
Fターム[4F202CD01]の内容
プラスチック等の成形用の型 (108,678) | 型の製造 (4,718) | 型の製造の主要手段 (2,034)
Fターム[4F202CD01]の下位に属するFターム
転写による(←鋳造) (1,017)
電鋳によるもの (319)
溶射によるもの (54)
板、棒状物、小片を集合することによるもの (306)
切断、研削による(放電加工による) (261)
Fターム[4F202CD01]に分類される特許
41 - 60 / 77
シームレスマスタ及びその作製方法
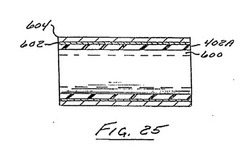
【課題】ディヒューザ及びそれらに関連したディヒューザ−マスタの縁部境界である「干渉」パターンと関係する種々の問題を解決するシームレスマスタ及びそれを作製する方法を提供する。
【解決手段】予め選択された長さ及び幅のシームレスのディヒューザのシートを作製するための中空の円筒形のシームレスの金属マスタ604。追加の様相は、中空の円筒形のシームレスの反転可能なエラストマー系マスタ402A及びそれを作る方法並びに感光媒体に可変のディヒューザの記録をもたらす装置及びプロセスを有する。
(もっと読む)
スタッド付きタイヤ用のモールドを製作する方法

【課題】タイヤ製造に効果的に用いられるモールドライニングを製作する方法を提供する。
【解決手段】切り込みが設けられると共にスタッドを有するトレッドブロックを備えたタイヤの製造向けのモールドライニング(G)を製作する方法であって、実質的に形状及び長さが等しい薄片(L1〜L6)をゴムブロックを成形するようになったモールドライニングの部分上に位置決めすることによってモールドライニングを製作するステップを有する、方法において、次のステップでは、スタッドのためのハウジングを成形できるピンを受け入れるようになった部位の各々に位置する円筒形空間内に入っているライニングの材料及び薄片の材料を半径方向に除去し、次いで、ピンを支持したインサートを前もって形成されている穴の中に位置決めする方法が提供される。
(もっと読む)
射出成形方法及び光学素子
【課題】書面に垂直方向に対して傾斜した…目視可能とする。
【解決手段】本発明に係る射出成形方法は、熱可塑性樹脂中に無機微粒子が分散された有機無機複合材料を成形する射出成形方法であって、前記熱可塑性樹脂のガラス転移温度Tgより高い温度に保たれた金型1のキャビティ26に前記有機無機複合材料を射出する工程と、金型1の温度が前記熱可塑性樹脂のガラス転移温度Tg以下になるまで金型1を冷却する工程と、金型1のキャビティ26から前記有機無機複合材料で構成された成形品を取り出す工程と、を有し、金型1を冷却する工程における平均冷却速度が0.4〜3.0K/secである。
(もっと読む)
プラスチック製スタンパの製造方法、プラスチック製スタンパ、及び、プラスチック製基板の製造方法
【課題】機械的特性に優れ、かつ、生産性に優れた、プラスチック成形に使用するスタンパの製造方法を提供する。
【解決手段】板状のプラスチック材料11に、マザースタンパ12を密着して固定する工程と、プラスチック材料11に、マザースタンパ12を指向して赤外線19を照射する工程と、プラスチック材料11にマザースタンパ12のパターンを転写してプラスチック製スタンパ21を形成する工程とからなり、スタンパを形成するプラスチック材料11として、プラスチック成形において成形されるプラスチック材料より、溶融温度の高いプラスチック材料11を用いることにより、プラスチック製スタンパ21を製造する。
(もっと読む)
光ディスク金型及びその製造方法
【課題】溶射法で形成された保熱表面層を有する光ディスク金型を提供する。
