤外線吸収率は向上するため、より少ない電力で目標温度まで加熱することが可能となる。
(もっと読む)
防眩フィルムおよびその製造方法、ならびに金型の製造方法
【課題】優れた防眩性能を示しながら、白ちゃけによる視認性の低下が防止され、高精細の画像表示装置の表面に配置したときに、ギラツキを発生せずに高いコントラストを発現する防眩フィルムおよびその製造方法、ならびに、防眩フィルムを得るための金属金型の製造方法を提供する。
【解決手段】透明支持体上に、微細な凹凸表面を有する防眩層が形成されてなる防眩フィルムであって、前記微細凹凸表面の標高の空間周波数0.01μm-1におけるエネルギースペクトルH12と、空間周波数0.04μm-1におけるエネルギースペクトルH22の比H12/H22が3〜15の範囲内である防眩フィルム、およびその製造方法、ならびに金型の製造方法。
(もっと読む)
成形装置および成形方法
【課題】循環して反復使用される成形型の劣化を早めることなく、成形型の保守管理費用を抑制しつつ、成形品の歩留まりを向上させる。
【解決手段】成形用素材134が実装された成形型131が投入され、光学素子135に成形する成形部1と、成形型131に対する成形用素材134と光学素子135の入れ替えを行う型脱着部5との間を出口コンベア2、正面レール3、入口コンベア4でループ状に接続し、複数の成形型131を循環させて成形を行う構成の成形装置101Aにおいて、入れ替え時に光学素子135の良否を判別する検査部8と、不良品と判定された光学素子135の成形に用いられた成形型131を循環経路から排除するための型排出ステージ11を設け、型脱着部5における入れ替え毎に光学素子135の良否を判別して、当該光学素子135の成形に用いられた成形型131の劣化を早期に検知し、保守管理の負担を軽減する。
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラントの成形ユニット
各パリソン(3)からプラスチック容器(2)、特にボトルをブロー成形するプラントは、2つの金型半部(17a,17b)を有する少なくとも1つの成形ユニット(15)を備え、一方の金型半部(17a,17b)は、容器(2)をブロー成形する少なくとも2つの成形キャビティ(19)の開位置と閉位置との間を他方の金型半部(17a,17b)に対して移動可能であり、2つの金型半部(17a,17b)は、成形ユニット(15)の供給経路(P)に実質的に接する閉鎖平面(20)において閉鎖するように配向される。  (もっと読む)
(もっと読む)
プラスチック容器、特にボトルをブロー成形するためのプラント用成形ユニット
各パリソン(3)からプラスチック容器(2)をブロー成形するためのプラント用の成形ユニットが、各容器(2)をブロー成形するための少なくとも一つのキャビティ(19)の開位置と、閉位置と、の間を互いに関して可動な2つの金型半部(17a,17b)と、前記2つの金型半部(17a,17b)を前記閉位置にロックするためのロック装置(21)と、を備えており、前記ロック装置(21)は、2つの締結要素(22,28)を備え、これらの締結要素は、少なくとも一つの弾性動作要素(30)により、ロック位置に動かされ、常時その位置に維持される。 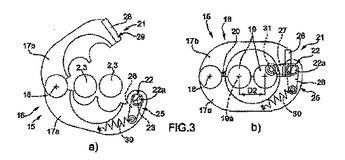 (もっと読む)
(もっと読む)
熱可塑牲樹脂シ−トを金属板回転ベルト上で連続して凹凸成形させるベルトの製造方法及びそれによる樹脂シ−ト成形装置並びに成形ベルトの冷却方法及びその製造装置。
