
Fターム[4F202CK17]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140) | 成形空間の容量変更のための (767)
Fターム[4F202CK17]の下位に属するFターム
Fターム[4F202CK17]に分類される特許
161 - 169 / 169
射出成形方法
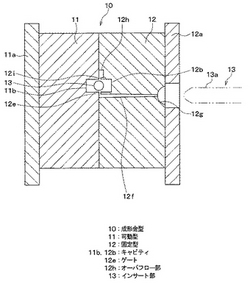
【課題】 キャビティ内への溶融樹脂の充填完了に伴う金型内圧の急上昇を抑制する。
【解決手段】 成形金型10に、キャビティ11b、12bと、キャビティ11b、12bに溶融樹脂を射出するゲート12eと、キャビティ11b、12bの樹脂最終充填部に連通するオーバーフロー部12hとを設け、ゲート12eから溶融樹脂をキャビティ11b、12b内へ射出する射出工程において、キャビティ11b、12b内への溶融樹脂の充填が完了した後に、オーバーフロー部12hの容積に対して所定割合の容積だけ溶融樹脂がオーバーフローした時点で射出工程を終了する。
(もっと読む)
金型装置及びその製造方法、成形方法、成形品並びに成形機
金型装置(14)の耐久性を向上させ、コストを低くすることができることを目的とする。第1の金型と、該第1の金型に対して進退自在に配設された第2の金型とを有する。そして、該第1、第2の金型のうちの少なくとも一方の金型は所定の厚さの焼結部を備える。この場合、少なくとも一方の金型に所定の厚さの焼結部が形成されるので、金型装置(14)を繰り返し使用したときに、摺(しゅう)動画が摩耗するのを防止することができ、金型装置(14)の耐久性を向上させることができる。また、めっき、蒸着等の被覆処理を行う必要がないので、金型装置(14)を製造するための作業を簡素化することができるだけでなく、金型装置(14)を製造するのに必要な時間を短くすることができる。したがって、金型装置(14)のコストを低くすることができる。  (もっと読む)
(もっと読む)
インサート成形による部品の結合方法

【課題】 タイミングベルト用プーリやテープリールなど、射出成形で一体成形が困難な樹脂成形品に関して、可能な範囲に分割して成形し、その複数体を強固にかしめ付ける方法を課題とする。
【解決手段】 分割して成形した部品の1つには所要箇所に中空12a状のボス12を突設し、他方の部材8には前記ボスが挿通する透孔7を設けて、前記ボス12をこの透孔7に挿通して仮にセットする。このセットされたものを、射出成形用金型のキゃビティにインサートし、前記の透孔7およびその両端面に形成したかしめ状頭部用キゃビティに溶融樹脂を射出充填し、冷却する。かくして充填された樹脂部は冷却に伴い収縮して、かしめ状締結部を強く締め付け、部材間に隙間を生じることはない。
(もっと読む)
インモールド成形における窓部の製造方法及び射出成形金型の構造
【課題】合成樹脂シートを射出成形金型の中に装着した後、該金型を閉じて溶融樹脂を射出成形するインモールド成形において、このインモールド成形と同時に、成形品に窓部を形成することを可能としたインモールド成形における窓部の製造方法及び射出成形金型の構造を提供する。
【解決手段】インモールド成形において、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設け、しかる後に金型3を開いて成形品5を取り出してから窓部6の合成樹脂シート2を除去することを特徴とし、合成樹脂シート2の窓部6の周縁9に該合成樹脂シート2の厚みが0.02〜0.15mmとなる凹部10を設けるための射出成形金型3の部分が先端に平坦面11を有する刃型12を用いたものである。
(もっと読む)
射出圧縮成形金型装置
【課題】 キャビティ形成部を有するコア型の、各対向面に沿った方向における位置ずれを確実に抑制する。