【解決手段】本発明に係る光ディスク金型40は、第1型板44と、第1型板44との間にキャビティー部48を形成するように配置されており、キャビティー部48側の表面に第1保熱表面層46が設けられている第2型板42と、第1型板44と第1保熱表面層46との間に設けられており、表面に微細構造パターンが設けられているスタンパー43と、を備えている。
(もっと読む)
セラミックツールの改善及びセラミックツールに関する改善
セラミックツール及びセラミックツールを形成する方法において、物質がセラミックベースにしみ込んでいる。物質としては、金属化合物が良く、好ましくは酸化クロムが良い。物質の化学的配合は、析出率を最適化し且つ所望の表面性能を達成するために変更することができる。しみ込み深さは、好ましくは、0.1mmから1mmであり、特に好ましくは0.25mmが良い。セラミックツールのモールド表面には蒸気ブラスト又はオートブラストが施される。その結果、セラミックツールは寿命が延び、離型剤が不要になる。  (もっと読む)
(もっと読む)
樹脂成形用金型
【課題】樹脂の成形において温度制御に用いる温度センサーを備えた樹脂成形用金型は、その温度センサーが受熱板とホルダーの常時接触に起因する熱の授受により、ホルダーに熱が蓄積され、ホルダー温度によってなる温度を計測することとなり、樹脂温度を精度良く計測することが困難であったことにより、精度良い樹脂成形が難しかった。
【解決手段】本発明の樹脂成形用金型は、受熱板1と受圧部品6に隙間4を有し、一定樹脂圧以下時に受熱板1が平面化し、受熱板1と受圧部品6の熱の授受がなくなる温度センサーを備えた構造を有することから、樹脂成形においての樹脂の温度を高精度に測定しながら樹脂成形することが可能となる。
(もっと読む)
皮膜を有する部材及び皮膜形成方法
【課題】撥水性、非粘着性及び耐久性に優れた皮膜を有する部材及び該皮膜の形成方法を提供する。
【解決手段】合金鋼、炭素鋼、鋳鉄、アルミニウム、アルミニウム合金等の金属基材又はセラミックス基材表面に、アミノ基含有シラノール誘導体を0.1ー10容量含む溶液をはけ塗り法、カーテンコート法、遠心塗布法、ディピング法、スプレー法等で塗布することにより形成された皮膜を有するプレス金型用部材、インジェクション金型用部材、ゴム成形用金型部材、樹脂成形用金型部材等の部材。
(もっと読む)
光学素子金型の製造方法及び光学素子金型
【課題】光学素子金型を精度良く製造することができる光学素子金型の製造方法及び光学素子金型を提供する。
【解決手段】ワーク雇い上に載置された被加工物1Aを切削する工具を用いて加工して、複数の独立した光学機能面を有する光学素子を成形するための金型を作成する加工方法において、まず工具としての単結晶ダイヤモンドバイト42を用いてワーク雇い50に装着されたダミー加工物1BにX軸方向へ延びる直線的な溝を形成し、その最終端の座標を求める。その後、この座標を基準として加工すべき被加工物1Aの外周部の4つのポイントの座標から被加工物1Aの仮中心座標を求める。
(もっと読む)
焼結硬質材料およびそれを用いた高精度光学素子成形用の金型
【課題】主に炭化タングステン相からなる焼結硬質材料に、ポア(空孔)や異常相などの組織的欠陥がなく、高硬度であり、ヤング率が大きく、熱膨張係数が小さく、優れた加工面精度および面粗度を有するといった特性に加え、優れた破壊靭性を付与すること。
【解決手段】炭化タングステン相中に第1相としてのWC相以外に、第2相として(W、M1)2CX(0.8≦X<1.0)を晶出させることによって炭化タングステン相の破壊靭性の改善を図った。ここで、(W、M1)2CX(0.8≦X<1.0)は、周期律表第4a、5a、6a族のW以外の遷移金属元素のうち1種または2種以上であるM1をW2CX(0.8≦X<1.0)が固溶したものである。