【課題】一セットのプレス成形型で、軟化状態の熱可塑性樹脂シ−トに凹凸模様形状を連続真空成形する凸凹金属板ベルトを製造し、更に溶融樹脂シ−トが金属板ベルトに付着しないように、金属板裏面を樹脂シ−トの成形時に冷却する技術を提供する。
【解決手段】相対する成形辺が同一の長さで、同じ凹凸形状が整列するプレス上下型の場合に、金属板1に成形した形状端末をプレス型の反対側の端末に嵌合して、次のプレス成形を縦、横共にし続ける。或は一本以上の直線や曲線を形成する型の場合は、形状辺や内面の凹凸模様と共に金属板にその模様をプレス成形して、その面が表面になるようにベルト状に接続する。ベルトには多数の小孔17を開けて、その金属ベルト19を回転させて、軟質、硬質の熱溶融樹脂シ−トに真空成形法により凹凸模様を転写する。又金属ベルトの裏面を同速度で接し移動する冷却ベルト41で冷却する。
(もっと読む)
プラスチック材料からブロー成形で容器製品を形成する装置
容器製品(11)を成形する、形成型を閉鎖し、開放するために、対をなして互いに近づき、かつ互いに離れるように移動することができる、形成ライン(5)に沿って延びる個別型部分(7)を用いてプラスチック材料からブロー成形で容器製品(11)を形成する装置であって、容器製品が離型工程後に、形成ライン(5)に沿って移動される容器チェーン(9)の形式で排出され、排出される容器チェーン(9)に形成型の外部で作用する離型装置(3)が、離型工程を支援するために設けられている、装置は、離型装置(3)が、動力装置(17)を有しており、動力装置によって容器チェーン(9)が、形成ライン(5)から往復運動(5)で変位可能である。 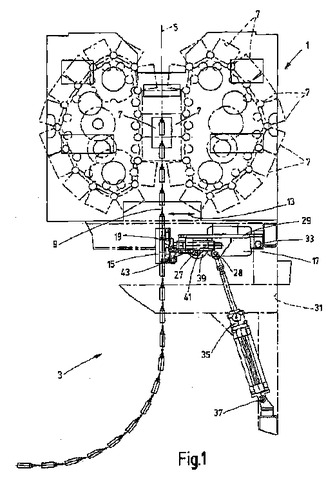 (もっと読む)
(もっと読む)
ベルト状金型およびそれを用いたナノインプリント装置
【課題】ナノインプリントにおいて高アスペクト比の微細構造体を高速で安定して形成するための微細構造パターン転写用ベルト状金型およびそれを用いた微細パターン転写装置(ナノインプリント装置)を提供する。
【解決手段】本発明のナノインプリント用のベルト状金型は、ベルト状支持体と、転写しようとする微細な凹凸パターンを一方の表面に有する複数のスタンパと、前記ベルト状支持体と前記スタンパとを固定するための接着部材からなり、前記接着部材は、多孔質体とその両面に形成される接着層から構成され、前記接着層の一部が前記多孔質体に含浸しており、かつ、前記接着層の含浸領域に挟まれるように前記接着層が含浸していない空隙領域を有する。
(もっと読む)
溶液製膜方法
【課題】支持体の表面に付着した有機物の増大を抑制して、光学ムラのない高品質のフィルムを製造する。
【解決手段】表面が冷却された流延ドラム32の上にドープ21を流延して流延膜33を形成する。流延膜33が剥ぎ取られた後でドープ21が流延される前に、ドラム洗浄機41により流延ドラム32の表面に対してドライアイス粒子を含ませた洗浄ガスを吹き付ける。流延ドラム32の表面にドライアイス粒子が衝突する。この衝突時のエネルギーにより流延ドラム32の表面に付着した有機物を粉砕除去する。流延膜33の中から析出した脂肪酸、脂肪酸エステル、脂肪酸金属塩を主成分とする有機物を増大する前に取り除くことにより流延膜の表面に有機物を転写させない。以上より、生産性を低下させずに光学ムラのない高品質なフィルム20を製造することができる。
(もっと読む)
合成樹脂製気泡シートの製造方法
【課題】気泡シートの融着性を向上させることが可能な合成樹脂製気泡シートの製造方法を提供する。