【解決手段】 型締め時に互いが対向する対向面11a、21a間にキャビティCが形成される一対の金型11、21を備え、これら11、21は対向面11a、21aに孔11b、21bが形成された型板12、22と、孔11b、21bに配設されるとともに、キャビティ形成部13a、23aを有するコア型13、23とを備え、キャビティCに溶融樹脂を射出した後に、前記金型11、21をさらに型締め方向に移動させ、前記樹脂を型締め方向に圧縮し、内面と外面とを有する射出成形品を製造する金型装置1であって、前記コア型13、23と前記型板12、22との間に、前記コア型13、23を、前記対向面11a、21aに沿った方向に拘束し、かつ前記型板12、22の内周面に対して摺動自在に支持する支持体30が配設されている。
(もっと読む)
情報記録媒体及び情報記録媒体用基板成形金型
【課題】 スペーサー等を用いずに安定した集積が可能な情報記録媒体を提供すること。
【解決手段】 中央部分に設けた中心孔12と、表裏両面に情報信号面が形成されたディスク状の基板11からなる情報記録媒体10であって、基板11は、表(A)面のクランプ領域16aに設けられたスタックリブ13と、裏(B)面のクランプ領域16bに設けられたスタックリブ14とを有している。スタックリブ13及びスタックリブ14は、基板11と一体に成形され、断面テーパ形状を有し、更に、スタックリブ13の径はスタックリブ14の径より小さく、他の情報記録媒体を重ねたときに、互いに嵌合するように形成されている。
(もっと読む)
中空成形品の成形金型および成形方法
【課題】 キャビティ内にランナとゲートを介して溶融樹脂とともにガスを注入して中空成形品を成形する場合には、中空成形品にシルバーストリーク等が発生しやすいので、前記とは異なる中空成形品の成形を採用するとともに、中空成形品の中空部に連通する連通孔があるとメッキ等の際に不良品が発生するので、中空部に連通する連通孔を閉塞することのできる中空成形品の成形金型および成形方法を提供する。
【解決手段】 固定金型12と可動金型13の間に形成されるキャビティ16に射出された溶融樹脂Mにガス通気口18aからガスGを注入する中空成形品Pの成形方法において、ガス通気口18aからキャビティ16内に射出された溶融樹脂Mに直接ガスGを注入して中空部P1を形成し、溶融樹脂Mの冷却固化の進行とともにガス通気口18aからガスGを排出し、キャビティ内に射出された溶融樹脂Mの一部によりガス通気口18aと中空部P1との連通を閉塞させる。
(もっと読む)
2つ又はそれ以上の材料で作製されたプリフォーム及びこれらを得るための方法
少なくとも2つの異なる材料(4、22)で作製された、吹込み成型に好適な新規複合プリフォーム(26)を得るためのプロセスと、これにより得られるプリフォームと、これらのプリフォームを吹込み成型することにより得られる物品。そのプロセスは、2つ(又はそれ以上)のプラスチック材料の射出成形を用いて、物品に吹込み成型可能なプリフォームを形成する。好ましい実施形態では、2つの材料は異なる色を有し、及び得られた物品は多色効果を示す。2つの材料は、互いを覆って積層されていない。  (もっと読む)
(もっと読む)
2つ又はそれ以上の材料で作成されるプリフォーム及びこれを得る方法
2つの異なる材料で作成されるプリフォームの作成方法、ここで第一の材料(4)及び第二の材料(22)が同軸でない中心軸を有するノズルで射出される。好ましくは、プリフォームは、第一の材料の側壁の中に第二の材料の包摂を含む。その新規プリフォームは、好ましくは底領域(1c)及び側壁領域(1b)を含み、底領域は、もっぱら第一の材料で作成され、かつ側壁領域は、第二の材料(22)により満たされる少なくとも1つの容積(14)を除いて、全般的に第一の材料(4)で作成される。  (もっと読む)
(もっと読む)
161 - 169 / 169
[ Back to top ]