(もっと読む)
平坦化層を有する基板の製造方法
【課題】赤色、緑色及び青色のカラーフィルタ上に平坦化層を有する液晶表示装置用カラーフィルタ基板の製造方法が提供される。
【解決手段】液晶表示装置用カラーフィルタ基板の製造方法は基板上に物質層を形成するステップと、前記物質層上にモールド基板を配置するステップと、前記モールド基板が覆われた前記物質層に1次硬化工程を行うステップと、前記物質層から前記モールド基板を除去するステップと、前記物質層に2次硬化工程を行うステップとを含む。
(もっと読む)
ソフトモールド及びそれを用いた液晶表示装置の製造方法
【課題】ソフトモールド、及びフォトリソグラフィ技術の代わりに、このソフトモールドを用いたソフトリソグラフィ技術によって液晶表示装置を製造する方法を提供する。
【解決手段】ソフトモールドは、96wt%以上の親水性液状プレポリマーと、1〜3wt%の光開始剤と、0.01〜1wt%の界面活性剤とを含む樹脂組成物を硬化させたものである。親水性液状プレポリマーは、親水性アクリレートプレポリマーであることが好ましく、HEA、EGDMA、HPA及びHPPAの少なくとも1つを含むことが更に好ましい。
(もっと読む)
低密着性材料、樹脂成形型及び防汚性材料
【課題】優れた耐摩耗性と耐衝撃性とを共に備えた低密着性材料、及び、優れた離型性と耐摩耗性と耐衝撃性とを共に備えた樹脂成形型を得ることである。
【解決手段】上型1は、キャビティ4の内底面5を構成するキャビティ部材6と、周辺部材7とを有する。キャビティ部材6は、本発明に係る低密着性材料であって、本体部8と本体部8の面のうち流動性樹脂が接触する側にある下面9に形成された表面層10とによって構成される。本体部8は、3YSZからなる第1の材料とZrNからなる第2の材料とから所定の比率で構成される。表面層10は、硬化樹脂に対する低密着性を有するY2O3から構成され、その熱膨張係数は本体部8よりも小さい。本体部8と表面層10とが高温下で接合された後に冷却されることによって、熱膨張係数の差に起因して表面層10において圧縮残留応力が発生し、その圧縮残留応力が表面層10に存在している。
(もっと読む)
光触媒法用の成形型を製造するためのゾル−ゲル法
本発明は光触媒反応に使用される成形型(2)を製造するためのゾル−ゲル法に関する。本発明はまた、工業的な引抜き法、押出し法、及び成形法に関し、その際、本発明によるゾル−ゲル法を用いて製造された成形型(2)の使用が構想される。本方法は、ゲル化されたゾルを提供し、溶剤の抜出しによりゲルを乾燥させ、次いで加熱によりゲルを高密度化/焼結させて、紫外線を透過させることが可能なガラス質の粘稠度を有する透明な成形型(2)を形成させる。  (もっと読む)
(もっと読む)
3次元構造体の製造方法および3次元樹脂構造体の製造方法
【課題】寸法精度を向上することができる3次元構造体の製造方法および3次元樹脂構造体の製造方法を提供する。
【解決手段】光硬化樹脂に光を照射して行なわれる光造形によって基板上に光造形樹脂部を形成する工程と、電解めっき、無電解めっき、スパッタリング、CVDおよび蒸着からなる群から選択された少なくとも1種の方法により光造形樹脂部が形成された基板上に3次元構造体を形成する工程と、を含む、3次元構造体の製造方法と、この製造方法により得られた3次元構造体を利用した3次元樹脂構造体の製造方法である。
(もっと読む)
タイヤ用モールドの製造方法
【課題】タイヤにベアーが生じにくくかつ形状自由度の高いモールドが、簡便に得られる製造方法の提供。