【解決手段】凹部22aが形成された成形ロール22に融点以上となっている第1シート11を供給する第1シート供給工程と、成形ロール22の外周面上で第1シート11に突起部11aを形成する突起部形成工程と、第1シート11における突起部11aの開口側の面に、融点以上に加熱された第2シート12を供給する第2シート供給工程と、第2シート12に対し、第1シート11に押しつける方向に所定期間だけ外力を作用させて第2シート12と第1シート11を接合する接合工程と、接合工程における所定期間が終了する前に、第1シート11および第2シート12を融点以下に冷却する冷却工程とを設ける。
(もっと読む)
弾性クローラの製造方法
【課題】抗張体に熱収縮性の材質のものを用いた場合に、所望の寸法の弾性クローラを製造できるようにする。
【解決手段】第1の金型8で最初の帯状ゴム様体6aを抗張体5に加硫成形した後、この抗張体5の端部同士をオーバラップさせるとともに、加硫済みの帯状ゴム様体6aの一部のラグ3を第2の金型22のラグ収容凹部25に納め、第2の金型22の第2ラグ形成用凹部28によってオーバラップ部分31に帯状ゴム様体を加硫接着してラグ3を形成する。第2の金型22の第2ラグ形成用凹部28のピッチP2は、第1の金型8のラグ形成用凹部9のピッチP0よりも小さく形成されている。
(もっと読む)
インサート成形用金型
【課題】金型における各部材の一連の動作をエジェクタロッドの上下動作のみで行うことによって、余分な動力源を必要としないインサート成形用金型を提供する。
【解決手段】インサート成形用金型Mは、下型1、上型2、スライドコア3、エジェクタピン4及びリリースピン5の外に、型閉じ時、上型と下型とのパーティング面Lが開かないように型締め保持すると共に、該型締め保持を維持・解除するクランプ/アンクランプ機構60と、スライドコアを進退させるスライドコア駆動機構30と、型開き時に上型を成形品から剥がす上型押上機構50とを備えていて、これら機構の各動作が、エジェクタピンを駆動するエジェクタロッド71の動作によって行われる。
(もっと読む)
成形装置における又は成形装置に関する改良
本発明は、成形可能な1つ又は複数の材料を成形するための成形装置に関する。装置は、第1の成形工具セットと、第2の成形工具セットを有する。第2の成形工具セットの各々の成形工具は、加圧成形ゾーンで協働する成形工具を成形するために、第1の成形工具セットの1つ以上の成形工具と協働するように構成され、又はその逆である。第1の成形工具セットが第1の回路の周りを移動することができる第1の成形工具セットの1つ又は複数のガイドがある。第2の成形工具セットが第2の回路の周りを移動することができる第2の成形工具セットの1つ又は複数のガイドもある。成形工具を機械方向に移動させるための駆動装置もある。少なくとも回路の部分で、加圧成形ゾーンの直前又は直後で、隣接する成形工具の相対運動のみが成形工具が協働する他方の成形工具セットの成形工具に向かうか又は成形工具から離れるように、1つの前記成形工具セットの隣接する成形工具が移動可能に支持される。  (もっと読む)
(もっと読む)
溶液製膜設備及び方法
【課題】支持体の長期使用による変質を抑制して、フィルムのスジ状変形やその他の変形の発生を長期間に渡り抑える。
【解決手段】ステンレス製の流延支持体86は、ドープ61が流延される面86aの任意の2点P1,P2(ただし、P1,P2の距離Lを10mmとする)を結ぶ直線に沿って凹凸深さが連続的に測定されたときに、その深さの最大値DEが40μm以内とされている。これにより、長期間フィルム製造を実施しても、流延支持体86のステンレスにおけるオーステナイトの一部がマルテンサイト変態することを防ぐことができ、長手方向に伸びるキズや変形がフィルムに発生することを抑制することができる。
(もっと読む)
1 - 20 / 29
[ Back to top ]