【解決手段】モールドのピース12は、キャビティ面14、2つの分割面16及び背面18を備えてる。このキャビティ面14は、凸部20と凹部22とを備えている。ピース12は、ベース24、第一金属片26及び第二金属片28からなる。第一金属片26と第二金属片28とは、軸方向において交互に配置されている。第一金属片26と第二金属片28との間には、スリット30が形成されている。このピース12の製作では、複数の第一金属片26が所定の間隔を隔てて配置される。この第一金属片26同士の間隙に、溶融金属が鋳込まれる。この溶融金属が凝固して第二金属片28が形成され、ブロックが得られる。このブロックの表面が切削され、凸部20及び凹部22が形成される。
(もっと読む)
形状補正方法、成形型、及び成形品の製造方法
【課題】 成形型モデルをプレス成型加工に適した形状に修正することのできる形状補正方法及びこの形状補正方法により補正された成形型モデルに基づいて作製された成形型、並びにこの成形型を用いて成形加工を行うことにより、しわや亀裂を低減した良質な成形品の製造を可能とする成形型の製造方法を提供することを目的とする。
【解決手段】 成形型モデルのフィレット面の曲面形状を楕円トーラスの一部の曲面形状に修正することにより、プレス成形に適した形状モデルとし、この形状モデルに基づいて成形型を作製し、この成形型を用いてプレス成形を行うことによりしわや亀裂のない良質な成形品を得る。
(もっと読む)
弾性成形型およびそれを用いる成形品の製造方法
【課題】 離型性に優れると共に、表面に十分なツヤを有する油性固形化粧料等の成形品を成形することができる、安価な弾性成形型を提供すること。
【解決手段】
次の成分(A)〜(C)、
(A)下記平均組成式(1)で示される、重合度3,000〜8,000のオルガノポリ
シロキサン
RnSiO4−n/2 ……(1)
(式中、Rは同一または異種の非置換の1価炭化水素基であり、nは1.98〜2.0
2の正数である。)
(B)少なくとも次の成分(b−1)および成分(b−2)を含む充填剤
(b−1)結晶性シリカ粉末および珪藻土からなる群から選ばれる1種または2種以
上
(b−2)湿式シリカ粉末および比表面積(BET法)が100m2/g以下の乾式
シリカ粉末からなる群から選ばれる1種または2種以上
(C)架橋剤
を含有するシリコーンゴム組成物を成形してなることを特徴とする弾性成形型である。
(もっと読む)
コンタクトレンズ型及びそれを生成するためのシステム及び方法
【課題】コンタクトレンズを生成するのに用いられる型、及びコンタクトレンズ型を生成するためのシステム及び方法を提供する。
【解決手段】コンタクトレンズ型及びコンタクトレンズ型を生成するためのシステム及び方法。コンタクトレンズ型断面は、2つの光学品質表面と、2つの光学品質表面の少なくとも一部分を囲むフランジと、フランジから延びる細長い部材とを含む。2つの型断面は、互いに接触してコンタクトレンズ形状空洞を有する型アセンブリを形成することができる。型断面は、眼に入れる前に更に物理的に修正する必要がない縁部を有するコンタクトレンズを形成するように構造化される。溶融ポリマー材料を型断面に対応する空洞内に導くシステム及び方法が説明される。
(もっと読む)
表皮材成形型およびその製造方法
【課題】 製造が容易で低コストな表皮材成形型およびその製造方法を提供することを目的とする。
【解決手段】 ベース型BMを形成し、ベース型BM上に、細かいアルミニウムの粒を含んだエポキシ樹脂を載せて固めることにより第2粒層3を形成し、第2粒層3の上に、粗いアルミニウムの粒を含んだエポキシ樹脂を載せて固めることにより、第1粒層2を形成する。第1粒層2および第2粒層3を、ベース型BMから取り外して、上下方向に反転させた後、第2粒層3上に樹脂シート4を接合する。第2粒層3に接合された樹脂シート4の表面を穿孔して、通気孔41を形成し、表皮材成形型1を完成する。
(もっと読む)
41 - 60 / 77
[ Back to top ]